NEN EN ISO : 2013
|
|
|
- Gustaaf Verhoeven
- 8 jaren geleden
- Aantal bezoeken:
Transcriptie
1 NEN EN ISO : 2013 Richard Blom (IWT) Senior Inspector & Roy van de Schoor (IWE) Lead Specialist Welding Version 03/2014 Working together for a safer world De gehele serie voor de kwalificatie van de lasser EN ISO: EN 287-1: 2011 Staal EN-ISO : 2013 Staal EN-ISO : 2005 Aluminium EN-ISO : 1999 Koper EN-ISO : 1999 Nikkel EN-ISO : 2000 Ti & Zr ASME: Section IX: 2013 AWS Dx.x (bv D1.1) Lloyd s Register Energy Inspection Services NEN EN ISO : 2013 (version 03/2014) 1

2 EN 287-1:2011 Hoe zat het ook alweer? Indeling op basis van moedermateriaal Stompe las (BW) geldt niet meer voor hoeklas (FW) Geen onderscheid tussen test -en lasposities Geldigheidstermijn van 2 jaar: Halfjaarlijkse bevestiging door werkgever. Aantonen d.m.v. traceerbaarheid naar lasser. Bewijs moet betrekking hebben op het volume (NDO / DO) van de las, minimaal 2 lassen onderzocht gedurende de laatste 6 maanden. Lassen dienen te voldoen aan de acceptatiecriteria zoals voor de lasserskwalificatie. Documenten voor verlenging moeten aantonen dat de lasser heeft gelast onder de oorspronkelijke test omstandigheden, m.u.v. dikte en diameter. EN ISO : 2013, de opvolger van de EN Een vervanging die nogal wat onduidelijkheden met zich meebrengt, in het bijzonder in de overgangsfase. De reden dat deze vervanging zo belangrijk is ligt in het feit dat bij de opzet nadrukkelijk gekeken is naar de eisen die andere concurrerende normen stellen, zoals de ASME en de AWS. 2

3 EN ISO :2013 Grootste verandering t.o.v. EN 287-1:2011 Basismateriaal wordt lastoevoegmateriaal Invoering FM (Filler material) groepen Materiaaloverdracht is een belangrijke variabele Nieuwe lasdetails gb, fb en ci Lasposities in plaats van test posities voor het geldigheidsgebied Regels voor verlenging worden ruimer Overgangsdocument EN287-1:2011 naar EN ISO De European Welding Federation (EWF) heeft overgangsdocument opgesteld om de overgang van de oude EN287-1 naar de EN ISO zo efficiënt mogelijk te maken. Het is geen must om dit document te gebruiken, maar wellicht geeft het de verduidelijking die de lezer zoekt. 3

4 Inleiding Alle nieuwe kwalificaties moeten voldoen aan de nieuwe norm Bij verlenging wordt gesteld dat de (oude) kwalificaties moeten volden aan eisen zoals in de nieuwe norm worden gesteld voor het zover de technische intentie van de norm betreft. Er loopt een formele aanvraag bij ISO wat moet worden verstaan onder de technische intentie van de norm. Het geldigheidsgebied moet worden geïnterpreteerd zoals het in de nieuwe norm wordt beschreven en is best wel lastig! Scope Kwalificeert een lasser door het lassen en nadien beproeven van standaard proefstuk(ken) in staal. En Nikkel en nikkellegeringen vallen onder : 4

5 Scope De EN ISO :2013 geldt eveneens niet voor volledig gemechaniseerd en automatische lasprocessen. Deze worden beschreven in de ISO Normatieve verwijzingen Deze lijst is geheel opgewaardeerd naar de laatste stand van zaken. Belangrijk hierbij is dat het nagenoeg allemaal ongedateerde verwijzingen betreft! Dit betekent dat altijd wordt verwezen naar de laatste versie van het document. 5

6 Termen en definities Er zijn een aantal termen toegevoegd: Gas Backing: backing using gas primarily for the purpose of preventing oxidation Flux Backing: backing using flux primarily for the purpose of preventing oxidation Consumable insert: filler material that is placed at the root of the joint before welding to be completely fused into the root. Symbolen voor proefstukken en lastoevoegmaterialen In deze lijst valt alleen de introductie van s op als de neergesmolte dikte of de verbonden dikte in een stompe lasverbinding. Deze parameter wordt belangrijk wanneer we de geldigheidsgebieden gaan bekijken. Om een zo breed mogelijk toepassingsgebied voor de verschillende codes en normen mogelijk te maken, treft men hier twee indelingen voor de elektrodebekleding (kerndraad en vulling) aan: - één gebaseerd op cijfers van de AWS - één gebaseerd op letters zoals we die vanuit de oude EN287-1 al kennen. Advies, aangezien het hier om 2 parallelle systemen gaat, pas beide systemen toe. 6

7 Symbolen voor proefstukken en lastoevoegmaterialen Symbolen voor proefstukken en lastoevoegmaterialen 7

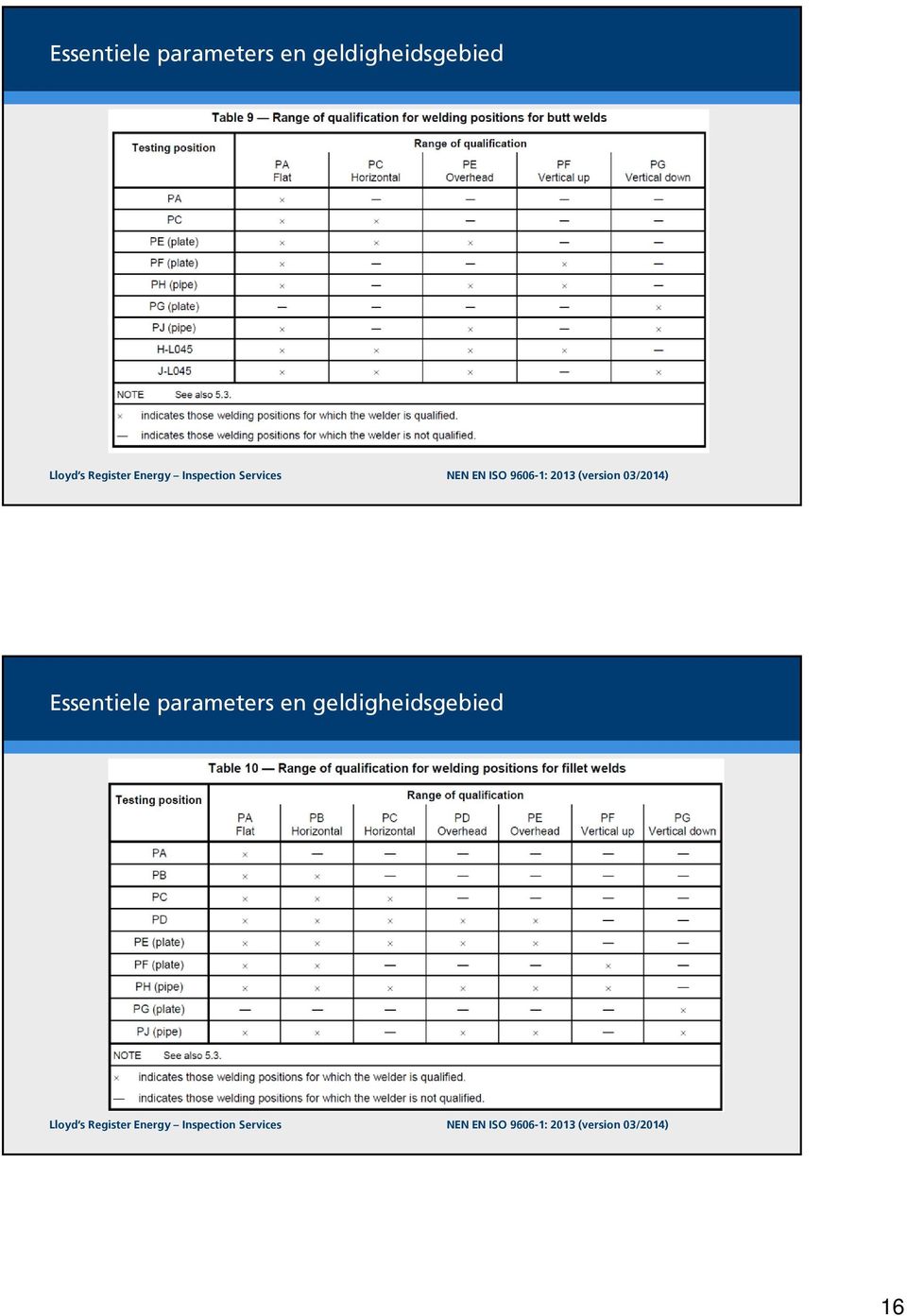
8 Symbolen voor proefstukken en lastoevoegmaterialen Essentiele parameters en geldigheidsgebied Algemeen: In deze paragraaf zitten de grootste afwijkingen t.o.v. de EN287-1: Basismateriaal is vervangen door lastoevoegmateriaal Het basismateriaal dient wel te worden gerapporteerd, maar dan zonder er een geldigheidsgebied aan toe te kennen. Essentiële variabelen zijn: Las proces(sen) Product type (plaat of pijp) Type las (stompe las BW of hoeklas FW ) Lastoevoegmateriaal groep Lastoevoegmateriaal type Afmetingen Lasposities Lasdetails 8

9 Essentiele parameters en geldigheidsgebied Lasprocessen Herdefinitie van lasprocessen in de EN- ISO 4063 en paragraaf 4.2 van de ISO : 2013 Voor OP lassen geldt dat een verandering van proces 121 naar125 (solid naar tubular cored draad) of omgekeerd, geen gevolgen heeft voor de kwalificatie van de lasser. Voor MIG/MAG lassen is het probleem groter: Een lasser die in het kortsluitboogproces (proces 131, 135 of 138) is gekwalificeerd, mag ook met andere overdrachtsvormen lassen (globulair, gepulseerd, sproeiboog), echter niet omgekeerd. Essentiele parameters en geldigheidsgebied Let op: Er is alleen maar sprake van een zuivere kortsluitboog, als de bron kan worden ingesteld als een conventionele lasmachine met CV stroom- spannings karakteristiek. Dan alleen kan men een lasser voor kortsluitboog kwalificeren. In veel moderne stroombronnen is er sprake van De zogenaamde gemodificeerde kortsluitboog bv CMT, Cold-Arc, Cold-Weld, STT, Speedpulse, PCS, forcearc, Rapid Weld enz enz, komen niet in aanmerking om een lasser te kwalificeren voor kortsluitboog. 9
, echter niet omgekeerd.")
10 Essentiele parameters en geldigheidsgebied Verder wordt gesteld dat test lassen in plaat, lassen in fixed pipes 500 mm in overeenstemming met tabellen 9 & 10 kwalificeren. Was in de EN 287-1: voor alle andere lasposities. En dat test lassen in plaat, lassen in roterende pijp met een diameter 75 mm voor lasposities PA, PB, PC & PD in overeenstemming met tabellen 9 & 10 kwalificeren. Was in de EN 287-1: mm voor lasposities PA, PB & PC Essentiele parameters en geldigheidsgebied Type las Stompe las kwalificeert idem EN287-1 geen hoeklas. Echter hier wordt een soort van alternatief voorgesteld, een gecombineerd proefstuk. (Annex C) Waarin een gedeelte als hoeklas en een gedeelte als stompe las kan worden beproefd. Let op geen doorlassing mogelijk, geldigheidsgebied van een stompe lasverbinding. Pas op, de gedetailleerde beschrijving hoe deze gecombineerde proef dient te worden uitgevoerd, staat beschreven in punt 5.4.b, een aanvullende hoeklas in 5.4.e. De toepassing van deze optie dient speciaal op het certificaat te worden aangegeven. 10

11 Essentiele parameters en geldigheidsgebied Essentiele parameters en geldigheidsgebied Groepsindeling lastoevoegmaterialen. De indeling van lastoevoegmaterialen wordt gegeven in Tabel 2. Voor toevoeg-materialen die niet in een van de gespecificeerde groepen vallen moet een aparte proef worden afgelegd. Belangrijke toevoeging: het is niet nodig om gelijke materialen te gebruiken als die waarin de lasverbinding moet worden gemaakt. Let wel materialen uit groep 1 t/m 11 Houd daarbij wel de lasbaarheid in de gaten! 11

12 Essentiele parameters en geldigheidsgebied Essentiele parameters en geldigheidsgebied Geldigheidsgebied. Tabel 3 spreekt voor zichzelf. De indeling van FM nummers staat vooralsnog geheel op zichzelf en heeft daarom niets te maken met andere normen waarin lastoevoegmaterialen worden ingedeeld. 12

13 Essentiele parameters en geldigheidsgebied Toevoegmateriaal type De opmerking over de twee lasprocessen die door de norm worden gedekt die zonder lastoevoegmateriaal kunnen werken ( TIG en Autogeen) kan belangrijk zijn. De lasser is hierbij uitsluitend gekwalificeerd voor de materiaal groep waarin hij / zij haar proef heeft afgelegd. In tabel 4 & 5 worden de geldigheidsgebieden weergegeven. Essentiele parameters en geldigheidsgebied 13

14 Essentiele parameters en geldigheidsgebied Essentiele parameters en geldigheidsgebied Afmetingen 14

15 Essentiele parameters en geldigheidsgebied Essentiele parameters en geldigheidsgebied Lasposities Onderscheid tussen test en lasposities PA, PB enz zijn slechts testposities en hebben een tolerantie waarbinnen de test moet worden uitgevoerd. Lasposities zijn posities waarin de te verbinden materialen zich bevinden in de productie-fase. Zoals onder de hand, horizontaal enz. Dit is dan ook de reden dat bv de PH positie (voor pijp), geen geldigheid gebied meer heeft als PH maar slechts PA (onder de hand), PE (boven het hoofd), PF (verticaal opgaand). Dit ligt in de lijn van de ASME en AWS, daar werkt dit hetzelfde. Strikte scheiding tussen lasposities voor stompe lassen en hoeklassen 15
, geen geldigheid gebied meer heeft als PH maar slechts PA (onder de hand), PE (boven het hoofd), PF (verticaal")
16 Essentiele parameters en geldigheidsgebied Essentiele parameters en geldigheidsgebied 16
17 Essentiele parameters en geldigheidsgebied Las details Essentiele parameters en geldigheidsgebied 17

18 Onderzoek en beproeving Proefplaat afmetingen zijn veranderd. - Stompe naad: korter (200mm was 300mm) - Hoeklas langer: (200mm was 150mm) Start-stop Was één start-stop in de grondlaag en een start-stop in de sluitlaag Nu: bij meer dan een lasproces, tenminste één start-stop voor ieder toegepast Lasproces Een overgang van massieve of metaal gevulde draad naar poeder gevulde is een proces-wissel Wachttijd tussen stop en start: zolang het materiaal nodig heeft om te stollen. Onderzoek en beproeving 18

19 Aanvaardbaarheidseisen proefstukken Aanvaardbaarheidseisen voor proefstukken De som van de grootste onvolkomenheden groter dan 1 mm, maar kleiner dan 3 mm in alle buigproefstukken, mag de 10 mm niet te boven gaan. Onjuist aangevloeide las (ISO 6520 ref 505): onvolkomenheid was in de EN 287-1naar niveau C gegaan, nu gaat deze onvolkomenheid weer terug naar maximaal niveau B. Her-beproeving Een mislukte proef voor deze norm, mag slechts één maal opnieuw worden uitgevoerd, zonder dat een extra training heeft plaats gevonden. Na een tweede mislukte poging moet er dus eerst weer worden getraind alvorens een nieuwe proef mag worden afgelegd. 19

20 Geldigheidstermijn Grote verschillen bij de geldigheidstermijn! Verlengen: Drie mogelijkheden, men dient vooraf aan te geven welke methodiek 1. Telkens na drie (3) jaar opnieuw kwalificeren 2. Telkens na twee (2) jaar onderzoek twee productielassen uit de laatste periode van zes maanden. RT, US of Destructief onderzoek. 3. Onbeperkt geldig: - Werkzaam bij dezelfde werkgever - Geverifieerd kwaliteitssysteem conform EN ISO of EN ISO Lasser maakt lassen van acceptabele kwaliteit, door de fabrikant gedocumenteerd. Geldigheidstermijn / ZA Bijlage 20

21 Het Lasserscertificaat Opvallend is dat er naast de bekende zaken, ook een aantal z.g. niet essentiële parameters moeten worden vermeld: - stroomsoort en elektrode polariteit - basismateriaal groep / subgroep - beschermgas Wanneer een aanvullende hoeklasproef is uitgevoerd, (volgens 5.4.e) wordt het resultaat hiervan op het certificaat worden vermeld. Het Lasserscertificaat 21
22 Het Lasserscertificaat Het Lasserscertificaat 22
23 Het Lasserscertificaat Wat nu? Nieuwe certificaten moeten vanaf de datum van uitgifte van de EN ISO : 2013 (als NEN-EN-ISO in ons eigen land) worden uitgevoerd volgens de nieuwe norm. Bestaande certificaten waarvan de lasgegevens beschikbaar zijn, inclusief alle essentiële variabelen, kunnen door een gecertificeerde organisatie worden omgeschreven. Bestaande certificaten waarbij geen lasgegevens meer te achterhalen zijn en of de essentiële variabelen ontbreken, kunnen niet omgeschreven worden. Hierbij dient een nieuwe proef te worden afgelegd. 23
24 Questions? Running title <set on slide master> Richard Blom (IWT) Senior Inspector Energy Inspection Services T +31 (0) M +31 (0) E richard.blom@lr.org Roy van de Schoor (IWE) Lead Specialist Welding Energy Inspection Services T +31 (0) M +31 (0) E roy.vandeschoor@lr.org Lloyd s Register Energy K.P. van der Mandelelaan 41a, 3062 MB Rotterdam, The Netherlands Working together for a safer world Lloyd s Register and variants of it are trading names of Lloyd s Register Group Limited, its subsidiaries and affiliates. Copyright Lloyd s Register [Entity] A member of the Lloyd s Register group. 24
Ervaringen overgang EN287-1 naar de EN ISO :2013
 Ervaringen overgang EN287-1 naar de EN ISO 9606-1:2013 Richard Blom (IWT) Senior Inspector Lloyd s Register Energy Working together for a safer world EN 287-1:2004 / 2011 Zijn deze nog geldig? Ja, maar.
Ervaringen overgang EN287-1 naar de EN ISO 9606-1:2013 Richard Blom (IWT) Senior Inspector Lloyd s Register Energy Working together for a safer world EN 287-1:2004 / 2011 Zijn deze nog geldig? Ja, maar.
EN-ISO 9606-1, de opvolger van EN 287-1
 Commissie: 341008 Lassen en verwante processen Secretaris: ir. J. Weber Datum: 2013-05-03 EN-ISO 9606-1, de opvolger van EN 287-1 De opvolger van de EN 287-1 heeft in de Europese industrie nogal wat stof
Commissie: 341008 Lassen en verwante processen Secretaris: ir. J. Weber Datum: 2013-05-03 EN-ISO 9606-1, de opvolger van EN 287-1 De opvolger van de EN 287-1 heeft in de Europese industrie nogal wat stof
Historiek van EN ISO :
 Historiek van EN ISO 9606-1 : Inleiding: Het totstandkomen van de vervanger voor de EN 287-1 heeft reeds vele voeten in de aarde gehad. Het was de bedoeling om de Europese norm EN 287-1: Het kwalificeren
Historiek van EN ISO 9606-1 : Inleiding: Het totstandkomen van de vervanger voor de EN 287-1 heeft reeds vele voeten in de aarde gehad. Het was de bedoeling om de Europese norm EN 287-1: Het kwalificeren
Hygiënische lassen. Leo Vermeulen / Michel Voorhout. Hygiënische lassen 4 oktober
 Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
Ontwikkelingen op het. gebied van NEN-EN-ISO 9606-1. Marchel Kaspers
 Ontwikkelingen op het gebied van NEN-EN-ISO 9606-1 Marchel Kaspers 1 Het NIL heeft zitting in de NEN normcommissie 341008 (Lassen). 2 Versie 1.3 1 ISO 9606-1 De nieuwe ISO 9606-1 werd gezamenlijk door
Ontwikkelingen op het gebied van NEN-EN-ISO 9606-1 Marchel Kaspers 1 Het NIL heeft zitting in de NEN normcommissie 341008 (Lassen). 2 Versie 1.3 1 ISO 9606-1 De nieuwe ISO 9606-1 werd gezamenlijk door
Nieuwe EN ISO
 Nieuwe EN ISO 15614-1 Inleiding: De norm EN ISO 15614-1 is het eerste deel van een veertiendelige normenreeks, die het kwalificeren van lasprocedures beschrijft voor verschillende lasprocessen en materialen.
Nieuwe EN ISO 15614-1 Inleiding: De norm EN ISO 15614-1 is het eerste deel van een veertiendelige normenreeks, die het kwalificeren van lasprocedures beschrijft voor verschillende lasprocessen en materialen.
DE NIEUWE ISO 15614-1 DE TUSSEN STAND OP 5 NOVEMBER 2014.
 DE TUSSEN STAND OP 5 NOVEMBER 2014. Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN 288-3 : 1992. - ISO 15614-1 : 2004 - ISO 15614-1 : waarschijnlijk medio 2015. - Dan al te gebruiken
DE TUSSEN STAND OP 5 NOVEMBER 2014. Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN 288-3 : 1992. - ISO 15614-1 : 2004 - ISO 15614-1 : waarschijnlijk medio 2015. - Dan al te gebruiken
Nederlands Instituut voor Lastechniek
 Marchel Kaspers Lastechnisch adviseur Korte update op gebied van: - Lasserskwalificaties volgens NEN-EN-ISO 9606-1, de opvolger van EN 287-1; - Opstellen lasmethodebeschrijvingen volgens NEN-EN-ISO 15607;
Marchel Kaspers Lastechnisch adviseur Korte update op gebied van: - Lasserskwalificaties volgens NEN-EN-ISO 9606-1, de opvolger van EN 287-1; - Opstellen lasmethodebeschrijvingen volgens NEN-EN-ISO 15607;
kwalificatie van lasprocedures, lassers en lasoperateurs
 Laskennis opgefrist (nr. 23). Laskennis opgefrist: Normen kwalificatie van lasprocedures, lassers en Voor een gegeven toepassing is de meest voor de hand liggende route om de laskwaliteit zeker te stellen,
Laskennis opgefrist (nr. 23). Laskennis opgefrist: Normen kwalificatie van lasprocedures, lassers en Voor een gegeven toepassing is de meest voor de hand liggende route om de laskwaliteit zeker te stellen,
Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus
 Laskennis opgefrist (nr. 22) Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus Toepassingsnormen en praktijkrichtlijnen moeten verzekeren dat een constructie of een component een acceptabel kwaliteitsniveau
Laskennis opgefrist (nr. 22) Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus Toepassingsnormen en praktijkrichtlijnen moeten verzekeren dat een constructie of een component een acceptabel kwaliteitsniveau
Symbolen weergave op tekeningen Las- en soldeerverbindingen
 Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen
 Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Certificatie: wat en waarom. Soorten certificaten
 Certificatie: wat en waarom Weten dat u kwaliteit levert is één ding, maar hoe toont u dit aan? In de lastechniek geldt dat u pas zeker weet dat een las goed is, als deze destructief is onderzocht. Om
Certificatie: wat en waarom Weten dat u kwaliteit levert is één ding, maar hoe toont u dit aan? In de lastechniek geldt dat u pas zeker weet dat een las goed is, als deze destructief is onderzocht. Om
Workshop MIG/MAG-gevorderden RVS en Aluminium
 Workshop MIG/MAG-gevorderden RVS en Aluminium Leo Vermeulen (IWE) 1 Workshop MIG/MAG-lassen Procesprincipe MIG/MAG lassen, procesaanduidingen Stroombronnen en boogtypen Beschermgassoorten Toevoegmaterialen
Workshop MIG/MAG-gevorderden RVS en Aluminium Leo Vermeulen (IWE) 1 Workshop MIG/MAG-lassen Procesprincipe MIG/MAG lassen, procesaanduidingen Stroombronnen en boogtypen Beschermgassoorten Toevoegmaterialen
REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4.
 Pagina 1 van 12 REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens
Pagina 1 van 12 REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens
STAND VAN ZAKEN 12 oktober 2016, Gorinchem
 STAND VAN ZAKEN 12 oktober 2016, Gorinchem HENK BODT met medewerking van ARJAN ROZA LET OP: Deze presentatie is gebaseerd op de courante versie van de ontwerp-normen die worden besproken (oktober 2016).
STAND VAN ZAKEN 12 oktober 2016, Gorinchem HENK BODT met medewerking van ARJAN ROZA LET OP: Deze presentatie is gebaseerd op de courante versie van de ontwerp-normen die worden besproken (oktober 2016).
Indien een norm wordt genoemd, dient de vigerende versie te worden gebruikt.
 1 Algemeen Te raadplegen overige documenten: - Algemeen Reglement HVO voor opleidingen OH1.00, toezicht en examens voor de niveaus 1, 2, 3 en 4 - Bijlage 1 t/m 5; deze bijlagen beschrijven de proces specifieke
1 Algemeen Te raadplegen overige documenten: - Algemeen Reglement HVO voor opleidingen OH1.00, toezicht en examens voor de niveaus 1, 2, 3 en 4 - Bijlage 1 t/m 5; deze bijlagen beschrijven de proces specifieke
Arjan Roza - Arjan Roza Lastechniek BV 1
 . 27-10-17 Arjan Roza - Arjan Roza Lastechniek BV 1 Voorlichting over NEN-EN-ISO 15614-1: 2017 Door Arjan Roza www.rozalastechniek.nl Arjan@Rozalastechniek.nl 27-10-17 Arjan Roza - Arjan Roza Lastechniek
. 27-10-17 Arjan Roza - Arjan Roza Lastechniek BV 1 Voorlichting over NEN-EN-ISO 15614-1: 2017 Door Arjan Roza www.rozalastechniek.nl Arjan@Rozalastechniek.nl 27-10-17 Arjan Roza - Arjan Roza Lastechniek
Versie KVBG / /2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL
 Versie KVBG / 2000.22.01 10/2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL 1. INLEIDING Een lasprocedure geeft, binnen bepaalde grenzen, de werkwijze weer die men moet volgen om een lasverbinding tot
Versie KVBG / 2000.22.01 10/2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL 1. INLEIDING Een lasprocedure geeft, binnen bepaalde grenzen, de werkwijze weer die men moet volgen om een lasverbinding tot
Lastechnische Normen een update!
 Lastechnische Normen een update! Programma! Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090-2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe ISO 15614-1 ook volgend jaar?! De
Lastechnische Normen een update! Programma! Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090-2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe ISO 15614-1 ook volgend jaar?! De
In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V.
 In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V. TWQM Total Welding Quality Management (TWQM) maakt het mogelijk een toegevoegde waarde te geven aan aan onze producten en diensten. Kemppi
In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V. TWQM Total Welding Quality Management (TWQM) maakt het mogelijk een toegevoegde waarde te geven aan aan onze producten en diensten. Kemppi
STAND VAN ZAKEN 20 December 2016, LDR
 STAND VAN ZAKEN 20 December 2016, LDR HENK BODT met medewerking van ARJAN ROZA Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090 2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe
STAND VAN ZAKEN 20 December 2016, LDR HENK BODT met medewerking van ARJAN ROZA Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090 2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe
Geometrische afwijkingen - deel 2
 Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Fred Neessen. Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel?
 2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
Geometrische afwijkingen - deel 1
 Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Opleidingscatalogus: Lassen
 Opleidingscatalogus: Lassen t WEB Opleidingen, Adviezen & Subsidies Hoofdvestiging: Zeppelinstraat 7 7903 BR Hoogeveen Tel: 0528 280 888 Fax: 0528 280 889 foto's Harm Noor Presentaties Website: www.tweb.nl
Opleidingscatalogus: Lassen t WEB Opleidingen, Adviezen & Subsidies Hoofdvestiging: Zeppelinstraat 7 7903 BR Hoogeveen Tel: 0528 280 888 Fax: 0528 280 889 foto's Harm Noor Presentaties Website: www.tweb.nl
REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4.
 Pagina 1 van 6 REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en
Pagina 1 van 6 REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en
De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553.
 1. Normering. De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553. 2. Basisvorm van de aanduiding. Bestaande uit 2 delen: Pijl
1. Normering. De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553. 2. Basisvorm van de aanduiding. Bestaande uit 2 delen: Pijl
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen
 Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Normpakket: Lassen A-Z
 CEN ISO/TR 15608 Welding - Guidelines for a metallic materials grouping system /TR 15608:2013) CEN ISO/TR 20172 Lassen - Groepsindelingen voor materialen - Europese materialen /TR 20172:2009) CEN ISO/TR
CEN ISO/TR 15608 Welding - Guidelines for a metallic materials grouping system /TR 15608:2013) CEN ISO/TR 20172 Lassen - Groepsindelingen voor materialen - Europese materialen /TR 20172:2009) CEN ISO/TR
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen
 Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten. Lasproeven op dunne plaat
 Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
Het CMT-proces (Cold Metal Transfer)
") Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014. Leo Vermeulen (IWE) 21 maart Inhoud
 21 maart Inhoud") Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 21 maart 2017 1 Inhoud Lassymbolen Afmetingen van de lassen Afmetingen van de naadvoorbereidingen Alternatieve
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 21 maart 2017 1 Inhoud Lassymbolen Afmetingen van de lassen Afmetingen van de naadvoorbereidingen Alternatieve
Normen en waarden een driejaarlijkse LDR update!
 Normen en waarden een driejaarlijkse LDR update! Normen en Waarden in 2013 11 december 2013 EN 1090 Hoe staat het ermee? Nieuw: EN-ISO 9606-1:2013 Het kwalificeren van lassers Smeltlassen Deel 1: Staal.
Normen en waarden een driejaarlijkse LDR update! Normen en Waarden in 2013 11 december 2013 EN 1090 Hoe staat het ermee? Nieuw: EN-ISO 9606-1:2013 Het kwalificeren van lassers Smeltlassen Deel 1: Staal.
Theorie internationaal lasser
 Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Curriculum Vitae. Overige Hasan is een zeer ervaren zzp-er, die inzetbaar is als (gecertificeerd) Mig/Mag en BMBE lasser.
 Mig/Mag en BMBE lasser.") Curriculum Vitae Personalia Roepnaam : Hasan Plaats : ROTTERDAM Leeftijd : 52 jaar Vervoer : Auto Dossiernummer : 122304810 Overige Hasan is een zeer ervaren zzp-er, die inzetbaar is als (gecertificeerd)
Curriculum Vitae Personalia Roepnaam : Hasan Plaats : ROTTERDAM Leeftijd : 52 jaar Vervoer : Auto Dossiernummer : 122304810 Overige Hasan is een zeer ervaren zzp-er, die inzetbaar is als (gecertificeerd)
Kwaliteitsborging in Contractbeheersing 3 juli 2014
 Kwaliteitsborging in Contractbeheersing 3 juli 2014 Jakko de Jong Improving performance, reducing risk Aanleiding Geïntegreerde Contracten BNP Nederland voor 80% overheid gestuurd Economie moet meer door
Kwaliteitsborging in Contractbeheersing 3 juli 2014 Jakko de Jong Improving performance, reducing risk Aanleiding Geïntegreerde Contracten BNP Nederland voor 80% overheid gestuurd Economie moet meer door
Technische ondersteuning en advies op maat
 Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Normen voor het lassen van metalen
 Normen voor het lassen van metalen Normen voor het lassen van metalen NEN-BUNDEL 18 Koninklijk Nederlands Normalisatie-instituut, Delft, 2018 Colofon Samenstelling NEN Standards Vormgeving Kade 05, Eindhoven
Normen voor het lassen van metalen Normen voor het lassen van metalen NEN-BUNDEL 18 Koninklijk Nederlands Normalisatie-instituut, Delft, 2018 Colofon Samenstelling NEN Standards Vormgeving Kade 05, Eindhoven
BIJLAGE 2 BIJ EXAMENREGLEMENT VBT
 BIJLAGE 2 BIJ EXAMENREGLEMENT VBT EXAMENREGLEMENT LASSERSKWALIFICATIES ISO 9606-SERIE, ASME IX, AWS D.1.SERIE, ISO 14732 Document number: Valid for : Revision: Date: Page 1 of 7 Bijlage 2 Author: Reviewed
BIJLAGE 2 BIJ EXAMENREGLEMENT VBT EXAMENREGLEMENT LASSERSKWALIFICATIES ISO 9606-SERIE, ASME IX, AWS D.1.SERIE, ISO 14732 Document number: Valid for : Revision: Date: Page 1 of 7 Bijlage 2 Author: Reviewed
Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen
 Laskennis opgefrist (nr. 31) Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen Slakinsluitingen in lasverbindingen komen voornamelijk voor bij die lasprocessen waarbij op de één of andere
Laskennis opgefrist (nr. 31) Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen Slakinsluitingen in lasverbindingen komen voornamelijk voor bij die lasprocessen waarbij op de één of andere
COMPETENTIEPROFIEL VISUEEL LASINSPECTEUR VT-W NIVEAU 2 NEN-EN-ISO 9712
 COMPETENTIEPROFIEL VISUEEL LASINSPECTEUR VT-W NIVEAU 2 NEN-EN-ISO 9712 BEREIK: BEOORDELING VAN SMELTLAS VOLGENS NEN EN-ISO 5817 (STAAL, NIKKEL EN TITANIUM EN HUN LEGERINGEN) EN/OF BEOORDELING VAN SMELTLAS
COMPETENTIEPROFIEL VISUEEL LASINSPECTEUR VT-W NIVEAU 2 NEN-EN-ISO 9712 BEREIK: BEOORDELING VAN SMELTLAS VOLGENS NEN EN-ISO 5817 (STAAL, NIKKEL EN TITANIUM EN HUN LEGERINGEN) EN/OF BEOORDELING VAN SMELTLAS
INFOFICHES RVS [DEEL 4-2]
![INFOFICHES RVS [DEEL 4-2]](/thumbs/26/7809101.jpg "INFOFICHES RVS [DEEL 4-2]") ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
Lastechnische theorie trainingen
 Lastechnische theorie trainingen Algemene informatie Problemen kosten onnodig veel tijd en geld. Daarom bieden wij een pakket lastechnische trainingen aan. Deze trainingen dragen bij aan het verbeteren
Lastechnische theorie trainingen Algemene informatie Problemen kosten onnodig veel tijd en geld. Daarom bieden wij een pakket lastechnische trainingen aan. Deze trainingen dragen bij aan het verbeteren
Product/Gasvoerend lassen.
 Product/Gasvoerend lassen. Inleiding De wereld is een continu bedrijf, werken en leven gaat dag en nacht door, dus ook de levering van water, elektriciteit en gas. Om te zeker te stellen dat de levering
Product/Gasvoerend lassen. Inleiding De wereld is een continu bedrijf, werken en leven gaat dag en nacht door, dus ook de levering van water, elektriciteit en gas. Om te zeker te stellen dat de levering
NEDERLANDS INSTITUUT VOOR LASTECHNIEK
 NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
Cursus & Trainingsprogramma 2015
 Cursus & Trainingsprogramma 2015 Geachte relatie, Een gedegen productkennis is 80% van het verkopen. Daarom bieden wij u het nieuwe Cursus & Trainingsprogramma 2015 van Lincoln Smitweld B.V. met betrekking
Cursus & Trainingsprogramma 2015 Geachte relatie, Een gedegen productkennis is 80% van het verkopen. Daarom bieden wij u het nieuwe Cursus & Trainingsprogramma 2015 van Lincoln Smitweld B.V. met betrekking
11. Lastoevoegmateriaal
 Er zijn ontelbaar veel verschillende soorten lasdraden, elektrode en overig toevoegmateriaal. In dit productboek staan de meest voorkomende en gangbare artikelen opgenomen. Staat uw toevoegmateriaal er
Er zijn ontelbaar veel verschillende soorten lasdraden, elektrode en overig toevoegmateriaal. In dit productboek staan de meest voorkomende en gangbare artikelen opgenomen. Staat uw toevoegmateriaal er
Het geheim van het gebruik van de ASME IX
 Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl www.rozalastechniek.nl 06 53814406 1 R.B. Grover shoe factory 7:45 uur 1905 2 Maandag morgen. De
Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl www.rozalastechniek.nl 06 53814406 1 R.B. Grover shoe factory 7:45 uur 1905 2 Maandag morgen. De
CE-markering volgens EN 1090-1 en de gevolgen voor het lassen
 CE-markering volgens EN 1090-1 en de gevolgen voor het lassen Bert van Beek 1 Waar hebben we het over? markering van staalconstructies 2 1 3 Waar komt het vandaan? Richtlijn bouwproducten CPD (Construction
CE-markering volgens EN 1090-1 en de gevolgen voor het lassen Bert van Beek 1 Waar hebben we het over? markering van staalconstructies 2 1 3 Waar komt het vandaan? Richtlijn bouwproducten CPD (Construction
LIJ08: overzichtlijst EN1090 documenten
 FPC 1 B Kwaliteitshandboek & documenten: Conform EN100-2 (EXC2) en EN ISO 3834-3" Fabriekbeheersingsysteem (FPC) - KwaliteitsHandBoek (KHB) 1 PRO 1 B Taken en verantwoordelijkheden lascoördinator Procedures
FPC 1 B Kwaliteitshandboek & documenten: Conform EN100-2 (EXC2) en EN ISO 3834-3" Fabriekbeheersingsysteem (FPC) - KwaliteitsHandBoek (KHB) 1 PRO 1 B Taken en verantwoordelijkheden lascoördinator Procedures
ecn.nl ECN-L
 Schadegevallen aan gelaste constructies in relatie tot functionaliteit en toepassing van codes BIL-NIL Lassymposium 29-30 nov 2017 Inhoud Wat weet u na deze presentatie? Falen als gevolg van niet optimale
Schadegevallen aan gelaste constructies in relatie tot functionaliteit en toepassing van codes BIL-NIL Lassymposium 29-30 nov 2017 Inhoud Wat weet u na deze presentatie? Falen als gevolg van niet optimale
INHOUDSOPGAVE. Doel van het boek 4. Stap 1: Veiligheid 6. Stap 2: Wat is MIG/MAG lassen? 10
 INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
Lassen op gasvoerende leidingen
 Lassen op gasvoerende leidingen Het lassen van leidingen onder druk leidingen" 20-11-2014 1 Lassen op gasvoerende leidingen in perspectief Lassen op gasvoerende leidingen Lassen op mediumvoerende leidingen
Lassen op gasvoerende leidingen Het lassen van leidingen onder druk leidingen" 20-11-2014 1 Lassen op gasvoerende leidingen in perspectief Lassen op gasvoerende leidingen Lassen op mediumvoerende leidingen
Laskwaliteit in de koudetechniek
 E - LASKWALITEIT IN DE KOUDETECHNIEK Laskwaliteit in de koudetechniek Laskwaliteit Algemeen In de koudetechniek wordt naast het solderen de lastechniek toegepast voor het vervaardigen van leidingen in
E - LASKWALITEIT IN DE KOUDETECHNIEK Laskwaliteit in de koudetechniek Laskwaliteit Algemeen In de koudetechniek wordt naast het solderen de lastechniek toegepast voor het vervaardigen van leidingen in
Ontwikkelingen. Lastechnieken en voorschriften. Leo Vermeulen (iwe) Lastechnische consultant. Nederlands Instituut voor Lastechniek
 Lastechnische consultant. Nederlands Instituut voor Lastechniek") Ontwikkelingen Lastechnieken en voorschriften Leo Vermeulen (iwe) Lastechnische consultant Nederlands Instituut voor Lastechniek Collectieve belangen behartigt van bedrijven, instellingen en personen die
Ontwikkelingen Lastechnieken en voorschriften Leo Vermeulen (iwe) Lastechnische consultant Nederlands Instituut voor Lastechniek Collectieve belangen behartigt van bedrijven, instellingen en personen die
Brabant last iedereen wint praktijk Pagina 1
 1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
Het geheim van het gebruik van de ASME IX
 Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl Voor een ASME IX training in Nederland zie de laatste sheets. Arjan Roza 16 09 2014 1 R.B. Grover
Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl Voor een ASME IX training in Nederland zie de laatste sheets. Arjan Roza 16 09 2014 1 R.B. Grover
Toetsen van Asset Management tegen ISO 55001
 Toetsen van Asset Management tegen ISO 55001 KIVI Bijeenkomst Alex Roovers 14 mei 2014 Working together for a safer world Inhoud presentatie Asset Management en basis principes Toets ervaringen Asset Management;
Toetsen van Asset Management tegen ISO 55001 KIVI Bijeenkomst Alex Roovers 14 mei 2014 Working together for a safer world Inhoud presentatie Asset Management en basis principes Toets ervaringen Asset Management;
Curriculum Vitae. Personalia Roepnaam : Arif Plaats : ROTTERDAM Leeftijd : 50 jaar Vervoer : Auto Dossiernummer :
 Curriculum Vitae Personalia Roepnaam : Arif Plaats : ROTTERDAM Leeftijd : 50 jaar Vervoer : Auto Dossiernummer : 132916101 Overige Arif is een zeer ervaren en vriendelijke zzp-er, die inzetbaar is als
Curriculum Vitae Personalia Roepnaam : Arif Plaats : ROTTERDAM Leeftijd : 50 jaar Vervoer : Auto Dossiernummer : 132916101 Overige Arif is een zeer ervaren en vriendelijke zzp-er, die inzetbaar is als
OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE
 OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PIJPLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De
OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PIJPLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De
Certificaat van Goedkeuring
 Certificaat van Goedkeuring Hiermede wordt verklaard dat het managementsysteem van: Broad Horizon Cloud B.V. Keienbergweg 100, 1101 GH Amsterdam, Nederland door LRQA is goedgekeurd voor de volgende norm(en):
Certificaat van Goedkeuring Hiermede wordt verklaard dat het managementsysteem van: Broad Horizon Cloud B.V. Keienbergweg 100, 1101 GH Amsterdam, Nederland door LRQA is goedgekeurd voor de volgende norm(en):
EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies
 Voor staal-en werktuigbouwkundige constructies pagina: 1 van 13 EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies Document: NBD 07005 Uitgave: 25-05-2005 * Afd./opsteller * toetser * vastgesteld
Voor staal-en werktuigbouwkundige constructies pagina: 1 van 13 EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies Document: NBD 07005 Uitgave: 25-05-2005 * Afd./opsteller * toetser * vastgesteld
StudieGids 2015/2016
 Omdat verbinden kennis vereist StudieGids 2015/2016 Lastechnische opleidingen Booglassen met NIL-einddiploma Certificeren van lassers Lastechnische trainingen op maat Opleiding lascoördinator S2C is onderdeel
Omdat verbinden kennis vereist StudieGids 2015/2016 Lastechnische opleidingen Booglassen met NIL-einddiploma Certificeren van lassers Lastechnische trainingen op maat Opleiding lascoördinator S2C is onderdeel
SLEEN HOOGEVEEN APPINGEDAM
 SLEEN HOOGEVEEN APPINGEDAM 1961 2011 KAMPHUIS 50 jaar een begrip in LASTECHNIEK Verlenging en bewaking van lasserskwalificaties en persoonsdocumenten online K-LAS database De geldigheid van een lasserkwalificatie
SLEEN HOOGEVEEN APPINGEDAM 1961 2011 KAMPHUIS 50 jaar een begrip in LASTECHNIEK Verlenging en bewaking van lasserskwalificaties en persoonsdocumenten online K-LAS database De geldigheid van een lasserkwalificatie
1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties.
 Blad : 1 van 7 TOEPASSINGSGEBIED: Enexis 1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties. 2 TECHNISCHE AFBAKENING Deze instructie is van toepassing
Blad : 1 van 7 TOEPASSINGSGEBIED: Enexis 1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties. 2 TECHNISCHE AFBAKENING Deze instructie is van toepassing
Techniek. Avondopleidingen Techniek cursussen. www.rocrivor.nl
 Avondopleidingen Techniek cursussen Lassen ROC Rivor biedt meer dan 20 lascursussen op verschillende niveaus aan. Alle lascursussen voldoen aan de voorwaarden die het Nederlands Instituut Lastechniek hieraan
Avondopleidingen Techniek cursussen Lassen ROC Rivor biedt meer dan 20 lascursussen op verschillende niveaus aan. Alle lascursussen voldoen aan de voorwaarden die het Nederlands Instituut Lastechniek hieraan
BEDRIJFSSCAN EN 1090 & EN-ISO 3834 BEDRIJFSNAAM DATUM
 BEDRIJFSSCAN EN 1090 & EN-ISO 3834 DATUM BEDRIJFSNAAM RAPPORT OPGESTELD DOOR: ELEKTROLAS LASTECHNIEK B.V. GOMPENSTRAAT 9 5145 RM WAALWIJK +31 (0)416336777 CONTACTPERSOON: JOOST VAN DEN HOOVEN RUUD SCHIPPER
BEDRIJFSSCAN EN 1090 & EN-ISO 3834 DATUM BEDRIJFSNAAM RAPPORT OPGESTELD DOOR: ELEKTROLAS LASTECHNIEK B.V. GOMPENSTRAAT 9 5145 RM WAALWIJK +31 (0)416336777 CONTACTPERSOON: JOOST VAN DEN HOOVEN RUUD SCHIPPER
WELKOM. Sjaak de Koning DGA Revicon BV, Woerden
 WELKOM Sjaak de Koning DGA Revicon BV, Woerden BE- EN VERWERKEN VAN HOOGWAARDIG RVS AGENDA Introductie Revicon Verwerken van AISI 304 & AISI 316 Duplex / Super Duplex Hoog nikkel legeringen REVICON B.V.
WELKOM Sjaak de Koning DGA Revicon BV, Woerden BE- EN VERWERKEN VAN HOOGWAARDIG RVS AGENDA Introductie Revicon Verwerken van AISI 304 & AISI 316 Duplex / Super Duplex Hoog nikkel legeringen REVICON B.V.
BEDRIJFSSCAN EN 1090 & EN-ISO 3834
 BEDRIJFSSCAN EN 1090 & EN-ISO 3834 Logo bedrijf DATUM BEDRIJFSNAAM RAPPORT OPGESTELD DOOR: ELEKTROLAS LASTECHNIEK B.V. GOMPENSTRAAT 9 5145 RM WAALWIJK +31 (0)416336777 CONTACTPERSOON: BEDRIJFSGEGEVENS
BEDRIJFSSCAN EN 1090 & EN-ISO 3834 Logo bedrijf DATUM BEDRIJFSNAAM RAPPORT OPGESTELD DOOR: ELEKTROLAS LASTECHNIEK B.V. GOMPENSTRAAT 9 5145 RM WAALWIJK +31 (0)416336777 CONTACTPERSOON: BEDRIJFSGEGEVENS
Geheimen en regelgeving rondom visuele inspectie
 Geheimen en regelgeving rondom visuele inspectie Inhoud Introductie EQIN Lasonvolkomenheden (indeling) Visuele inspectie, normen en acceptatiecriteria Specificaties Inspectieopleidingen Introductie, hoe
Geheimen en regelgeving rondom visuele inspectie Inhoud Introductie EQIN Lasonvolkomenheden (indeling) Visuele inspectie, normen en acceptatiecriteria Specificaties Inspectieopleidingen Introductie, hoe
Inhoud modules Lasser. BMBE-lasser
 Inhoud modules Lasser BMBE-lasser Basis elektriciteit doelstelling primeert. Deze module brengt vaardigheden aan welke noodzakelijk zijn in meerdere opleidingen. De inhoud van de module beoogt het realiseren
Inhoud modules Lasser BMBE-lasser Basis elektriciteit doelstelling primeert. Deze module brengt vaardigheden aan welke noodzakelijk zijn in meerdere opleidingen. De inhoud van de module beoogt het realiseren
EWF Guide to deal with the transition from EN 287-1 to EN ISO 9606-1 as efficiently as possible
 EWF Guide to deal with the transition from EN 287-1 to EN ISO 9606-1 as efficiently as possible EWF-654-13 EWF Guide to deal with Transition from EN 287-1 to EN-ISO 9606-1 as efficiently as possible Published
EWF Guide to deal with the transition from EN 287-1 to EN ISO 9606-1 as efficiently as possible EWF-654-13 EWF Guide to deal with Transition from EN 287-1 to EN-ISO 9606-1 as efficiently as possible Published
Zin én Onzin over Laskostenbeheersing
 Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
Gezondheid, veiligheid en het voorkomen van ongevallen -
 Laskennis opgefrist (nr. 47) Gezondheid, veiligheid en het voorkomen van ongevallen - gezondheidsrisico's ten gevolge van rook en gassen gedurende het lassen De hoeveelheid en de samenstelling van de lasrook
Laskennis opgefrist (nr. 47) Gezondheid, veiligheid en het voorkomen van ongevallen - gezondheidsrisico's ten gevolge van rook en gassen gedurende het lassen De hoeveelheid en de samenstelling van de lasrook
De toepassing van de EN in het lasbedrijf. Ing. Raymond van Mosel, IWE
 De toepassing van de EN 15085 in het lasbedrijf Ing. Raymond van Mosel, IWE Opbouw activiteiten Weld Group Holland Holding Weld Group Holland B.V. WELD CERT B.V. 2016 RvM Weld Consultancy B.V. 2011 Activiteiten
De toepassing van de EN 15085 in het lasbedrijf Ing. Raymond van Mosel, IWE Opbouw activiteiten Weld Group Holland Holding Weld Group Holland B.V. WELD CERT B.V. 2016 RvM Weld Consultancy B.V. 2011 Activiteiten
TARIEVEN RWC B & S OPLEIDING
 Lascoördinator hoe en wat Doordat wij tientallen bedrijven intensief hebben begeleid bij het behalen van een bedrijfscertificaat ISO-3834 en EN-1090, signaleerden wij al in een vroeg stadium een tekort
Lascoördinator hoe en wat Doordat wij tientallen bedrijven intensief hebben begeleid bij het behalen van een bedrijfscertificaat ISO-3834 en EN-1090, signaleerden wij al in een vroeg stadium een tekort
Toelichting bij : ISO14341 voor massieve draad ISO voor vuldraden. Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL
 Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
Ir. Roger Creten, EWE. gastdocent Lessius Mechelen. Lastek LGRN Puls MIG 1
 Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Kemppi Benelux B.V Johan van Lenten
 Productiviteit & kwaliteit Kemppi Benelux B.V. 2017 Johan van Lenten Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipes Hoger procesrendement & lager afkeurpercentage Wij
Productiviteit & kwaliteit Kemppi Benelux B.V. 2017 Johan van Lenten Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipes Hoger procesrendement & lager afkeurpercentage Wij
$!&! ! " # $%! & % ' ( ) " &$ * ' # + *,% # * - #. (. + # / 0,$# (' + # ,$# &1 # 2 ,$# # 3)2 2 4 5 2 % "5 + # ) 6 & & % 7.. # + &% # 8 9 6 9 :
 &$ * ' # + *,% # * - #. (. + # / 0,$# (' + # ,$# &1 # 2 ,$# # 3)2 2 4 5 2 % 5 + # ) 6 & & % 7.. # + &% # 8 9 6 9 :") !!" !&!! "! & ' ( ) " & * ' + *,, * -. (. + / 0, (' +,, &1 2,, 3)2 2 4 5 2 "5 + ) 6 & & 7.. + & 8 9 6 9 : 8 ' 0" + - 1 ) & 5 + ; & +< = ) 5" + - >!, / 8 55 + ; ; 2 * & ( / 7' " ; '. '0 + / ; *? 5 * * *
!!" !&!! "! & ' ( ) " & * ' + *,, * -. (. + / 0, (' +,, &1 2,, 3)2 2 4 5 2 "5 + ) 6 & & 7.. + & 8 9 6 9 : 8 ' 0" + - 1 ) & 5 + ; & +< = ) 5" + - >!, / 8 55 + ; ; 2 * & ( / 7' " ; '. '0 + / ; *? 5 * * *
AIR LIQUIDE Welding Plasma lassen
 AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
Brabant last iedereen wint- juni 2009 praktijk Pagina 1
 1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
Curriculum Vitae. Overige Hakan is een zeer ervaren lasser, die inzetbaar is als (gecertificeerd) Mig/Mag (staal) en BMBE (staal) lasser.
 Mig/Mag (staal) en BMBE (staal) lasser.") Curriculum Vitae Personalia Roepnaam : Hakan Plaats : ROTTERDAM Leeftijd : 38 jaar Vervoer : Auto Dossiernummer : 133327073 Overige Hakan is een zeer ervaren lasser, die inzetbaar is als (gecertificeerd)
Curriculum Vitae Personalia Roepnaam : Hakan Plaats : ROTTERDAM Leeftijd : 38 jaar Vervoer : Auto Dossiernummer : 133327073 Overige Hakan is een zeer ervaren lasser, die inzetbaar is als (gecertificeerd)
Het geheim van het gebruik van de ASME IX
 Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl Arjan Roza 11 03 2013 1 R.B. Grover shoe factory 7:45 uur 1905 Arjan Roza 11 03 2013 2 Maandag morgen.
Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl Arjan Roza 11 03 2013 1 R.B. Grover shoe factory 7:45 uur 1905 Arjan Roza 11 03 2013 2 Maandag morgen.
CPR 305/2011/EC + EN 1090-1 2/3
 CPR 305/2011/EC + EN 1090-1 2/3 Roy van de Schoor (IWE) Lead Specialist Welding Lloyd s Register Energy Working together for a safer world New Approach Directives (CE marking) DIRECTIVE Reference 1. Low
CPR 305/2011/EC + EN 1090-1 2/3 Roy van de Schoor (IWE) Lead Specialist Welding Lloyd s Register Energy Working together for a safer world New Approach Directives (CE marking) DIRECTIVE Reference 1. Low
Nederlands voorwoord. van een standaardlasmethode voor het booglassen EN NEN-EN Het beschrijven en kwalificeren van lasprocedures voor
 Nederlandse NEN-EN 288-1 Het beschrijven en kwalificeren van lasprocedures voor metallische materialen Deel 1: Algemene regels voor smeltlassen Specification and approval of welding procedures for metallic
Nederlandse NEN-EN 288-1 Het beschrijven en kwalificeren van lasprocedures voor metallische materialen Deel 1: Algemene regels voor smeltlassen Specification and approval of welding procedures for metallic
TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]
![TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]](/thumbs/32/15554649.jpg "TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]") TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
Lasmechanisatie. complex of toch nog eenvoudig
 Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
Relatieve Temperatuur ( C) vochtigheid (%) Altijd vorstvrij! 18-23 Max. 60
 vochtigheid (%) Altijd vorstvrij! 18-23 Max. 60") rev 6 Algemeen Algemeen geldt dat een te hoog vochtgehalte in flux cq. bekleding van lastoevoegmaterialen kan resulteren in: overmatig spatgedrag porositeit in neergesmolten lasmetaal slechte slaklossing
rev 6 Algemeen Algemeen geldt dat een te hoog vochtgehalte in flux cq. bekleding van lastoevoegmaterialen kan resulteren in: overmatig spatgedrag porositeit in neergesmolten lasmetaal slechte slaklossing
Curriculum Vitae. Bent u op zoek naar een vakbekwame en gedreven kandidaat zoals Alex? Neem dan direct contact met ons op.
 Curriculum Vitae Personalia Roepnaam : Alex Plaats : DORDRECHT Leeftijd : 64 jaar Vervoer : Auto Dossiernummer : 90255276 Overige Alex is een zeer ervaren kandidaat, die op zoek is naar nieuw werk. Alex
Curriculum Vitae Personalia Roepnaam : Alex Plaats : DORDRECHT Leeftijd : 64 jaar Vervoer : Auto Dossiernummer : 90255276 Overige Alex is een zeer ervaren kandidaat, die op zoek is naar nieuw werk. Alex
Marchel Kaspers. Lastechnisch adviseur
 Marchel Kaspers Lastechnisch adviseur 1 Onafhankelijke stichting; Opgericht in 1934 (78 jaar!); Behartiging van collectieve belangen van Nederlandse bedrijven, instellingen en personen, werkzaam op het
Marchel Kaspers Lastechnisch adviseur 1 Onafhankelijke stichting; Opgericht in 1934 (78 jaar!); Behartiging van collectieve belangen van Nederlandse bedrijven, instellingen en personen, werkzaam op het
Maximale productiviteit
 Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid
 ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid Het ultieme hoge-productiviteits proces. STRENGTH THROUGH COOPERATION ESAB Swift Arc Transfer (SAT TM ) ESAB Swift Arc Transfer (SAT
ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid Het ultieme hoge-productiviteits proces. STRENGTH THROUGH COOPERATION ESAB Swift Arc Transfer (SAT TM ) ESAB Swift Arc Transfer (SAT
'Brabant Last, iedereen wint'
 'Brabant Last, iedereen wint' 2013-2014 Voor de derde keer organiseren we een ongewone laswedstrijd Brabant last, iedereen wint, waarbij elke leerling uit het 5 de, 6 de en 7 de TSO/BSO en de 5 de leerjaren
'Brabant Last, iedereen wint' 2013-2014 Voor de derde keer organiseren we een ongewone laswedstrijd Brabant last, iedereen wint, waarbij elke leerling uit het 5 de, 6 de en 7 de TSO/BSO en de 5 de leerjaren
MIG/MAG-lassen met massieve draad
 Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
De nieuwe "CE - EN1090" markering. voor stalen en aluminium constructies in de bouw. EN 1090 hoofdzaken. Wat moet CE gemarkeerd worden?
 Nederlands Instituut voor Lastechniek De nieuwe "CE - EN1090" markering voor stalen en aluminium constructies in de bouw Marchel Kaspers Lastechnisch adviseur EN 1090 hoofdzaken Wat moet CE gemarkeerd
Nederlands Instituut voor Lastechniek De nieuwe "CE - EN1090" markering voor stalen en aluminium constructies in de bouw Marchel Kaspers Lastechnisch adviseur EN 1090 hoofdzaken Wat moet CE gemarkeerd
Herman Pieper. CSWIP / IWT / IWI-C CSWIP QC Coordinator. Tel: /
 Herman Pieper CSWIP 3.1 + 3.2.2 / IWT / IWI-C CSWIP QC Coordinator Tel: 06-51691215 / e-mail: info@pieper-qsi.nl EN 1090 een serie geharmoniseerde normen Hoe wordt hier in de praktijk mee omgegaan en wat
Herman Pieper CSWIP 3.1 + 3.2.2 / IWT / IWI-C CSWIP QC Coordinator Tel: 06-51691215 / e-mail: info@pieper-qsi.nl EN 1090 een serie geharmoniseerde normen Hoe wordt hier in de praktijk mee omgegaan en wat
Defecten en onvolkomenheden in lasverbindingen: stolscheuren
 Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat