Ontwikkelingen op het. gebied van NEN-EN-ISO Marchel Kaspers
|
|
|
- Joachim Goossens
- 8 jaren geleden
- Aantal bezoeken:
Transcriptie
1 Ontwikkelingen op het gebied van NEN-EN-ISO Marchel Kaspers 1 Het NIL heeft zitting in de NEN normcommissie (Lassen). 2 Versie 1.3 1
.")
2 ISO De nieuwe ISO werd gezamenlijk door CEN en ISO ontwikkeld onder het akkoord van Wenen. Het doel was om na goedkeuring een NEN-EN-ISO te bekomen. Na 2 draft versies van de DIS de norm werd afgekeurd met maar liefst 54 blz. aan commentaar. 3 NEN-EN-ISO Status: Ingetrokken NEN-EN 287-1:2011en ingetrokken norm sinds Vervangen door: NEN-EN-ISO : 2013 en Elke lidstaat heeft de vrijheid om parallel met, de EN nog verder te laten bestaan tot uiterlijk oktober Versie 1.3 2

3 Is EN-ISO te gebruiken onder PED Tot nu toe is het nog niet mogelijk om NEN-EN-ISO te gebruiken onder PED ondanks het feit dat deze standaard een ANNEX ZA heeft. De PED commissie heeft de ISO nog steeds geblokkeerd voor de toepassing onder PED (Pressure Equipment Directive) De PED richtlijn is van toepassing op het ontwerp, de fabricage en de overeenstemmingsbeoordeling van drukapparatuur en samenstellen waarvan de maximaal toelaatbare druk meer dan 0,5 bar bedraagt. 5 De PED richtlijn De PED(Pressure Equipment Directive) richtlijn Te denken valt aan: Drukapparatuur zoals drukvaten, leidingen, Installatieleidingen en onderdelen van leidingenstelsels zoals slangen, fittingen, buizen, expansieverbindingen, pijpen e.d.. Samenstellingen van verschillende drukapparaten die een fabrikant integreert tot een functioneel geheel. 6 Versie 1.3 3
 richtlijn Te denken valt aan: Drukapparatuur zoals drukvaten, leidingen, Installatieleidingen en onderdelen van leidingenstelsels zoals")
4 Is NEN-EN-ISO te gebruiken onder PED Hij wordt geblokkeerd op hoofdstuk 9.3 optie C en dat is de twee verlengingen van het lassers certificaat. Hoofdstuk 9.3 optie C De kwalificaties van een lasser voor een certificaat is geldig zolang deze wordt bevestigd volgens 9.2 en mits aan de volgende voorwaarden is voldaan: de lasser werkt voor dezelfde fabrikant bij wie hij of zij zijn kwalificatie behaalde, en die verantwoordelijk is voor de vervaardiging van het product; 7 Is EN ISO te gebruiken onder PED Hoofdstuk 9.3 optie C Het kwaliteitsprogramma van de fabrikant is geverifieerd in overeenstemming met ISO of ISO ; de fabrikant heeft aangetoond dat de lasser lassen van aanvaardbare kwaliteit heeft geproduceerd op basis van toepassingsnormen, de onderzochte lassen moeten de volgende condities bevestigen : laspositie(s ), las-type (FW, BW), lassen met smeltbadondersteuning ( mb ) of zonder ( nb ). 8 Versie 1.3 4

5 Lasserskwalificatie certificaat (LK) Lasserskwalificatie certificaat Met dit document wordt aangetoond dat een lasser voldoende vaardigheid (en kennis) bezit om volgens een bepaalde lasmethodebeschrijving (WPS) te lassen. Zodanig dat zowel aan de eisen van de vereiste kwaliteit, als aan de betreffende specificaties wordt voldaan. Het certificaat! Garandeert het ACTUELE kunnen! 9 Lasserskwalificatie Bij een lasserskwalificatie gaat het om de handvaardigheid van de lasser en niet om de mechanische eigenschappen van het verbinding. Bij uitvoer van de lasserskwalificatie en lasmethodekwalificatie is er een aantal variabelen (afhankelijk toegepaste norm/code) die van belang zijn. 10 Versie 1.3 5

6 Verschil in essentiële variabelen EN 287-1:2011 Lasproces Productvorm (P/T) Type verbinding (BW/FW) Materiaalgroep Lastoevoegmateriaal Afmetingen Laspositie Lasdetail NEN-EN-ISO :2013 Lasproces Productvorm (P/T) Type verbinding (BW/FW) Toevoegmateriaalgroep Lastoevoegmateriaal Afmetingen (t / D) Laspositie Lasdetail 11 NEN-EN-ISO :2013 NEN-EN-ISO :2013 en Kwalificatie van lassers Smeltlassen - Deel 1: Staalsoorten 12 Versie 1.3 6

7 13 Niet essentiële variabelen N Niet-essentiële variabelen moeten op de lasserskwalificatie certificaat worden aangegeven maar hebben geen geldigheidsgebied. 14 Versie 1.3 7

8 niet-essentiële variabelen De niet essentiële variabelen staan hieronder weergegeven: Type beschermgas; Lastoevoegmateriaal classificatie; Basismateriaal subgroep (NPR-CEN/TR 15608); a-hoogte; Aantal lagen bij een stompe lasnaad (BW); Stroomsoort en polariteit. De niet-essentiële variabelen moeten op het certificaat worden vermeld! 15 Essentiële variabelen De essentiele variabelen hebben bepalen het geldigheidsgebied van de lasserskwalificatie certificaat! Essentiële zijn variabelen zijn: Lasprocessen: zie 4.2, 5.2, EN-ISO 4063, Het soort product: plaat (P), pijp (T), zie en 5.3, Soort las: stompe las (BW), hoeklas (FW), zie 5.4, Lastoevoegmateriaalgroep of basismateriaalgroep (autogeen lassen): zie 5.5, Lastoevoegmateriaal: zie 5.6, Afmetingen van het proefstuk: neergesmolten dikte, s, of materiaaldikte, t, en buitendiameter van de pijp, D, zie 5.7, Lasposities: zie ook 5.8 en EN-ISO 6947, Lasdetails: zie Versie 1.3 8
, pijp (T), zie 4.3.1 en 5.3, Soort las: stompe las (BW), hoeklas (FW), zie 5.4, Lastoevoegmateriaalgroep of basismateriaalgroep (autogeen lassen): zie 5.")
9 17 18 Versie 1.3 9
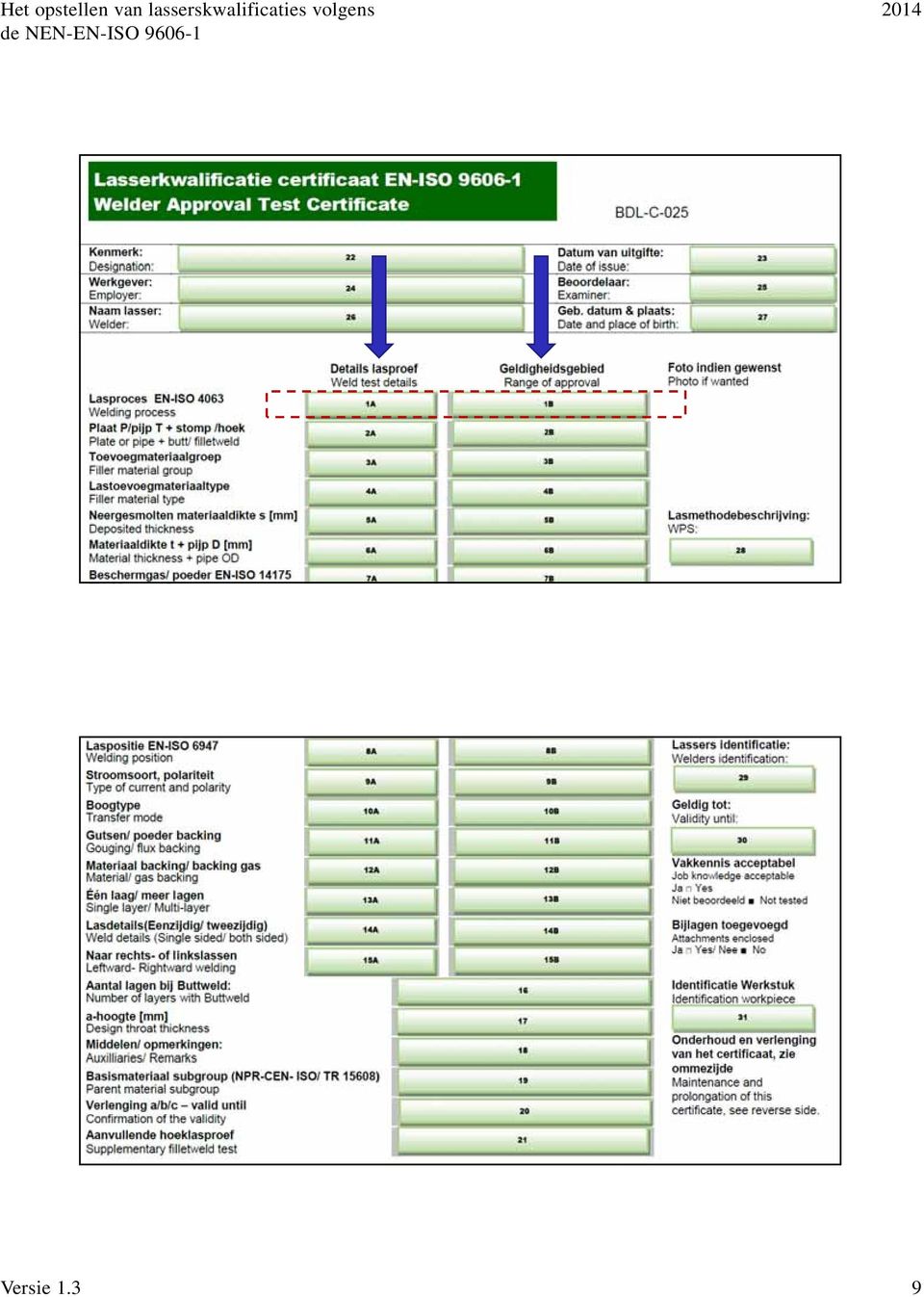
10 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Toevoegmateriaalgroep 4A. Neergesmolten materiaaldikte s [mm] 5A. Materiaaldikte t + pijp D [mm] 6A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 9A. Gutsen/ poeder backing 10A. Materiaal backing/ backing gas 11A. Één laag/ meer lagen 12A. Lasdetails(Eenzijdig/ tweezijdig) 13A. Naar rechts- of linkslassen 1A 19 De gangbare hoofdgroepen van de lasprocessen volgens NEN-EN-ISO A 20 Versie
 13A.")
11 Lasprocessen volgens NEN-EN-ISO 4063 Lasprocessen volgens NEN-EN-ISO Booglassen 101 Metaalbooglassen 11 Booglassen zonder gasbescherming 111 Booglassen met beklede elektroden 112 Zwaartekrachtlassen met beklede elektroden 114 Booglassen met poedergevulde draad (gasloze draad) 1A 21 Lasprocessen volgens NEN-EN-ISO 4063 Lasproces: Booglassen met beklede elektrode. 1A 22 Versie

12 Lasprocessen volgens NEN-EN-ISO 4063 Lasprocessen volgens NEN-EN-ISO Gasbooglassen met afsmeltende elektrode 131 MIG-lassen met massieve draad onder bescherming van een inert gas 132 MIG-lassen met poeder gevulde draad 133 MIG-lassen met metaal gevulde draad 135 MAG-lassen met massieve draad 136 MAG-lassen gevulde draad 138 MAG-lassen met metaalpoeder gevulde draad onder bescherming van een actief gas 1A 23 Lasprocessen volgens NEN-EN-ISO 4063 Lasproces: Gasbooglassen met een massieve draad onder bescherming van een inert beschermgas. 1A 24 Versie

13 Lasprocessen volgens NEN-EN-ISO 4063 Lasproces :135 - Gasbooglassen met een massieve draad onder bescherming van een actief beschermgas. Lasproces: Gasbooglassen met een gevulde draad onder bescherming van een actief beschermgas. 1A 25 Lasprocessen volgens EN-ISO 4063 Lasprocesen volgens NEN-EN-ISO Gasbooglassen met niet-afsmeltende elektrode 141 TIG-lassen met massieve draad 142 TIG-lassen zonder toevoeging van materiaal 143 TIG-lassen met gevulde draad 145 TIG-lassen met massieve draad in een reducerend beschermgas 146 TIG-lassen met gevulde draad in een reducerend beschermgas 147 TIG-lassen met een wolfraam-elektrode onder bescherming van een actief gas (TAG) 1A 26 Versie

14 Lasprocessen volgens NEN-EN-ISO 4063 Lasproces: 141 TIG-lassen Booglassen met niet-afsmeltende wolfram elektrode. Onder bescherming van een inert gas. 1A 27 Lasprocessen volgens NEN-EN-ISO 4063 Lasproces :142 - TIG-lassen (lassen met wolfraamelektrode onder bescherming van een inert gas) zonder lastoevoeg materiaal. 1A NEN-EN-ISO 14732: Laspersoneel - Het kwalificeren van bedieners en instellers voor geheel gemechaniseerd en automatisch lassen van metallische materialen 28 Versie
 zonder lastoevoeg materiaal.")
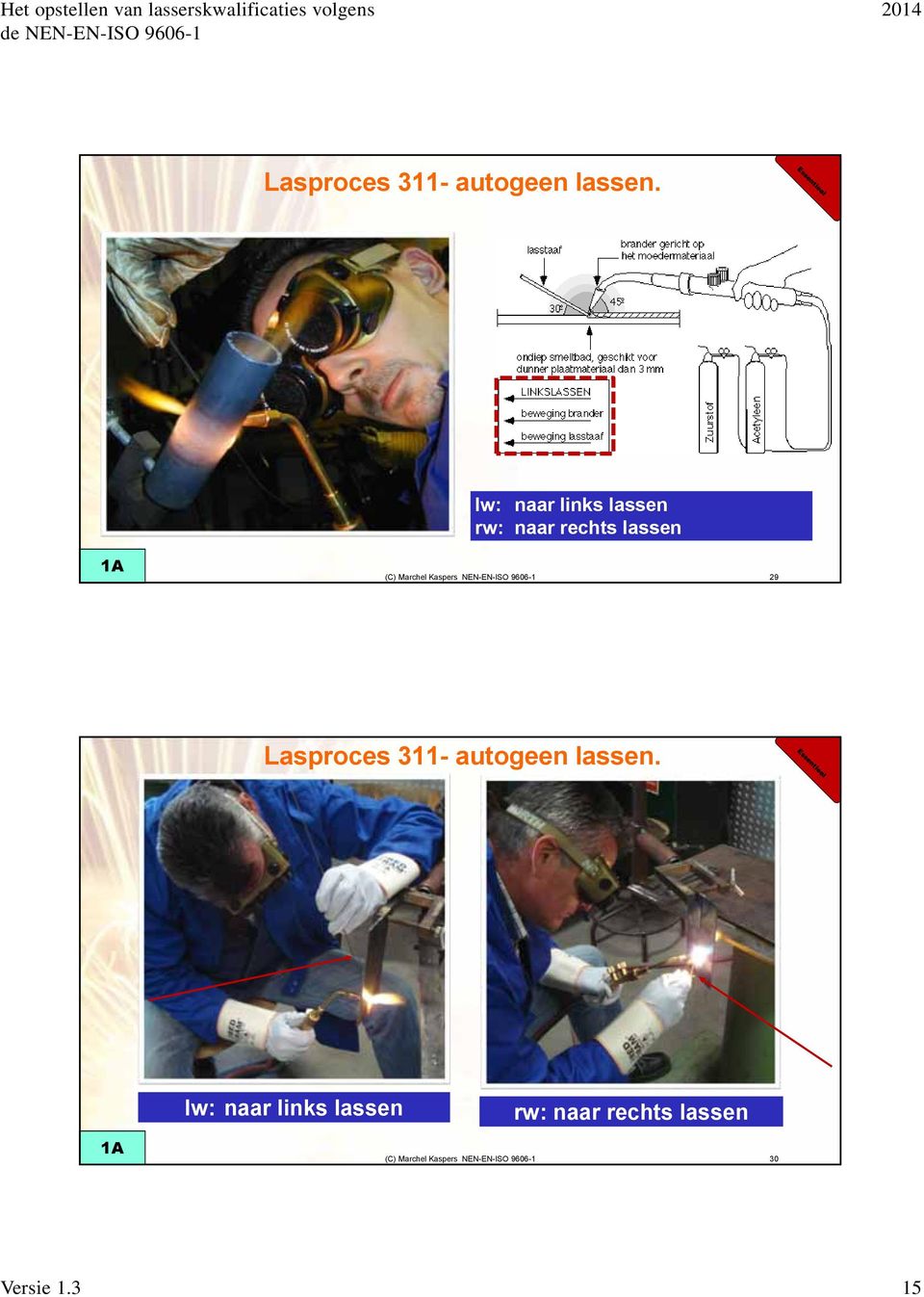
15 Lasproces 311- autogeen lassen. lw: naar links lassen rw: naar rechts lassen 1A 29 Lasproces 311- autogeen lassen. lw: naar links lassen rw: naar rechts lassen 1A 30 Versie
16 Geldigheidsgebieden lasprocessen Elke kwalificatieproef kwalificeert gewoonlijk slechts één lasproces. Een wijziging van lasproces vereist een nieuwe kwalificatieproef. 1B 31 Geldigheidsgebieden lasprocessen Het is echter toegelaten om een lasser te kwalificeren voor twee of meer lasprocessen door het lassen van een enkel proefstuk (verbinding met meervoudig proces) of door twee of meer afzonderlijke kwalificatieproeven. Lasproces: 141 De geldigheidsgebieden van de neergesmolten dikte (s) voor elk toegepast lasproces en voor stompe verbindingen met meervoudig processen zijn van toepassing. 1B Lasproces: 141, Versie
 of door twee of meer afzonderlijke kwalificatieproeven.")
17 Geldigheidsgebieden lasprocessen 135, 138 wijziging van een massieve draad elektrode 135 naar een metaal gevulde draad elektrode 138 of omgekeerd, vereist geen nieuwe kwalificatieproef. MAG-lassen gasbooglassen met afsmeltende draadelektrode onder actieve gasbescherming Geldigheidsgebied lasprocessen: Proefplaat gelast met: 135 Geldigheidsgebied: 135, 138 Lasproces: 135: Booglassen onder bescherming van een actief gas Lasproces:138: MAG-lassen met metaal gevulde draadelektrode 1B 33 Geldigheidsgebieden lasproces 136 Geldigheidsgebied lasprocessen: Proefplaat gelast met: 136 Geldigheidsgebied: = MAG-lassen met gevulde draadelektrode 1B 34 Versie

18 Geldigheidsgebieden lasprocessen 141, 142 Geldigheidsgebieden lasprocessen: Lasproces: 141 kwalificeert : 141, 142, 143 en 145 Let op: Lasproces: 142 kwalificeert alleen 142 Lasproces 141: TIG-lassen met massief lastoevoegmateriaal (draad of staaf) Lasproces 142: TIG-lassen zonder gebruik van lastoevoegmateriaal 1B 35 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp / hoek 3A. Toevoegmateriaalgroep 4A. Neergesmolten materiaaldikte s [mm] 5A. Materiaaldikte t + pijp D [mm] 6A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 9A. Gutsen/ poeder backing 10A. Materiaal backing/ backing gas 11A. Één laag/ meer lagen 12A. Lasdetails(Eenzijdig/ tweezijdig) 13A. Naar rechts- of linkslassen 2 36 Versie
![Plaat P/pijp T + stomp / hoek 3A. Toevoegmateriaalgroep 4A. Neergesmolten materiaaldikte s [mm] 5A. Materiaaldikte t + pijp D [mm] 6A. Beschermgas/ poeder EN-ISO 14175 7A.](/docs-images/41/14217343/images/page_18.jpg "Laspositie EN-ISO 6947 8A. Stroomsoort, polariteit 9A. Gutsen/ poeder backing 10A. Materiaal backing/ backing gas 11A. Één laag/ meer lagen 12A. Lasdetails(Eenzijdig/ tweezijdig) 13A.")
19 Geldigheidsgebied Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW) BW T, BW Geldigheidsgebied T, P, BW Lassen van pijp met een uitwendige pijpdiameter van D > 25 mm geeft ook goedkeuring voor het lassen van plaat. 2B 37 Geldigheidsgebied Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW) BW P, BW Geldigheidsgebied P, T, BW Geldigheidsgebied Lassen in platen omvatten ook lassen in vaste pijpen met een uitwendige diameter D 500 mm, volgens de Tabellen 9 en 10 t Lassen in platen omvatten ook het lassen van roterend buizen met een uitwendige diameter D 75 mm voor de posities PA, PB, PC en PD 2B 38 Versie

20 Geldigheidsgebied Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW) FW P, T, FW Geldigheidsgebied P, T, FW Lassen in platen omvatten ook het lassen van roterend buizen met een uitwendige diameter D 75 mm voor de posities PA, PB, PC en PD FW P,T, FW Geldigheidsgebied P,T, FW 2B 39 Geldigheidsgebieden Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW) Geldigheidsgebied: FW FW FW 2B Hoeklas (FW) 40 Versie
 / Pijp (T) / Stompe las (BW) / Hoeklas (FW) Geldigheidsgebied: FW FW FW 2B Hoeklas (FW) 40 Versie 1.")
21 Geldigheidsgebieden Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW) Stompe naad: BW BW BW Geldigheidsgebied: BW 2B 41 Geldigheidsgebieden Plaat (P) / Pijp (T) / Stompe las (BW) / Hoeklas (FW) Stompe naad: BW + Hoeklas: FW 1 2 Stalen backing strip 1 2 Geldigheidsgebied: FW, BW Stalen backing strip 42 Versie
22 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Gutsen/ poeder backing 11A. Materiaal backing/ backing gas 12A. Één laag/ meer lagen 13A. Lasdetails(Eenzijdig/ tweezijdig) 14A. Naar rechts- of linkslassen 3A 43 Lastoevoegmateriaal groep Groep Toevoegmateriaal voor het lassen van Voorbeelden van toepasbare ISO normen ([xx] verwijst naar de bibliografie in de norm) Voorbeelden van toepasbare AWS normen FM1 Ongelegeerde en fijnkorrelige staalsoorten ISO 2560, ISO 14341,[8] ISO 636,[1] ISO 14171,[6] ISO 17632[14] AWS A5.1, AWS A5.18, AWS A5.17, A5.20 FM2 Hoge sterkte staalsoorten ISO 18275,[21] ISO 16834,[13] ISO 26304,[25] ISO 18276[22] AWS A5.5, AWS A5.28, AWS A5.28, AWS A5.23, AWS A5.29 FM3 FM4 FM5 Kruipbestendige staalsoorten Cr < 3,75 % Kruipbestendige staalsoorten 3,75 Cr 12 % Roestvaste en hittevaste staalsoorten ISO 3580,[3] ISO 21952,[23] ISO 24598,[24] ISO 17634[16] ISO 3580,[3] ISO 21952,[23] ISO 24598,[24] ISO 17634[16] AWS A5.5, AWS A5.28, AWS A5.23, AWS 5.29 AWS A5.5, AWS A5.28, AWS A5.23, AWS 5.29 ISO 3581,[4] ISO 14343,[9] ISO 17633[15] AWS A5.4, AWS A5.9, AWS A5.22 FM6 Nikkel en nikkel legeringen ISO 14172,[7] ISO 18274[20] AWS A5.11, AWS A5.14 3A 44 Versie
23 Lastoevoegmateriaal groep Europe AWS specifications Lasprocessen / A 5.1 Carbon steel covered arc-welding electrodes X A 5.2 Iron & steel gas welding rods X A 5.3 Aluminum & aluminum alloy arc welding electrodes X A 5.4 Corrosion-resisting chromium & Cr-Ni steel covered welding Electrodes A 5.5 Low-alloy steel covered arc welding electrodes X A 5.6 Copper & copper alloy covered electrodes X A 5.7 Copper & copper alloy welding rods X X A 5.8 A 5.9 Brazing filler metal Corrosion -resisting chromium & chromium- nickel steel bare & composite metal cored & standard arc welding electrodes & rods X X X X A 5.10 Aluminum & aluminum alloy welding rods & bare electrodes X X X A 5.11 Nickel & nickel alloy covered welding electrodes X A 5.12 Tungsten arc welding electrodes X A 5.13 Surfacing welding rods & electrodes X X A 5.14 Nickel & nickel alloy bare welding rods and electrodes X X X X 3A 45 Lastoevoegmateriaal groep Europe AWS specifications Lasprocessen / A 5.15 Welding rods & covered electrodes for welding cast iron X X A 5.16 Titanium & titanium alloy bare welding rods & electrodes X X A 5.17 Bare carbon steel electrodes & fluxes for submerged-arc welding X A 5.18 Carbon steel filler metals for gas shielded arc welding X X A 5.19 Magnesium alloy welding rods & bare electrodes X X X A 5.20 Carbon steel electrodes for flux cored arc welding A 5.21 Composite surfacing welding rods & electrodes X X X A 5.22 Flux cored corrosion-resisting chromium & Cr-Ni steel electrodes A 5.23 Bare low-alloy steel electrodes and fluxes for submerged arc welding X A 5.24 Zirconium & zirconium alloy bare welding rods and electrodes X X A 5.25 A 5.26 Cons. used for ES welding of carbon & high strength low alloy steels Cons. used for EG welding of carbon and high strength low-alloy steels X A 5.27 Copper and copper alloy gas welding rods X 3A 46 Versie
24 Geldigheidsgebied toevoegmateriaal groep Toevoegmateriaal Geldigheidsgebied FM1 FM2 FM3 FM4 FM5 FM6 FM1 Ongelegeerde en fijnkorrelige staalsoorten x x FM2 Hoge sterkte staalsoorten x x FM3 Kruipbestendige staalsoorten Cr < 3,75 % FM4 Kruipbestendige staalsoorten 3,75 Cr 12 % x x x x x x x FM5 Roestvaste en hittevaste staalsoorten x ---- FM6 Nikkel en nikkel legeringen x x 3B x duidt het toevoegmateriaal aan waarvoor de lasser gekwalificeerd wordt duidt het toevoegmateriaal aan waarvoor de lasser niet gekwalificeerd wordt. 47 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Gutsen/ poeder backing 11A. Materiaal backing/ backing gas 12A. Één laag/ meer lagen 13A. Lasdetails(Eenzijdig/ tweezijdig) 14A. Naar rechts- of linkslassen 4A 4B 48 Versie
25 Lastoevoegmateriaal type Lassen met een lastoevoegmateriaal kwalificeert ook voor lassen zonder lastoevoegmateriaal, maar niet vice versa. Voor de processen 142 en 311 (zonder lastoevoegmateriaal), is de lasser gekwalificeerd voor de materiaalgroep die gebruikt is in de proef. Lasproces:142: TIG-lassen zonder gebruik van lastoevoegmateriaal Lasproces: 311: autogeenlassen met een zuurstof-acetyleen-gasmengsel 4A 49 4A 50 Versie
26 Aanduiding type bekleding voor lastoevoegmateriaal Coating type Gedetailleerde informatie 03 Rutiel basische bekleding Titaandioxide, calciumcarbonaat 10 Cellulose bekleding Cellulose, natrium 11 Cellulose bekleding Hoog cellulose, kalium 12 Rutiel bekleding Hoog titaandioxide, natrium 13 Rutiel bekleding Hoog titaandioxide, kalium 14 Rutiel + ijzerpoeder bekleding IJzer poeder, titaandioxide 15 Basische bekleding Laag waterstof, natrium 16 Basische bekleding Laag waterstof, kalium 18 Basische + ijzerpoeder bekleding Laag waterstof, kalium, ijzerpoeder 19 Limoniet bekleding IJzeroxide, titaandioxide, kalium 20 IJzeroxide bekleding Hoog ijzeroxide 24 Rutiel + ijzerpoeder bekleding IJzer poeder, titaandioxide 27 IJzeroxide + ijzerpoeder bekleding Hoog ijzeroxide, ijzerpoeder 28 Basische + ijzerpoeder bekleding Laag waterstof, kalium, ijzerpoeder 45 Basische bekleding Elektroden voor neergaand lassen van pijpleidingen 48 Basische bekleding Laag waterstof, kalium, ijzerpoeder Het symbool voor het type bekleding of voor de kern is gebaseerd op die welke in verschillende internationale normen voor toevoegmaterialen worden gegeven. 4A 51 Aanduiding type bekleding voor lastoevoegmateriaal A B C R RA RB RC RR M P S V W Y Z zure bekleding basische bekleding of basische kern cellulosebekleding rutielbekleding of elektrodekern rutiel, traag stollende slak rutiel-zure bekleding rutiel-basische bekleding rutiel-cellulosebekleding dikke rutielbekleding elektrodekern metaalpoeder elektrodekern rutiel, snel stollende slak massieve draad/staaf elektrodekern rutiel of basisch/fluoride elektrodekern basisch/fluoride, traag stollende slak elektrodekern basisch/fluoride, snel stollende slak elektrodekern andere typen Het symbool voor het type bekleding of voor de kern is gebaseerd op die welke in verschillende internationale normen voor toevoegmaterialen worden gegeven. 4A 52 Versie
27 Geldigheidsgebied voor beklede elektroden Geldigheidsgebied Lasproces Type bekleding gebruikt in de test A, RA, RB, RC, RR, R 03, 13, 14, 19, 20, 24, 27 B 15, 16, 18, 28, 45, 48 C 10, A, RA, RB, RC, RR, R 03, 13, 14, 19, 20, 24, 27 x B 15, 16, 18, 28, 45, 48 x x C 10, x x duidt het toevoegmateriaal aan waarvoor de lasser gekwalificeerd is duidt het toevoegmateriaal aan waarvoor de lasser niet gekwalificeerd is. a Voor de afkortingen, zie b Het type bekleding gebruikt in de lasserskwalificatieproef voor het lassen van de grondlaag zonder smeltbadondersteuning (ss nb) is het type bekleding goedgekeurd voor het lassen van de grondlaag in de productie zonder backing (ss nb) 4B 53 Geldigheidsgebied voor toevoegmaterialen Toevoegmaterialen gebruikt in proef Geldigheidsgebied S M B R, P, V, W, Y, Z Massieve draad, staaf (S) x x Metaal gevulde draad, staaf (M) x x Gevulde draad, staaf (B) x x Gevulde draad, staaf (R, P, V, W, Y, Z) x x duidt het lastoevoegmateriaal aan waarvoor de lasser gekwalificeerd wordt duidt het lastoevoegmateriaal aan waarvoor de lasser niet gekwalificeerd wordt. 3B a Voor de afkortingen, zie b Het type gevulde draad gebruikt in de lasserskwalificatieproef voor het lassen van de grondlaag zonder smeltbadondersteuning (ss, nb) is het type gevulde draad goedgekeurd voor het lassen van de grondlaag in de productie zonder backing (ss, nb) 54 Versie
28 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Gutsen/ poeder backing 11A. Materiaal backing/ backing gas 12A. Één laag/ meer lagen 13A. Lasdetails(Eenzijdig/ tweezijdig) 14A. Naar rechts- of linkslassen 5A 5B 55 Diktegebied van het lasmetaal voor stompe verbindingen met enkel- en meervoudig proces t 12 mm s: 12 mm (141) De lasserskwalificatie proef van stompe lassen is gebaseerd op de neergesmolten dikte per proces en uitwendige pijp diameters. 5A 56 Versie
29 Diktegebied van het lasmetaal voor stompe verbindingen met enkel- en meervoudig proces Geldigheidsgebied neergesmolten dikte lasproces toegepast gekwalificeerd volgens Tabel 6 voor het proefstuk meervoudig enkelvoudig proces proces bij lasproces 1: s = s1 bij lasproces 2: s = s2 s=s1 +s2 5A 1 lasproces 1 (ss nb) 2 lasproces 2 (ss mb) OPMERKING: Zie voor definities van de variabelen 57 Geldigheidsgebied Neergesmolten materiaaldikte s [mm] Geldigheidsgebied voor neergesmolten dikte van stompe lassen (BW) neergesmolten dikte per proces in de proef s s < 3 Geldigheidsgebied a,b s tot 3 c of s tot 2s c grootste van beide 3 s <12 3 tot 2s d s 12 e,f 3 f 5B 58 Versie
30 Geldigheidsgebied Neergesmolten materiaaldikte s [mm] Geldigheidsgebied voor neergesmolten dikte van stompe lassen (BW) a Voor een enkelvoudig lasproces en hetzelfde type toevoegmateriaal is s gelijk aan de moedermateriaal dikte t. b Voor aftakkingen is het geldigheidsgebied voor de neergesmolten dikte : Opgezette verbinding zie voorbeeld, Figuur 1 a), de neergesmolten dikte van de aftakking Ingezette of doorgestoken verbindingen: zie voorbeeld, Figuur 1 b) en c), de neergesmolten dikte van de hoofdpijp of mantel c Voor autogeen lassen (311): s tot 1,5s d Voor autogeen lassen (311): 3 tot 1,5s e De kwalificatieproef moet in tenminste 3 lagen gelast worden f Voor meervoudig processen, s is de neergesmolten dikte per proces. 5B 59 Geldigheidsgebied Neergesmolten materiaaldikte s [mm] t 12 mm s: 12 mm (141) Proefplaat (t): 12 mm Geldigheidsgebied s 12e,f = 3 f Geldigheidsgebied (s): 3 5B 60 Versie
31 Geldigheidsgebied Neergesmolten materiaaldikte s [mm] Geldigheidsgebied s1: < 3 = s tot 3c of s tot 2sc Grootste van beide Geldigheidsgebied s2: s 12e,f = 3f 5B Geldigheidsgebied 141 s1: 2,5 5,0 mm Geldigheidsgebied 136 s2: 3,0 61 Geldigheidsgebied Neergesmolten materiaaldikte s [mm] Advies: Lasproces 141: s min. 6,0 mm. (ml) 5B Proefplaat (t): 12 mm Geldigheidsgebied s: 3,0-12 mm = 3,0 tot 2s d Geldigheidsgebied s: 12e, f = 3,0 tot 2s d Geldigheidsgebied 141: (s): 3,0 8 mm Geldigheidsgebied 136: (s): 3,0 32 mm sl? 62 Versie
32 Geldigheidsgebied Neergesmolten materiaaldikte s [mm] Geldigheidsgebied s1: 3 s < 12 = 3 tot 2s c Geldigheidsgebied s2: s 12e,f = 3 f Geldigheidsgebied 141: (s1): 3,0 10 mm Geldigheidsgebied 136: (s2): 3 mm 5B 63 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Gutsen/ poeder backing 11A. Materiaal backing/ backing gas 12A. Één laag/ meer lagen 13A. Lasdetails(Eenzijdig/ tweezijdig) 14A. Naar rechts- of linkslassen 6A 6B 64 Versie
33 Geldigheidsgebied Materiaaldikte t + pijp D [mm] Geldigheidsgebied voor de materiaaldikte van het proefstuk voor hoeklassen Materiaaldikte van het proefstuk t Geldigheidsgebied t < 3,0 mm t tot 2t, of 3, grootste van beide t 3,0 mm 3,0 6A 6B 65 Geldigheidsgebied Materiaaldikte t + pijp D [mm] Proefplaat (t): 2,0 mm 6A 6B Geldigheidsgebied (t): 2,0-4,0 mm 66 Versie
34 Geldigheidsgebied Materiaaldikte t + pijp D [mm] Proefplaat (t): 15 mm 6A 6B Geldigheidsgebied (t): 3,0 67 Geldigheidsgebied Materiaaldikte t + pijp D [mm] D in mm Uitwendige pijpmiddellijn van het proefstukª D D 25 D > 25 Geldigheidsgebied D in mm D tot 2xD 0,5 x D (25 mm min.) a Voor holle profielen is D is de afmeting van de kleinste zijde. 6A 6B 68 Versie
35 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Gutsen/ poeder backing 11A. Materiaal backing/ backing gas 12A. Één laag/ meer lagen 13A. Lasdetails(Eenzijdig/ tweezijdig) 14A. Naar rechts- of linkslassen 7A 7B 69 Beschermgas / poeder EN-ISO A 70 Versie
36 Beschermgas / poeder NEN-EN-ISO Beschermgassen Aanduiding volgens NEN-EN-ISO Voorbeeld: Voor lasproces % Argon = (I1) Voor lasproces %Ar/20%C02, (M21) 7A 71 Beschermgas / poeder NEN-EN-ISO Geldigheidsgebied beschermgas: N.A. 7B 72 Versie
37 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Gutsen/ poeder backing 11A. Materiaal backing/ backing gas 12A. Één laag/ meer lagen 13A. Lasdetails(Eenzijdig/ tweezijdig) 14A. Naar rechts- of linkslassen 8A 8B 73 Lasposities volgens NEN-EN-ISO 6947:2011 8A 74 Versie
38 Lasposities volgens NEN-EN-ISO 6947:2011 8A 75 Lasposities volgens NEN-EN-ISO 6947:2011 Lasposities volgens NEN-EN-ISO 6947:2011 8A 76 Versie
39 8B Proef positie Geldigheidsgebied voor lasposities voor stompe lassen PA Onder de hand PC Horizontaal Geldigheidsgebied PE Boven het hoofd PF Verticaal opgaand PG Verticaal neergaand PA x PC x x PE (plaat) x x x PF (plaat) x x --- PH (pijp) x --- x x --- PG (plaat) x PJ (pijp) x --- X --- x H-L045 x x X x --- J-L045 x x X --- x Opmerking: Zie ook 5.3. Soort product x duidt die lasposities aan waarvoor de lasser gekwalificeerd wordt duidt die lasposities aan waarvoor de lasser niet gekwalificeerd wordt. 77 8B Proef positie PA Onder de hand Geldigheidsgebied voor lasposities voor hoeklassen PB Horizon-taal PC Horizon-taal Geldigheidsgebied PD Boven het hoofd PE Boven het hoofd PF Verticaal opgaand PG Verticaal Neergaand PA x PB x x PC x x x PD x x x x x PE (plaat) x x x x x PF (plaat) x x x --- PH (pijp) x x x x x x --- PG (plaat) x PJ (pijp) x x --- x x --- x Opmerking: Zie ook 5.3. Soort product x duidt die lasposities aan waarvoor de lasser gekwalificeerd wordt duidt die lasposities aan waarvoor de lasser niet gekwalificeerd wordt. 78 Versie
40 Lassen in pijpen met dezelfde uitwendige diameter NEN-EN-ISO 6947:2011 PH H-L045 PC 8B 79 Lassen in pijpen met dezelfde uitwendige diameter PJ PC J-L045 8B 80 Versie
41 Meerder lasposities in één werkstuk D 150 mm 8B 81 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Gutsen/ poeder backing 11A. Materiaal backing/ backing gas 12A. Één laag/ meer lagen 13A. Lasdetails(Eenzijdig/ tweezijdig) 14A. Naar rechts- of linkslassen 9A 9B 82 Versie
42 Stroomsoort, polariteit Lasproces: 111, (Booglassen met beklede elektroden) - Doorlassen, elektroden op DC pool - Vullen en sluiten, elektroden op DC + pool Geldigheidsgebied stroomsoort, polariteit: N.A. 9B 83 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Boogtype 10A. Gutsen/ poeder backing 11A. Materiaal backing/ backing gas 12A. Één laag/ meer lagen 13A. Lasdetails(Eenzijdig/ tweezijdig) 14A. Naar rechts- of linkslassen 10A 10B 84 Versie
43 Boogtypen: 135, 136, 138 Een lasser die in het kortsluitbooggebied (proces 131, 135 of 138) is gekwalificeerd, mag ook met andere materiaal overdrachtsvormen lassen (globulair, open, sproei), echter niet omgekeerd. Dit geeft direct de vraag: hoe bepaal ik of ik in het kortsluitboog gebied aan het lassen ben? 10B 85 Boogtypen: 135, 136, 138 volgens NEN-EN-ISO 4063 Kortsluit-overgang Globulaire overgang Sproei-overgang Puls-overgang 10B 86 Versie
44 Globale werkgebieden 135, 136, 138 Diameter lasdraad mm 0,8 1,0 1,2 1,6 Kortsluitboog Sproeiboog Ampère Volt Ampère Volt Toepassing Dunne platen, middelmatig dikke en dikke platen 'in positie', doorlassen bij platen en pijpen Vullagen en hoeklassen in positie PA en PB. De beste laseigenschappen worden bereikt indien de spanning en de draadsnelheid (lasstroom) goed op elkaar zijn afgesteld. Bij gebruik van CO 2 -gas dient de spanning ongeveer 3 Volt hoger te worden ingesteld. 10B Globale werkgebieden van de verschillende diameters massieve lasdraad 87 Materiaalovergang bij booglasprocessen volgens NEN-EN-ISO 4063 Materiaalovergang bij lasprocessen: 131, 135 enz. Noem het type boog achter het procesnummer: Kortsluit-overgang Globulaire overgang Sproei-overgang Puls-overgang 10B 88 Versie
45 Geldigheidsgebied boogtypen lasprocessen 135, 136, 138 Kortsluitboog lassen kwalificeert ook de ander booggebieden: Globulair-, Sproei- en Pulsboog. Eigenshappen Kortsluitboog lassen (135, 138) Draaddiameter Stroomsterkte Boogspanning maximaal Booggeluid Warmte inbreng Druppelgrootte Aantal kortsluitingen Aantal druppels per sec. Inbranding 1,0 mm Ampere Volt Sterk knetterend Gering Gem. 1 a 2 x draad diameter Gering Smal 10B 89 Stroom-en spanningsverloop bij normaal kortsluitbooglassen Boog brandt Kortsluiting Einde kortsluitfase en hernieuwde brandfase Fase 1 Fase 2 Fase 3 Kortsluit booglassen 10B Versie
46 Stroom en spanningsverloop bij het ColdArc-lasproces Boog brandt Kortsluiting Einde kortsluitfase en hernieuwde brandfase Fase 1 Fase 2 Fase 3 ColdArc 10B 91 Stroom en spanningsverloop bij het STT-lasproces 10B 92 Versie
47 Principe van het CMT-proces Cold Metal Transfer-proces (CMT) 93 Geldigheidsgebied boogtypen lasprocessen 135, 136, 138 Globulair-, Sproei- en Pulsbooglassen kwalificeert niet het kortsluitbooglassen. Eigenshappen Sproeiboog (135, 136) Draaddiameter Stroomsterkte Boogspanning Booggeluid Warmte inbreng Druppelgrootte Aantal druppels per sec. Inbranding 1,2 mm Ampere Volt Zoemend Hoog Kleiner dan draad diameter Groot Breed 10B 94 Versie
48 Geldigheidsgebieden STT, Coldarc en andere type Indien de stroombron gesteld als een conventionele lasmachine met CV of CP stroom spanningskarakteristiek, kan men een lasser voor kortsluitboog kwalificeren. 10B 95 Procesvarianten Naast de verschillende beschikbare boogtypes is er per applicatie specifieke apparatuur die de mogelijkheid biedt om het proces te optimaliseren. Voor hogere neersmelt en/of lassnelheid kan gebruik gemaakt worden van: Tandem en Twin-arc lassen; TIME; SpeedArc ForcArc Rapid-melt; Speed Weld Rapid Weld Speed Pulse Plasma-Mig Laser-MIG/MAG-Hybride Pro-Pulse ; Enz 10B 96 Versie
49 Geldigheidsgebieden STT, Coldarc en andere type Wat te doen met een moderne stroombron, die op soms zeer vernuftige wijze met de materiaaloverdracht omspringt? Moderne stroombronnen die een gemodificeerde kortsluitboog kunnen instellen zijn waar een lage warmte-inbreng wenselijk is bieden o.a.: CMT; Cold-arc; Cold Weld; STT; SpeedRoot; RMD STT CMT 10B 97 Geldigheidsgebied STT Geldigheidsgebied STT: Globulair-, Sproei- en Pulsboog, behalve kortsluitbooglassen 10B 98 Versie
50 Geldigheidsgebied Coldarc Geldigheidsgebied Coldarc: Globulair-, Sproei- en Pulsboog, behalve kortsluitbooglassen. 10B 99 Geldigheidsgebied boogtypen lasprocessen 135, 136, 138 volgens NEN-EN-ISO 4063 kortsluitboog lassen kwalificeert ook de ander booggebieden: (Globulair-, Sproei- en Pulsboog) NEN-EN-ISO 4063 D: Kortsluit-overgang Globulair-, Sproei- en Pulsbooglassen kwalificeert niet het kortsluitbooglassen G: Globulaire overgang S: Sproei-overgang P: Puls-overgang 10B 100 Versie
51 Hoe vullen we dit in op het lasserkwalificatiecertificaat NEN-EN-ISO 4063 Transfer mode Test piece D (Dip transfer or short circuit) Range of qualification Other/all transfer modes 10B 101 Hoe vullen we dit in op het lasserkwalificatiecertificaat Test piece Range of qualification Transfer mode G S P CMT; Cold-arc; Cold Weld; STT; SpeedRoot; RMD All transfer modes except D, (Dip transfer or short circuit) 10B 102 Versie
52 Lasproces 135 gelast in 5 en 15 mm plaat 5,0 mm A: 2,5 Las 1 15 mm A: 4,0 Las 2 Lasproces: 135 Laspositie: PB Draad diameter: 1,0 mm Beschermgas: M21 Vraag: Met welke stroomsterkte en boogspanning moet de binnenhoeklassen gelast worden? Las 1: Boogtype? Las 2: Boogtype? Aantal lasserskwalificaties? 10B 103 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Boogtype 11A. Gutsen/ poeder backing 12A. Materiaal backing/ backing gas 11A 12A 14A 11B 12B 14B 13A. Één laag/ meer lagen 14A. Lasdetails(Eenzijdig/ tweezijdig) 15A. Naar rechts- of linkslassen 104 Versie
53 Lasdetail van het proefstuk Geldigheidsgebied voor lasdetails Geen smeltbad ondersteuning (ss, nb) Met smeltbadond er-steuning (ss, mb) Geldigheidsgebied Twee-zijdig lassen (bs) Gas smeltbad ondersteuning (ss, gb) Consu-mable insert (ci) Poeder smeltbad ondersteuning (ss, fb) Geen s.o. (ss,nb) x x x x --- x Met s.o. (ss, mb) --- x x Tweezijdig lassen(bs) --- x x Gas s.o. (ss, gb) --- x x x Consumable insert (ci) --- x x --- x --- Poeder s.o. (ss, fb) --- x x x x duidt die lassen aan waarvoor de lasser wordt gekwalificeerd. --- duidt die lassen aan waarvoor de lasser niet wordt gekwalificeerd. s.o. smeltbadondersteuning 11B 12B 14B 105 Essentiële variabelen 1A. Lasproces(sen) 2A. Plaat P/pijp T + stomp /hoek 3A. Lastoevoegmateriaalgroep 4A. Lastoevoegmateriaal type 5A. Neergesmolten materiaaldikte s [mm] 6A. Materiaaldikte t + pijp D [mm] 7A. Beschermgas/ poeder EN-ISO A. Laspositie EN-ISO A. Stroomsoort, polariteit 10A. Boogtype 11A. Gutsen/ poeder backing 12A. Materiaal backing/ backing gas 13A. Één laag/ meer lagen 14A. Lasdetails(Eenzijdig/ tweezijdig) 15A. Naar rechts- of linkslassen 13A 13B 106 Versie
54 Geldigheidsgebied voor laagtechniek bij hoeklassen Proefstuk Enkele laag (sl) Meer lagen (ml) Enkele laag (sl) x --- Meer lagen (ml)ª x x x duidt de laagtechniek aan waarvoor de lasser wordt gekwalificeerd --- duidt de laagtechniek aan waarvoor de lasser niet wordt gekwalificeerd a Gedurende de uitvoering van de lasproef moet de keurmeester de eerste laag visueel beoordelen in overeenstemming met paragraaf 7. a Als een lasser wordt gekwalificeerd voor een meer lagen stompe las en hij/zij maakt de aanvullende hoeklas zoals omschreven in 5.4 e), wordt hij/zij gekwalificeerd voor zowel meer lagen als enkele laag hoeklassen. 13B 107 Tabel 12 Geldigheidsgebied voor hoeklassen Proefstuk Geldigheidsgebied enkele laag (sl) meer lagen (ml) enkele laag (sl) X - meer lagen (ml) X X Tijdens het lassen van het proefstuk moet de keurmeester visuele inspectie verrichten op de 1e laag volgens de eisen van Par. 7. B Als een lasser gekwalificeerd is voor een meerlaags stompe las en hij of zij maakt een aanvullende hoeklas zoals omschreven in 5.4 e), dan is hij of zij gekwalificeerd voor meerlaags en enkellaags hoeklassen. 13B Versie
55 Niet essentiële variabelen 16 Aantal lagen bij butweld 17 a-hoogte 18 Middelen/ opmerkingen 19 Basismateriaal subgroep (NPR-CEN-ISO/TR Verlenging a/b/c 21 Aanvullende hoeklas 22 Kenmerk 23 Datum van uitgifte Aantal laslagen 1 laslaag 2 laslagen / meer laslagen Versie
56 Aantal laslagen Snoer 1 1 e laslaag Snoer 2 en 3 2 e laslaag Niet essentiële variabelen 16 Aantal lagen bij butweld 17 a-hoogte 18 Middelen/ opmerkingen 19 Basismateriaal subgroep (NPR-CEN-ISO/TR Verlenging a/b/c 21 Aanvullende hoeklas 22 Kenmerk 23 Datum van uitgifte Versie
57 a-hoogte a: Ontwerpkeelhoogte a-hoogte a3 PB 17 a: Ontwerpkeelhoogte 114 Versie
58 Niet essentiële variabelen 16 Aantal lagen bij butweld 17 a-hoogte 18 Middelen/ opmerkingen 19 Basismateriaal subgroep (NPR-CEN-ISO/TR Verlenging a/b/c 21 Aanvullende hoeklas 22 Kenmerk 23 Datum van uitgifte De kwalificatieproef De kwalificatieproef moet uitgevoerd worden met lastoevoegmateriaal uit één van de groepen vermeld in Tabel 2. Wanneer gelast wordt met een lastoevoegmateriaal niet vermeld in Tabel 2, dan is een afzonderlijke proef vereist. Het basismateriaal dat gebruikt wordt voor de kwalificatieproef dient geschikt te zijn en afkomstig van een materiaalgroep uit ISO/TR 15608, 19 groepen 1 tot en met Versie
59 Basismateriaal subgroep (NPR-CEN-ISO/TR De staalsoorten zijn in groepen met gelijke metallurgische en lastechnische eigenschapen ingedeeld volgens CR ISO/TR Dezelfde groepen kunnen nu gebruikt worden voor de lasmethode beschrijvingen volgens EN ISO : Trekproef Minimale rekgrens R eh Versie
60 Basismateriaal subgroep (NPR-CEN-ISO/TR Groep Sub-groep Staaltype Staal met gespecificeerde minimale rekgrens R eh 460 N/mm² a en analyse in % : C 0,25 ; Si 0,60 ; Mn 1,80 ; Mo 0,70 b ; S 0,045; P 0,045 ; Cu 0,40 b ; Ni 0,5 b ; Cr 0,3 (0,4 voor gietwerk) b ; Nb 0,06; V 0,12 b ; Ti 0, Staal met een gespecificeerde rekgrens R eh 275 N/mm² 1.2 Staal met een gespecificeerde rekgrens 275 N/mm² R eh 360 N/mm² 1.3 Genormaliseerd fijnkorrel staal met een gespecificeerde rekgrens R eh > 360 N/mm² 1.4 Weerbestendige staalsoorten waarvan de chemische samenstelling voor de enkelvoudige elementen de onder 1 gespecificeerde waarden te boven gaat Thermo mechanisch behandeld fijnkorrel staal en gietstaal met een gespecificeerde minimale rekgrens van R eh > 360 N/mm² 2.1 Thermomechanisch behandeld fijnkorrel staal en gietstaal met een gespecificeerde minimale rekgrens van 360 N/mm² < R eh 460 N/mm² 2.2 Thermomechanisch behandeld fijnkorrel staal en gietstaal met een gespecificeerde minimale rekgrens van > 460 N/mm² Afgeschrikt en ontlaten staal en precepitatie hardend staal (behalve roestvast staal) met een minimale rekgrens van R eh > 360 N/mm² 3.1 Afgeschrikt en ontlaten staal en precipitatie hardend staal (behalve roestvast staal) met een minimale rekgrens van 360 N/mm² < R eh 690 N/mm² Niet essentiële variabelen 16 Aantal lagen bij butweld 17 a-hoogte 18 Middelen/ opmerkingen 19 Basismateriaal subgroep (NPR-CEN-ISO/TR Verlenging a/b/c 21 Aanvullende hoeklas 22 Kenmerk 23 Datum van uitgifte Versie
61 Eerste kwalificatie De geldigheid van de lasserskwalificatie begint op de datum van het lassen van het (de) proefstuk(ken), onder voorwaarde dat de vereiste proeven zijn uitgevoerd en de beproevingsresultaten aanvaardbaar zijn. De geldigheid van het certificaat mag verlengd worden zoals gespecificeerd in 9.3. De gekozen methode van verlengen van de kwalificatie volgens 9.3, a) of b) of c), moet op het certificaat vermeld worden op het moment van uitgifte Een lasserskwalificatie is aan een geldigheidsduur gebonden. Dit vereist een hele organisatie in bedrijven M.K. 122 Versie
62 Bevestiging van de geldigheid Uitgifte 6 maanden 6 maanden 6 maanden De kwalificaties van een lasser voor een proces moeten elke 6 maanden door de persoon die verantwoordelijk is voor laswerkzaamheden of door een keurmeester/keuringsinstantie worden bevestigd. Hierbij wordt bevestigd dat de lasser heeft gewerkt binnen het bereik van de kwalificatie en verlengt de geldigheid van de kwalificatie voor een nieuwe periode van 6 maanden Geldigheidstermijn NEN-EN-ISO Verlenging (vooraf a, b, of c aangeven) a. Na drie (3) jaar, opnieuw kwalificeren b. Na twee (2) jaar, onderzoek uit laatste periode van zes maanden middels RT, UT of DT c. Onbeperkt geldig zolang: Werkzaam bij dezelfde werkgever Werkt volgens laskwaliteitssysteem EN-ISO of -3 (aantoonbaar) Lasser maakt lassen van acceptabele kwaliteit (gedocumenteerd m.b.t. positie, type, en lasdetail) Versie
63 Geldigheidstermijn NEN-EN-ISO Methode b: Elke 2 jaar moeten er twee lassen worden gemaakt tijdens de laatste 6 maanden van de geldigheidsperiode worden beproefd door middel van radiografisch of ultrasoon onderzoek of destructief onderzoek en worden geregistreerd. De aanvaardbaarheidseisen voor onvolkomenheden moeten overeenkomstig hoofdstuk 7 zijn. De beproevingsresultaten moeten aantonen dat de lasser met inachtneming van de oorspronkelijke lasomstandigheden heeft gewerkt, met uitzondering van de dikte en de uitwendige diameter. Deze proef verlengt de kwalificaties van de lasser voor een volgende 2 jaar Geldigheidstermijn NEN-EN-ISO Methode c: De kwalificatie van een lasser is geldig zolang deze wordt bevestigd volgens 9.2 en aan de volgende voorwaarden is voldaan: de lasser werkt voor dezelfde fabrikant bij wie hij of zij zijn kwalificatie heeft behaald, en die verantwoordelijk is voor de vervaardiging van het product; het kwaliteitssysteem van de fabrikant is geverifieerd in overeenstemming met ISO of ISO ; de fabrikant kan aantonen dat de lasser lassen van aanvaardbare kwaliteit heeft geproduceerd op basis van toepassingsnormen. De onderzochte lassen moeten de volgende condities bevestigen: laspositie(s ), las-type (FW, BW), lassen met smeltbadondersteuning ( mb ) of zonder ( nb ) Versie
64 Niet essentiële variabelen 16 Aantal lagen bij butweld 17 a-hoogte 18 Middelen/ opmerkingen 19 Basismateriaal subgroep (NPR-CEN-ISO/TR Verlenging a/b/c 21 Aanvullende hoeklas 22 Kenmerk 23 Datum van uitgifte Geldigheidsgebied BW en FW BW niet geldig voor FW Volgens NEN-EN-ISO is dat een lasserskwalificatie van een stompe las geen hoeklas kwalificeert! 128 M.K. 128 Versie
65 Lasserskwalificatie van een stompe las geeft geen kwalificatie voor een hoeklas, maar door een extra binnen hoeklas proefstuk te lassen, samen met de kwalificatie van de stompe las, kan er gekwalificeerd worden. FW, BW Er wordt in de norm de mogelijkheid geboden om tegelijk met de kwalificatie van je stompe las een extra hoeklas te lassen met platen van minimaal 10 mm dikte met 1 las snoer in de PB positie. 129 M.K. 129 Herstart in de grondlaag en de sluitlaag Open V-naad Herstart Herstart grondlaag Herstart sluitlaag In de beoordelingslengte van de proefstukken moeten ten minste één stop en één herstart in de grondlaag en de sluitlaag aanwezig zijn. Indien er meerdere processen gebruikt worden dan dient er voor ieder proces ten minste één stop en één herstart in de grondlaag en de sluitlaag aanwezig te zijn. 130 Versie
66 Herstart in de grondlaag en de sluitlaag In de beoordelingslengte van de proefstukken moeten ten minste één stop en één herstart in de grondlaag en de sluitlaag aanwezig zijn. 131 Geldigheidsgebied BW en FW Stompe lassen mogen een hoeklas kwalificeren indien er een aanvullend hoekproefstuk is gelast met elk proces, lastoevoegmateriaal (FM) groep en elektrode kern of bekleding. Het proefstuk moet tenminste 10 mm dik zijn, of gelijk aan de dikte van het proefstuk gebruikt voor de stompe las indien de dikte kleiner is dan 10 mm, en gelast met een hoeklas in één laag in de PB positie. Met deze aanvullende proef zal de lasser gekwalificeerd zijn voor alle hoeklassen waarbij de kwalificatievariabelen van de stompe las gebruikt moeten worden om het geldigheidsgebied te bepalen voor hoeklassen ( bv tabellen 7, 8, 10 en 12). De hoeklas posities PA en PB worden gekwalificeerd met deze proef. 132 M.K. 132 Versie
67 Soort las Stompe naad: BW + Hoeklas: FW 1 2 Stalen backing strip 1 2 Geldigheidsgebied: FW, BW Stalen backing strip 133 Niet essentiële variabelen 16 Aantal lagen bij butweld 17 a-hoogte 18 Middelen/ opmerkingen 19 Basismateriaal subgroep (NPR-CEN-ISO/TR Verlenging a/b/c 21 Aanvullende hoeklas 22 Kenmerk 23 Datum van uitgifte Versie
68 Lasserskwalificatiecertificaat Alle essentiële variabelen (13x incl. materiaalovergang) Vermelding van de volgende niet-essentiële variabelen Stoomsoort en polariteit Basismateriaal groep / subgroep Beschermgas Meerdere werkstukken op één certificaat kan alleen bij verschil in: Soort las (BW/FW) Laspositie (PA, PB, ) Neergesmolten lasdikte (s) Kenmerk NEN-EN-ISO Normnummer: ISO Essentiële parameters Proces volgens EN ISO 4063 Soort product: P/T Soort las: BW/FW Toevoegmateriaalgroep: FM 142 en 311(nm): materiaalgroep vlgs: CR ISO/TR Lastoevoegmateriaal: A/B/C/R/M/S/nm/ Afmeting proefstuk: s, t en D Laspositie volgens: EN ISO 6947 Lasdetails: fb/bs/ci/lw/mb/gb/ml/nb/rw/sl/ss Versie
69 Kenmerk NEN-EN-ISO Het kenmerk van een lasserskwalificatie bestaat uit de volgende onderdelen in de aangegeven volgorde (het systeem is zo ingericht dat het kan worden gebruikt voor automatisering) Kenmerk: Designation: Kenmerk: Designation EN-ISO : P BW FM1 S t10 PF ml ss nb EN-ISO : P FW FM1 S t12 PB ml Het type bescherm- en backinggas mogen niet in het kenmerk worden opgenomen, maar worden opgenomen in het lasserskwalificatiecertificaat Niet essentiële variabelen 16 Aantal lagen bij butweld 17 a-hoogte 18 Middelen/ opmerkingen 19 Basismateriaal subgroep (NPR-CEN-ISO/TR Verlenging a/b/c 21 Aanvullende hoeklas 22 Kenmerk 23 Datum van uitgifte Versie
70 Datum van uitgifte Uitgifte 6 maanden 6 maanden 6 maanden Vanaf datum waarop de proefstukken zijn gelast, mits de vereiste onderzoek zijn uitgevoerd en de resultaten acceptabel zijn. Het certificaat dient elke 6 maanden te worden herbevestigd door: Persoon verantwoordelijk voor lasactiviteiten of inspecteur. Anders wordt/worden het/de certificaat/certificaten ongeldig pwps voorlopige lasmethodebeschrijving of WPS Afmetingen vereiste proefstukken Afname lasserskwalificatie Aanvaardbaarheidseisen onvolkomenheden Beproevingsmethoden 140 Versie
71 Kwaliteitsniveau NEN-EN-ISO 5817 Beoordelingscriteria per kwaliteitsniveau: Niveau B Niveau C Niveau D Streng Gemiddeld Matig Kwaliteitsniveaus van onvolkomenheden per lasonvolkomenheid ingedeeld met volgnummer en nummer volgens NEN-EN-ISO 6520 een onderverdeling van de grenswaarden 141 Aanvaardbaarheidseisen voor onvolkomenheden volgens NEN-EN-ISO Versie
72 Kwaliteitsniveau NEN-EN-ISO 5817 Een lasser is gekwalificeerd indien de onvolkomenheden voldoen aan EN-ISO 5817, kwaliteitsniveau B. Behalve voor de volgende soorten onvolkomenheden waarvoor kwaliteitsniveau C moet gelden: Bovenmatige lasdikte 1.9 ; Bovenmatige convexiteit 1.10; Bovenmatige keelhoogte 1.21; Bovenmatige doorlassing 1.11; Inkarteling 1.4). 143 pwps voorlopige lasmethodebeschrijving of WPS Afmetingen vereiste proefstukken Afname lasserskwalificatie Aanvaardbaarheidseisen onvolkomenheden Beproevingsmethoden 144 Versie
73 Beproevingsmethoden 145 Beproevingsmethoden Beproevingsmethoden Stompe las (in plaat of pijp) Hoeklas en aftakking Visueel onderzoek volgens EN-ISO voorgeschreven voorgeschreven Radiografisch onderzoek volgens EN-ISO voorgeschreven a,b,c niet voorgeschreven Buigproef volgens EN-ISO 5173 voorgeschreven a,b,d niet van toepassing Breekproef volgens EN-ISO 9017 voorgeschreven a,b,d voorgeschreven e,f a Of een radiografisch onderzoek, of een buigproef of een breekproef moeten worden uitgevoerd. b Indien een radiografisch onderzoek wordt uitgevoerd, dan zijn aanvullende buig-of breekproeven voorgeschreven voor de lasprocessen 131, 135, 138 en 311. c Het radiografisch onderzoek mag worden vervangen door een ultrasoon onderzoek volgens ISO 17640[19] voor diktes 8 mm in ferritische staalsoorten. In dit geval zijn de aanvullende testen genoemd in voetnoot b niet vereist. d Voor uitwendige diameter s D 25 mm, mogen de buig-of breekproeven worden vervangen door een kerftrekproef van het complete proefstuk(een voorbeeld is te zien in figuur 9). e De breekproeven mogen worden vervangen door een macroscopisch onderzoek volgens ISO 17639[18], van ten minste twee doorsneden, tenminste één doorsnede moet genomen zijn uit een stop/herstart locatie. f De breekproeven op pijp, mogen vervangen worden door radiografisch onderzoek Versie
74 Een tegenbreek- of een tegendwarsbuigproefstaaf of een zijbuigproefstaaf Legenda l f beoordelingslengte 1 een tegenbreek- of een tegendwarsbuigproefstaaf of een zijbuigproefstaaf 2 een normaalbreek- of een normaaldwarsbuigproefstaaf of een zijbuigproefstaaf 3 een tegenbreek- of een tegendwarsbuigproefstaaf of een zijbuigproefstaaf 4 een normaalbreek- of een normaaldwarsbuigproefstaaf of een zijbuigproefstaaf Uitvoeren van de buigproeven Standaard buigproeven: 2 stuks grondlaag buigproef ; 2 stuks sluitlaag buigproef. 148 Versie
75 Breedte van het proefstuk voor de breekproef Soort product Breedte van het proefstuk voor de breekproef in mm Plaat (P) Uitwendige middellijn D, van pijp (T)ª x D < < D < a Voor een pijpen met een uitwendige middellijn D 25 mm, wordt voor het kerfslagproefstuk figuur 9 aanbevolen Bedankt voor uw aandacht Vragen???? Voor vragen Marchel Kaspers Kaspers@nil.nl 150 Versie
76 Auteursrecht voorbehouden. Behoudens uitzondering door de wet gesteld mag zonder schriftelijke toestemming van het Nederlands Instituut voor Lastechniek niets uit deze presentatie worden verveelvoudigd en/of openbaar gemaakt door middel van fotokopie, microfilm, opslag in computerbestanden of anderszins, hetgeen ook van toepassing is op gehele of gedeeltelijke bewerking. Voor vragen Marchel Kaspers 151 Versie
EN-ISO 9606-1, de opvolger van EN 287-1
 Commissie: 341008 Lassen en verwante processen Secretaris: ir. J. Weber Datum: 2013-05-03 EN-ISO 9606-1, de opvolger van EN 287-1 De opvolger van de EN 287-1 heeft in de Europese industrie nogal wat stof
Commissie: 341008 Lassen en verwante processen Secretaris: ir. J. Weber Datum: 2013-05-03 EN-ISO 9606-1, de opvolger van EN 287-1 De opvolger van de EN 287-1 heeft in de Europese industrie nogal wat stof
Nederlands Instituut voor Lastechniek
 Marchel Kaspers Lastechnisch adviseur Korte update op gebied van: - Lasserskwalificaties volgens NEN-EN-ISO 9606-1, de opvolger van EN 287-1; - Opstellen lasmethodebeschrijvingen volgens NEN-EN-ISO 15607;
Marchel Kaspers Lastechnisch adviseur Korte update op gebied van: - Lasserskwalificaties volgens NEN-EN-ISO 9606-1, de opvolger van EN 287-1; - Opstellen lasmethodebeschrijvingen volgens NEN-EN-ISO 15607;
NEN EN ISO 9606-1: 2013
 NEN EN ISO 9606-1: 2013 Richard Blom (IWT) Senior Inspector & Roy van de Schoor (IWE) Lead Specialist Welding Version 03/2014 Working together for a safer world De gehele serie voor de kwalificatie van
NEN EN ISO 9606-1: 2013 Richard Blom (IWT) Senior Inspector & Roy van de Schoor (IWE) Lead Specialist Welding Version 03/2014 Working together for a safer world De gehele serie voor de kwalificatie van
Hygiënische lassen. Leo Vermeulen / Michel Voorhout. Hygiënische lassen 4 oktober
 Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
Historiek van EN ISO :
 Historiek van EN ISO 9606-1 : Inleiding: Het totstandkomen van de vervanger voor de EN 287-1 heeft reeds vele voeten in de aarde gehad. Het was de bedoeling om de Europese norm EN 287-1: Het kwalificeren
Historiek van EN ISO 9606-1 : Inleiding: Het totstandkomen van de vervanger voor de EN 287-1 heeft reeds vele voeten in de aarde gehad. Het was de bedoeling om de Europese norm EN 287-1: Het kwalificeren
kwalificatie van lasprocedures, lassers en lasoperateurs
 Laskennis opgefrist (nr. 23). Laskennis opgefrist: Normen kwalificatie van lasprocedures, lassers en Voor een gegeven toepassing is de meest voor de hand liggende route om de laskwaliteit zeker te stellen,
Laskennis opgefrist (nr. 23). Laskennis opgefrist: Normen kwalificatie van lasprocedures, lassers en Voor een gegeven toepassing is de meest voor de hand liggende route om de laskwaliteit zeker te stellen,
REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4.
 Pagina 1 van 12 REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens
Pagina 1 van 12 REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens
Workshop MIG/MAG-gevorderden RVS en Aluminium
 Workshop MIG/MAG-gevorderden RVS en Aluminium Leo Vermeulen (IWE) 1 Workshop MIG/MAG-lassen Procesprincipe MIG/MAG lassen, procesaanduidingen Stroombronnen en boogtypen Beschermgassoorten Toevoegmaterialen
Workshop MIG/MAG-gevorderden RVS en Aluminium Leo Vermeulen (IWE) 1 Workshop MIG/MAG-lassen Procesprincipe MIG/MAG lassen, procesaanduidingen Stroombronnen en boogtypen Beschermgassoorten Toevoegmaterialen
Symbolen weergave op tekeningen Las- en soldeerverbindingen
 Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Ervaringen overgang EN287-1 naar de EN ISO :2013
 Ervaringen overgang EN287-1 naar de EN ISO 9606-1:2013 Richard Blom (IWT) Senior Inspector Lloyd s Register Energy Working together for a safer world EN 287-1:2004 / 2011 Zijn deze nog geldig? Ja, maar.
Ervaringen overgang EN287-1 naar de EN ISO 9606-1:2013 Richard Blom (IWT) Senior Inspector Lloyd s Register Energy Working together for a safer world EN 287-1:2004 / 2011 Zijn deze nog geldig? Ja, maar.
Nieuwe EN ISO
 Nieuwe EN ISO 15614-1 Inleiding: De norm EN ISO 15614-1 is het eerste deel van een veertiendelige normenreeks, die het kwalificeren van lasprocedures beschrijft voor verschillende lasprocessen en materialen.
Nieuwe EN ISO 15614-1 Inleiding: De norm EN ISO 15614-1 is het eerste deel van een veertiendelige normenreeks, die het kwalificeren van lasprocedures beschrijft voor verschillende lasprocessen en materialen.
Brabant last iedereen wint praktijk Pagina 1
 1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
DE NIEUWE ISO 15614-1 DE TUSSEN STAND OP 5 NOVEMBER 2014.
 DE TUSSEN STAND OP 5 NOVEMBER 2014. Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN 288-3 : 1992. - ISO 15614-1 : 2004 - ISO 15614-1 : waarschijnlijk medio 2015. - Dan al te gebruiken
DE TUSSEN STAND OP 5 NOVEMBER 2014. Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN 288-3 : 1992. - ISO 15614-1 : 2004 - ISO 15614-1 : waarschijnlijk medio 2015. - Dan al te gebruiken
Indien een norm wordt genoemd, dient de vigerende versie te worden gebruikt.
 1 Algemeen Te raadplegen overige documenten: - Algemeen Reglement HVO voor opleidingen OH1.00, toezicht en examens voor de niveaus 1, 2, 3 en 4 - Bijlage 1 t/m 5; deze bijlagen beschrijven de proces specifieke
1 Algemeen Te raadplegen overige documenten: - Algemeen Reglement HVO voor opleidingen OH1.00, toezicht en examens voor de niveaus 1, 2, 3 en 4 - Bijlage 1 t/m 5; deze bijlagen beschrijven de proces specifieke
Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus
 Laskennis opgefrist (nr. 22) Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus Toepassingsnormen en praktijkrichtlijnen moeten verzekeren dat een constructie of een component een acceptabel kwaliteitsniveau
Laskennis opgefrist (nr. 22) Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus Toepassingsnormen en praktijkrichtlijnen moeten verzekeren dat een constructie of een component een acceptabel kwaliteitsniveau
Onder poeder lassen. Laskennis opgefrist (nr. 15) Proces beschrijving. Lasparameters
 Proces beschrijving. Lasparameters") Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4.
 Pagina 1 van 6 REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en
Pagina 1 van 6 REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en
Geometrische afwijkingen - deel 2
 Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten. Lasproeven op dunne plaat
 Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
Versie KVBG / /2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL
 Versie KVBG / 2000.22.01 10/2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL 1. INLEIDING Een lasprocedure geeft, binnen bepaalde grenzen, de werkwijze weer die men moet volgen om een lasverbinding tot
Versie KVBG / 2000.22.01 10/2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL 1. INLEIDING Een lasprocedure geeft, binnen bepaalde grenzen, de werkwijze weer die men moet volgen om een lasverbinding tot
INFOFICHES RVS [DEEL 4-2]
![INFOFICHES RVS [DEEL 4-2]](/thumbs/26/7809101.jpg "INFOFICHES RVS [DEEL 4-2]") ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
MIG/MAG-lassen met massieve draad
 Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
NEDERLANDS INSTITUUT VOOR LASTECHNIEK
 NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
Geometrische afwijkingen - deel 1
 Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Brabant last iedereen wint- juni 2009 praktijk Pagina 1
 1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen
 Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Normpakket: Lassen A-Z
 CEN ISO/TR 15608 Welding - Guidelines for a metallic materials grouping system /TR 15608:2013) CEN ISO/TR 20172 Lassen - Groepsindelingen voor materialen - Europese materialen /TR 20172:2009) CEN ISO/TR
CEN ISO/TR 15608 Welding - Guidelines for a metallic materials grouping system /TR 15608:2013) CEN ISO/TR 20172 Lassen - Groepsindelingen voor materialen - Europese materialen /TR 20172:2009) CEN ISO/TR
Opleidingscatalogus: Lassen
 Opleidingscatalogus: Lassen t WEB Opleidingen, Adviezen & Subsidies Hoofdvestiging: Zeppelinstraat 7 7903 BR Hoogeveen Tel: 0528 280 888 Fax: 0528 280 889 foto's Harm Noor Presentaties Website: www.tweb.nl
Opleidingscatalogus: Lassen t WEB Opleidingen, Adviezen & Subsidies Hoofdvestiging: Zeppelinstraat 7 7903 BR Hoogeveen Tel: 0528 280 888 Fax: 0528 280 889 foto's Harm Noor Presentaties Website: www.tweb.nl
Theorie internationaal lasser
 Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Lasprocessen voor metalen
 Laskennis opgefrist (nr. 7) Lasprocessen voor metalen Proces terminologie De geldende norm NEN-EN-ISO 4063:2000, getiteld 'Lassen en verwante processen Termen voor processen en referentienummers, kent
Laskennis opgefrist (nr. 7) Lasprocessen voor metalen Proces terminologie De geldende norm NEN-EN-ISO 4063:2000, getiteld 'Lassen en verwante processen Termen voor processen en referentienummers, kent
Ir. Roger Creten, EWE. gastdocent Lessius Mechelen. Lastek LGRN Puls MIG 1
 Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
STAND VAN ZAKEN 12 oktober 2016, Gorinchem
 STAND VAN ZAKEN 12 oktober 2016, Gorinchem HENK BODT met medewerking van ARJAN ROZA LET OP: Deze presentatie is gebaseerd op de courante versie van de ontwerp-normen die worden besproken (oktober 2016).
STAND VAN ZAKEN 12 oktober 2016, Gorinchem HENK BODT met medewerking van ARJAN ROZA LET OP: Deze presentatie is gebaseerd op de courante versie van de ontwerp-normen die worden besproken (oktober 2016).
Normen en waarden een driejaarlijkse LDR update!
 Normen en waarden een driejaarlijkse LDR update! Normen en Waarden in 2013 11 december 2013 EN 1090 Hoe staat het ermee? Nieuw: EN-ISO 9606-1:2013 Het kwalificeren van lassers Smeltlassen Deel 1: Staal.
Normen en waarden een driejaarlijkse LDR update! Normen en Waarden in 2013 11 december 2013 EN 1090 Hoe staat het ermee? Nieuw: EN-ISO 9606-1:2013 Het kwalificeren van lassers Smeltlassen Deel 1: Staal.
Normen voor het lassen van metalen
 Normen voor het lassen van metalen Normen voor het lassen van metalen NEN-BUNDEL 18 Koninklijk Nederlands Normalisatie-instituut, Delft, 2018 Colofon Samenstelling NEN Standards Vormgeving Kade 05, Eindhoven
Normen voor het lassen van metalen Normen voor het lassen van metalen NEN-BUNDEL 18 Koninklijk Nederlands Normalisatie-instituut, Delft, 2018 Colofon Samenstelling NEN Standards Vormgeving Kade 05, Eindhoven
Technische ondersteuning en advies op maat
 Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Het CMT-proces (Cold Metal Transfer)
") Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Apparatuur voor het MIG/MAG lassen
 Laskennis opgefrist (nr. 43) Apparatuur voor het MIG/MAG lassen Het MIG/MAG proces is een veelzijdig proces dat toepasbaar is voor het lassen van zowel dunne plaat als dikwandige werkstukken. Er zijn diverse
Laskennis opgefrist (nr. 43) Apparatuur voor het MIG/MAG lassen Het MIG/MAG proces is een veelzijdig proces dat toepasbaar is voor het lassen van zowel dunne plaat als dikwandige werkstukken. Er zijn diverse
STAND VAN ZAKEN 20 December 2016, LDR
 STAND VAN ZAKEN 20 December 2016, LDR HENK BODT met medewerking van ARJAN ROZA Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090 2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe
STAND VAN ZAKEN 20 December 2016, LDR HENK BODT met medewerking van ARJAN ROZA Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090 2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe
De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553.
 1. Normering. De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553. 2. Basisvorm van de aanduiding. Bestaande uit 2 delen: Pijl
1. Normering. De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553. 2. Basisvorm van de aanduiding. Bestaande uit 2 delen: Pijl
Marchel Kaspers. Lastechnisch adviseur
 Marchel Kaspers Lastechnisch adviseur 1 Onafhankelijke stichting; Opgericht in 1934 (78 jaar!); Behartiging van collectieve belangen van Nederlandse bedrijven, instellingen en personen, werkzaam op het
Marchel Kaspers Lastechnisch adviseur 1 Onafhankelijke stichting; Opgericht in 1934 (78 jaar!); Behartiging van collectieve belangen van Nederlandse bedrijven, instellingen en personen, werkzaam op het
Lasbaarheid van Materialen Staal
 Laskennis opgefrist (nr. 59) Lasbaarheid van Materialen Staal Oorzaak lasonvolkomenheden Tijdens het lassen moet de lasser zien te voorkomen dat er onvolkomenheden ontstaan in de las, zeker als de las
Laskennis opgefrist (nr. 59) Lasbaarheid van Materialen Staal Oorzaak lasonvolkomenheden Tijdens het lassen moet de lasser zien te voorkomen dat er onvolkomenheden ontstaan in de las, zeker als de las
Gezondheid, veiligheid en het voorkomen van ongevallen -
 Laskennis opgefrist (nr. 47) Gezondheid, veiligheid en het voorkomen van ongevallen - gezondheidsrisico's ten gevolge van rook en gassen gedurende het lassen De hoeveelheid en de samenstelling van de lasrook
Laskennis opgefrist (nr. 47) Gezondheid, veiligheid en het voorkomen van ongevallen - gezondheidsrisico's ten gevolge van rook en gassen gedurende het lassen De hoeveelheid en de samenstelling van de lasrook
ARCAL GASWIJZER. Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten. Roestvaststaal. Aluminium legeringen
 ARCAL GASWIJZER Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten Roestvaststaal Aluminium legeringen Welk lasproces past u toe? MIG/MAG Laaggelegeerde staalsoorten TIG PLASMA Welk draadtype
ARCAL GASWIJZER Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten Roestvaststaal Aluminium legeringen Welk lasproces past u toe? MIG/MAG Laaggelegeerde staalsoorten TIG PLASMA Welk draadtype
Toelichting bij : ISO14341 voor massieve draad ISO voor vuldraden. Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL
 Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
Lasmechanisatie. complex of toch nog eenvoudig
 Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
REGLEMENT MIG-LASSEN ALUMINIUM (-LEGERINGEN, 131) NIVEAUS 1 TOT EN MET 4.
 NIVEAUS 1 TOT EN MET 4.") Pagina 1 van 13 REGLEMENT MIG-LASSEN ALUMINIUM (-LEGERINGEN, 131) NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens voor de niveaus
Pagina 1 van 13 REGLEMENT MIG-LASSEN ALUMINIUM (-LEGERINGEN, 131) NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens voor de niveaus
1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties.
 Blad : 1 van 7 TOEPASSINGSGEBIED: Enexis 1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties. 2 TECHNISCHE AFBAKENING Deze instructie is van toepassing
Blad : 1 van 7 TOEPASSINGSGEBIED: Enexis 1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties. 2 TECHNISCHE AFBAKENING Deze instructie is van toepassing
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen
 Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
REGLEMENT TIG-LASSEN (TUNGSTEN INERT GASBESCHERMING, 141) NIVEAUS 1 TOT EN MET 4.
 NIVEAUS 1 TOT EN MET 4.") Pagina 1 van 14 REGLEMENT TIG-LASSEN (TUNGSTEN INERT GASBESCHERMING, 141) NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens voor
Pagina 1 van 14 REGLEMENT TIG-LASSEN (TUNGSTEN INERT GASBESCHERMING, 141) NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens voor
Fred Neessen. Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel?
 2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
Laskwaliteit in de koudetechniek
 E - LASKWALITEIT IN DE KOUDETECHNIEK Laskwaliteit in de koudetechniek Laskwaliteit Algemeen In de koudetechniek wordt naast het solderen de lastechniek toegepast voor het vervaardigen van leidingen in
E - LASKWALITEIT IN DE KOUDETECHNIEK Laskwaliteit in de koudetechniek Laskwaliteit Algemeen In de koudetechniek wordt naast het solderen de lastechniek toegepast voor het vervaardigen van leidingen in
Apparatuur voor het TIG lassen
 Laskennis opgefrist (nr. 44) Apparatuur voor het TIG lassen In aflevering 14 (december 1999) van Laskennis opgefrist is het TIG lasproces al beschreven. Bij dit proces wordt in plaats van een beschermende
Laskennis opgefrist (nr. 44) Apparatuur voor het TIG lassen In aflevering 14 (december 1999) van Laskennis opgefrist is het TIG lasproces al beschreven. Bij dit proces wordt in plaats van een beschermende
LIJ08: overzichtlijst EN1090 documenten
 FPC 1 B Kwaliteitshandboek & documenten: Conform EN100-2 (EXC2) en EN ISO 3834-3" Fabriekbeheersingsysteem (FPC) - KwaliteitsHandBoek (KHB) 1 PRO 1 B Taken en verantwoordelijkheden lascoördinator Procedures
FPC 1 B Kwaliteitshandboek & documenten: Conform EN100-2 (EXC2) en EN ISO 3834-3" Fabriekbeheersingsysteem (FPC) - KwaliteitsHandBoek (KHB) 1 PRO 1 B Taken en verantwoordelijkheden lascoördinator Procedures
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014. Leo Vermeulen (IWE) 21 maart Inhoud
 21 maart Inhoud") Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 21 maart 2017 1 Inhoud Lassymbolen Afmetingen van de lassen Afmetingen van de naadvoorbereidingen Alternatieve
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 21 maart 2017 1 Inhoud Lassymbolen Afmetingen van de lassen Afmetingen van de naadvoorbereidingen Alternatieve
Lastechnische Normen een update!
 Lastechnische Normen een update! Programma! Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090-2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe ISO 15614-1 ook volgend jaar?! De
Lastechnische Normen een update! Programma! Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090-2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe ISO 15614-1 ook volgend jaar?! De
Arjan Roza - Arjan Roza Lastechniek BV 1
 . 27-10-17 Arjan Roza - Arjan Roza Lastechniek BV 1 Voorlichting over NEN-EN-ISO 15614-1: 2017 Door Arjan Roza www.rozalastechniek.nl Arjan@Rozalastechniek.nl 27-10-17 Arjan Roza - Arjan Roza Lastechniek
. 27-10-17 Arjan Roza - Arjan Roza Lastechniek BV 1 Voorlichting over NEN-EN-ISO 15614-1: 2017 Door Arjan Roza www.rozalastechniek.nl Arjan@Rozalastechniek.nl 27-10-17 Arjan Roza - Arjan Roza Lastechniek
Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS
 Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS Een prima eindresultaat in beider belang. De technologische vorderingen op het gebied van RVS-processen nemen alsmaar toe.
Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS Een prima eindresultaat in beider belang. De technologische vorderingen op het gebied van RVS-processen nemen alsmaar toe.
Lasprocessen - inleiding IWS
 ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
11. Lastoevoegmateriaal
 Er zijn ontelbaar veel verschillende soorten lasdraden, elektrode en overig toevoegmateriaal. In dit productboek staan de meest voorkomende en gangbare artikelen opgenomen. Staat uw toevoegmateriaal er
Er zijn ontelbaar veel verschillende soorten lasdraden, elektrode en overig toevoegmateriaal. In dit productboek staan de meest voorkomende en gangbare artikelen opgenomen. Staat uw toevoegmateriaal er
ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid
 ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid Het ultieme hoge-productiviteits proces. STRENGTH THROUGH COOPERATION ESAB Swift Arc Transfer (SAT TM ) ESAB Swift Arc Transfer (SAT
ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid Het ultieme hoge-productiviteits proces. STRENGTH THROUGH COOPERATION ESAB Swift Arc Transfer (SAT TM ) ESAB Swift Arc Transfer (SAT
Ontwikkelingen. Lastechnieken en voorschriften. Leo Vermeulen (iwe) Lastechnische consultant. Nederlands Instituut voor Lastechniek
 Lastechnische consultant. Nederlands Instituut voor Lastechniek") Ontwikkelingen Lastechnieken en voorschriften Leo Vermeulen (iwe) Lastechnische consultant Nederlands Instituut voor Lastechniek Collectieve belangen behartigt van bedrijven, instellingen en personen die
Ontwikkelingen Lastechnieken en voorschriften Leo Vermeulen (iwe) Lastechnische consultant Nederlands Instituut voor Lastechniek Collectieve belangen behartigt van bedrijven, instellingen en personen die
Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen
 P.A. van Ingen") Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen afstudeerverslag P.A. van Ingen van: begeleider: I r. J.P. Zijp afstudeerhoogleraar: Prof. Dr. G. den Ouden
Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen afstudeerverslag P.A. van Ingen van: begeleider: I r. J.P. Zijp afstudeerhoogleraar: Prof. Dr. G. den Ouden
ecn.nl ECN-L
 Schadegevallen aan gelaste constructies in relatie tot functionaliteit en toepassing van codes BIL-NIL Lassymposium 29-30 nov 2017 Inhoud Wat weet u na deze presentatie? Falen als gevolg van niet optimale
Schadegevallen aan gelaste constructies in relatie tot functionaliteit en toepassing van codes BIL-NIL Lassymposium 29-30 nov 2017 Inhoud Wat weet u na deze presentatie? Falen als gevolg van niet optimale
EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies
 Voor staal-en werktuigbouwkundige constructies pagina: 1 van 13 EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies Document: NBD 07005 Uitgave: 25-05-2005 * Afd./opsteller * toetser * vastgesteld
Voor staal-en werktuigbouwkundige constructies pagina: 1 van 13 EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies Document: NBD 07005 Uitgave: 25-05-2005 * Afd./opsteller * toetser * vastgesteld
BIL-KATERN LASPROCESSEN VOORLICHTINGSFICHE ALUMINIUM DEEL IV
 LASPROCESSEN VOORLICHTINGSFICHE ALUMINIUM DEEL IV In deze vierde voorlichtingsfiche rond aluminium vindt u het vervolg op TIG-lassen (lasuitvoering, lasfouten, insluitsels en andere lasfouten) en het eerste
LASPROCESSEN VOORLICHTINGSFICHE ALUMINIUM DEEL IV In deze vierde voorlichtingsfiche rond aluminium vindt u het vervolg op TIG-lassen (lasuitvoering, lasfouten, insluitsels en andere lasfouten) en het eerste
Product/Gasvoerend lassen.
 Product/Gasvoerend lassen. Inleiding De wereld is een continu bedrijf, werken en leven gaat dag en nacht door, dus ook de levering van water, elektriciteit en gas. Om te zeker te stellen dat de levering
Product/Gasvoerend lassen. Inleiding De wereld is een continu bedrijf, werken en leven gaat dag en nacht door, dus ook de levering van water, elektriciteit en gas. Om te zeker te stellen dat de levering
Certificatie: wat en waarom. Soorten certificaten
 Certificatie: wat en waarom Weten dat u kwaliteit levert is één ding, maar hoe toont u dit aan? In de lastechniek geldt dat u pas zeker weet dat een las goed is, als deze destructief is onderzocht. Om
Certificatie: wat en waarom Weten dat u kwaliteit levert is één ding, maar hoe toont u dit aan? In de lastechniek geldt dat u pas zeker weet dat een las goed is, als deze destructief is onderzocht. Om
In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V.
 In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V. TWQM Total Welding Quality Management (TWQM) maakt het mogelijk een toegevoegde waarde te geven aan aan onze producten en diensten. Kemppi
In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V. TWQM Total Welding Quality Management (TWQM) maakt het mogelijk een toegevoegde waarde te geven aan aan onze producten en diensten. Kemppi
Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen
 Laskennis opgefrist (nr. 31) Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen Slakinsluitingen in lasverbindingen komen voornamelijk voor bij die lasprocessen waarbij op de één of andere
Laskennis opgefrist (nr. 31) Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen Slakinsluitingen in lasverbindingen komen voornamelijk voor bij die lasprocessen waarbij op de één of andere
AIR LIQUIDE Welding Plasma lassen
 AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
De nieuwe "CE - EN1090" markering. voor stalen en aluminium constructies in de bouw. EN 1090 hoofdzaken. Wat moet CE gemarkeerd worden?
 Nederlands Instituut voor Lastechniek De nieuwe "CE - EN1090" markering voor stalen en aluminium constructies in de bouw Marchel Kaspers Lastechnisch adviseur EN 1090 hoofdzaken Wat moet CE gemarkeerd
Nederlands Instituut voor Lastechniek De nieuwe "CE - EN1090" markering voor stalen en aluminium constructies in de bouw Marchel Kaspers Lastechnisch adviseur EN 1090 hoofdzaken Wat moet CE gemarkeerd
INFOFICHES ROESTVAST STAAL [DEEL 4-3]
![INFOFICHES ROESTVAST STAAL [DEEL 4-3]](/thumbs/26/7454751.jpg "INFOFICHES ROESTVAST STAAL [DEEL 4-3]") INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
Cursus & Trainingsprogramma 2015
 Cursus & Trainingsprogramma 2015 Geachte relatie, Een gedegen productkennis is 80% van het verkopen. Daarom bieden wij u het nieuwe Cursus & Trainingsprogramma 2015 van Lincoln Smitweld B.V. met betrekking
Cursus & Trainingsprogramma 2015 Geachte relatie, Een gedegen productkennis is 80% van het verkopen. Daarom bieden wij u het nieuwe Cursus & Trainingsprogramma 2015 van Lincoln Smitweld B.V. met betrekking
Wijzigingen en drukfouten voorbehouden.
 Corrosievast en Chemische samenstelling (richtwaarden) in % Classificatie Hittebestendig staal C Mn Si Cr Ni Mo Nb Cu N W AWS A-5.4 EN 1600 Arosta 304L 0,020 0,8 0,8 19,5 9,7 - - - - - E308L-16 E 19 9
Corrosievast en Chemische samenstelling (richtwaarden) in % Classificatie Hittebestendig staal C Mn Si Cr Ni Mo Nb Cu N W AWS A-5.4 EN 1600 Arosta 304L 0,020 0,8 0,8 19,5 9,7 - - - - - E308L-16 E 19 9
Het lassen met beklede elektroden
 Laskennis opgefrist (nr. 26) Het lassen met beklede elektroden Het lassen met een elektrische boog is voor het eerst ontdekt door Sir Humphrey Davy in 1801. Het eerst patent werd verleend aan de Engelsman
Laskennis opgefrist (nr. 26) Het lassen met beklede elektroden Het lassen met een elektrische boog is voor het eerst ontdekt door Sir Humphrey Davy in 1801. Het eerst patent werd verleend aan de Engelsman
Lasbaarheid van materialen - gietijzer
 Laskennis opgefrist (nr. 3) Lasbaarheid van materialen - gietijzer In deze aflevering van de rubriek Laskennis Opgefrist aandacht voor gietijzer. Gietijzer is een ijzerlegering met meer dan 2 % koolstof,
Laskennis opgefrist (nr. 3) Lasbaarheid van materialen - gietijzer In deze aflevering van de rubriek Laskennis Opgefrist aandacht voor gietijzer. Gietijzer is een ijzerlegering met meer dan 2 % koolstof,
REGLEMENT AUTOGEEN LASSEN, HARDSOLDEREN EN SNIJDEN (AUTOGEEN, 311-912-81) NIVEAUS 1 TOT EN MET 4.
 NIVEAUS 1 TOT EN MET 4.") Pagina 1 van 12 REGLEMENT AUTOGEEN LASSEN, HARDSOLDEREN EN SNIJDEN (AUTOGEEN, 311-912-81) NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht
Pagina 1 van 12 REGLEMENT AUTOGEEN LASSEN, HARDSOLDEREN EN SNIJDEN (AUTOGEEN, 311-912-81) NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
Lasopleidingen. Winterdijk 4a - Gouda - Postbus 2011-2800 BD Gouda - tel. (0182) 51 52 74 e-mail info@sbbgouda.nl - www.sbbgouda.
 51 52 74 e-mail info@sbbgouda.nl - www.sbbgouda.") Lasopleidingen Winterdijk 4a - Gouda - Postbus 2011-2800 BD Gouda - tel. (0182) 51 52 74 e-mail info@sbbgouda.nl - www.sbbgouda.nl Algemene informatie: SBB Gouda De las opleidingen van de SBB zijn al meer
Lasopleidingen Winterdijk 4a - Gouda - Postbus 2011-2800 BD Gouda - tel. (0182) 51 52 74 e-mail info@sbbgouda.nl - www.sbbgouda.nl Algemene informatie: SBB Gouda De las opleidingen van de SBB zijn al meer
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen
 Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Hoeklassen. overzicht en praktische tips
 Laskennis opgefrist (nr. 58) Hoeklassen overzicht en praktische tips Hoeklassen vormen het merendeel van alle lasverbindingen.vaak worden de problemen die kunnen voorkomen bij het vervaardigen ervan onderschat.
Laskennis opgefrist (nr. 58) Hoeklassen overzicht en praktische tips Hoeklassen vormen het merendeel van alle lasverbindingen.vaak worden de problemen die kunnen voorkomen bij het vervaardigen ervan onderschat.
Techniek. Avondopleidingen Techniek cursussen. www.rocrivor.nl
 Avondopleidingen Techniek cursussen Lassen ROC Rivor biedt meer dan 20 lascursussen op verschillende niveaus aan. Alle lascursussen voldoen aan de voorwaarden die het Nederlands Instituut Lastechniek hieraan
Avondopleidingen Techniek cursussen Lassen ROC Rivor biedt meer dan 20 lascursussen op verschillende niveaus aan. Alle lascursussen voldoen aan de voorwaarden die het Nederlands Instituut Lastechniek hieraan
Zin én Onzin over Laskostenbeheersing
 Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
vm 124 Vereniging FME-CWM Vereniging van ondernemers in de technologisch-industriële sector Boerhaavelaan 40
 MIG/MAG lassen en zijn varianten vm 124 Vereniging FME-CWM Vereniging van ondernemers in de technologisch-industriële sector Boerhaavelaan 40 Postbus 190, 2700 AD Zoetermeer Telefoon: (079) 353 11 00 Telefax:
MIG/MAG lassen en zijn varianten vm 124 Vereniging FME-CWM Vereniging van ondernemers in de technologisch-industriële sector Boerhaavelaan 40 Postbus 190, 2700 AD Zoetermeer Telefoon: (079) 353 11 00 Telefax:
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN 16.12.2017 WiseRoot+ PRODUCTIEF EN KWALITATIEF HOOGWAARDIG MIG- LASPROCES WiseRoot+ is een geoptimaliseerd kortsluitbooglasproces voor het lassen van grondlagen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN 16.12.2017 WiseRoot+ PRODUCTIEF EN KWALITATIEF HOOGWAARDIG MIG- LASPROCES WiseRoot+ is een geoptimaliseerd kortsluitbooglasproces voor het lassen van grondlagen
Gutsen met beklede elektroden
 Laskennis opgefrist (nr. 18) Gutsen met beklede elektroden Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op
Laskennis opgefrist (nr. 18) Gutsen met beklede elektroden Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op
Defecten en onvolkomenheden in lasverbindingen: stolscheuren
 Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
Catalogus lastoevoegmaterialen
 Catalogus lastoevoegmaterialen Informatie elektroden Verpakking elektroden 7 8 Rutiel elektroden voor ongelegeerd C-staal IW 28 9 IW 48 10 IW 46S 11 IW 68 12 IW C23-130 13 IW C23-150 14 IW C23-200 15 IW
Catalogus lastoevoegmaterialen Informatie elektroden Verpakking elektroden 7 8 Rutiel elektroden voor ongelegeerd C-staal IW 28 9 IW 48 10 IW 46S 11 IW 68 12 IW C23-130 13 IW C23-150 14 IW C23-200 15 IW
Vragen. Vragen. De basistechniek van het lassen
 De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
Een las wordt ook wel lassnoer of lasrups genoemd, omdat de las de vorm van een snoer of rups kan hebben.
 Lassen Een las is een verbinding. Lassen betekent dan ook niets anders dan verbinden of samenvoegen. Maar in de techniek wordt er een heel specifieke manier van samenvoegen mee bedoeld, namelijk het laten
Lassen Een las is een verbinding. Lassen betekent dan ook niets anders dan verbinden of samenvoegen. Maar in de techniek wordt er een heel specifieke manier van samenvoegen mee bedoeld, namelijk het laten
INOX ELEKTRODEN CBL - 308L/MVR BASIC. Diameter Mm Amp. Aantal Elek./pak Aantal Kg/pak Aantal Kg/karton
 CBL - 308L/MVR BASIC Is een basisch beklede roestvaste elektrode met goede mechanische eigenschappen. Deze elektrode is ook geschikt voor het maken van doorlassingen en heeft een lage warmscheurgevoeligheid.voor
CBL - 308L/MVR BASIC Is een basisch beklede roestvaste elektrode met goede mechanische eigenschappen. Deze elektrode is ook geschikt voor het maken van doorlassingen en heeft een lage warmscheurgevoeligheid.voor
Apparatuur voor het Onderpoeder lassen
 Laskennis opgefrist (nr. 16) Apparatuur voor het Onderpoeder lassen Het onderpoederlassen kan vergeleken worden met het MIG-lassen: er wordt een boog onderhouden tussen een continue aangevoerde draadelektrode
Laskennis opgefrist (nr. 16) Apparatuur voor het Onderpoeder lassen Het onderpoederlassen kan vergeleken worden met het MIG-lassen: er wordt een boog onderhouden tussen een continue aangevoerde draadelektrode
Lastechnische theorie trainingen
 Lastechnische theorie trainingen Algemene informatie Problemen kosten onnodig veel tijd en geld. Daarom bieden wij een pakket lastechnische trainingen aan. Deze trainingen dragen bij aan het verbeteren
Lastechnische theorie trainingen Algemene informatie Problemen kosten onnodig veel tijd en geld. Daarom bieden wij een pakket lastechnische trainingen aan. Deze trainingen dragen bij aan het verbeteren
MAG- 1 RVS. Beoordelingslijst: 312: MAG-1 RVS ISO 5817 2007 Pg. 2. Examen werstuknummer: 312: Haaksehoek- met buitenhoeklas Pg. 3
 MAG- 1 RVS Inoud Beoordelingslijst: 312: MAG-1 RVS ISO 5817 2007 Pg. 2 Examen werstuknummer: 312: Haakseoek- met uitenoeklas Pg. 3 Beoordelingslad: 313 MAG-1 RVS ISO 5817 2007 Pg. 4 Examen werkstuknummer:
MAG- 1 RVS Inoud Beoordelingslijst: 312: MAG-1 RVS ISO 5817 2007 Pg. 2 Examen werstuknummer: 312: Haakseoek- met uitenoeklas Pg. 3 Beoordelingslad: 313 MAG-1 RVS ISO 5817 2007 Pg. 4 Examen werkstuknummer:
Nederlands voorwoord. van een standaardlasmethode voor het booglassen EN NEN-EN Het beschrijven en kwalificeren van lasprocedures voor
 Nederlandse NEN-EN 288-1 Het beschrijven en kwalificeren van lasprocedures voor metallische materialen Deel 1: Algemene regels voor smeltlassen Specification and approval of welding procedures for metallic
Nederlandse NEN-EN 288-1 Het beschrijven en kwalificeren van lasprocedures voor metallische materialen Deel 1: Algemene regels voor smeltlassen Specification and approval of welding procedures for metallic
NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING
 NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING D - 16 TOEVOEGMETAAL VOOR HET LASSEN IN EEN ATMOSFEER VAN INERT GAS VAN ALUMINIUMLEGERINGEN Al Mg Heruitgave Deze versie werd niet gewijzigd,
NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING D - 16 TOEVOEGMETAAL VOOR HET LASSEN IN EEN ATMOSFEER VAN INERT GAS VAN ALUMINIUMLEGERINGEN Al Mg Heruitgave Deze versie werd niet gewijzigd,
Normpakket: Aluminiumconstructies
 NBN B 03-004 2010 Borstwering van gebouwen NBN EN 1090-1+A1 2012 Uitvoering van de staalconstructies en aluminiumconstructies - Deel 1: Eisen voor het vaststellen van de conformiteit van constructieve
NBN B 03-004 2010 Borstwering van gebouwen NBN EN 1090-1+A1 2012 Uitvoering van de staalconstructies en aluminiumconstructies - Deel 1: Eisen voor het vaststellen van de conformiteit van constructieve
Vandaag lassen met technologie van morgen. Arc. Q-Spot Q-START MULTITACK DYNAMIC ARC. Rowig 220 T
 Vandaag lassen met technologie van morgen Arc DYNAMIC ARC MULTITACK Q-Spot Rowig 220 T Rowig 220 T: Applications Dankzij zijn afmetingen en de verhouding gewicht-power/duty cyclus is de 220T de beste optie
Vandaag lassen met technologie van morgen Arc DYNAMIC ARC MULTITACK Q-Spot Rowig 220 T Rowig 220 T: Applications Dankzij zijn afmetingen en de verhouding gewicht-power/duty cyclus is de 220T de beste optie
CE markering voor staalconstructies. De nieuwe "CE - EN1090" markering. voor stalen en aluminium. constructies in de bouw. (C) Marchel Kaspers
 Marchel Kaspers") Programma! Nederlands Instituut voor Lastechniek E markering voor staalconstructies Introductie EN 1090 serie; E-markering De nieuwe "E - EN1090" markering voor stalen en aluminium De kern van EN 1090-2
Programma! Nederlands Instituut voor Lastechniek E markering voor staalconstructies Introductie EN 1090 serie; E-markering De nieuwe "E - EN1090" markering voor stalen en aluminium De kern van EN 1090-2
Maximale productiviteit
 Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in