Principes van het TIG lassen
|
|
|
- Frank van Loon
- 5 jaren geleden
- Aantal bezoeken:
Transcriptie
1 ONDERZOEK ADVIES OPLEIDING INFOTHEEK Principes van het TIG lassen IWS opleiding cyclus 2018 Ing. Tim Buyle, EWE, IWE
2 Situering TIG lasproces fusion welding by thermomechanical energy cast welding narrow gap shielded arc welding aluminothermic welded joint manual arc welding electro gas welding resistance melt welding electro slag welding gravitation welding plasma metal gas arc welding metal arc welding fusion welding fire-cracker welding metal inertgas welding (MIG) arc welding submerged arc welding metal arc welding with cored wire electrode active-gas metalarc welding (MAG) electron beam welding metal gas arc welding tungsten inert gas welding (TIG) light ray welding shielded arc welding plasma arc welding gas welding tungsten arc welding atomic hydrogen welding CO -welding 2 mixed gas metal arc welding 2



3 TIG massieve staaf TIG autogeen TIG gevulde staaf TIG massieve staaf + reducerend gas TIG gevulde staaf + reducerend gas TAG (actief gas) 3 Procesbenamingen


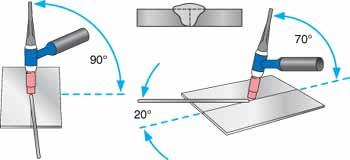
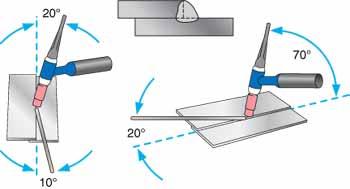
4 Principe van het proces Toortslichaam W elektrode Gasmondstuk Beschermgas Vlamboog Stroombron Werkstuk Lasnaad Elektrische vlamboog tussen een niet-afsmeltende elektrode en het te lassen werkstuk De vlamboog verwarmt het werkstuk, waardoor het gedeeltelijk smelt : er ontstaat een smeltbad Een inert gas schermt het smeltbad en de elektrode af van de lucht 4

5 Fysische aspecten van de TIG boog klokvormige en stabiele elektrische vlamboog de boogspanning verloopt niet lineair en vertoont sprongen de boog bestaat uit 3 gebieden boogzuil è elektrisch neutraal / plasma anode-val gebied è tekort aan positieve ionen kathode-val gebied è overschot aan positive ionen 5

6 Fysische aspecten van de boogzuil 6
 Wolfram (W) Smeltpunt 3695 K Kookpunt 5828 K Metaal Uittree-arbeid [ev] Al 4,0 Cu 4,3 Fe 4,4 Ni 5,0 W 5,4 W+Th")
7 Fysische aspecten van de kathode thermische emissie hoge kathode-temperatuur è hoogsmeltende materialen emissie kost energie è afkoeling van de elektrode hoge stroomsterkte uittree-potentiaal (spanningsbarrière) Wolfram (W) Smeltpunt 3695 K Kookpunt 5828 K Metaal Uittree-arbeid [ev] Al 4,0 Cu 4,3 Fe 4,4 Ni 5,0 W 5,4 W+Th 2,6 7




8 Fysische aspecten van de kathode ionisatie continuïteit van de lasstroom ionisatie-mechanisme in de boogzuil lawine-effect (impact ionisatie) 8
9 Ontsteking van de vlamboog niet-geleidende toestand bij kamertemperatuur initiatie van de boog door sterke verhitting van de kathode spontane en zelfstandige elektronen-emissie manieren om een vlamboog te ontsteken ontsteking via doorslag ontsteking door dirtecte kathodeverhitting hoog-frequent ontsteking 9

 Louis Carl Heinrich")
10 Ontsteking via doorslag vrij elektron elektrische veldsterkte lawine-effect a ionisatie a thermische emissie (secundair) Louis Carl Heinrich Paschen 10

11 Ontsteking door directe kathode-verhitting directe verhitting van de kathode thermische emissie versnelling van de elektronen o.i.v. de boogspanning lawine-effect huidige benamingen : lift-arc, scratch arc 11
")
12 Hoog-frequent ontsteking hoogfrequente spanning (enkele MHz, enkele kv) superpositie op de boogspanning slingerbeweging van elektronen, gevolgd door ionisatie OPGELET : vervuiling van het net (harmonischen) 12

13 Ontsteking van de TIG boog 13



14 Keuze van de polariteit DCRP DC Reverse Polarity DC+ DCSP DC Straight Polarity DC- 14
15 Invloed van de polariteit DCSP / DC- DCRP / DC+ AC 15

16 Keuze van de elektrode zuiver wolfram wolfram met toevoegingen : (Th-), Zr-, Lth- en Ce-oxide oxide toevoegingen verlagen de emissie-energie bevorderen de elektronen emissie verbeteren de ontsteking verminderen elektrode-erosie type van de lasstroom : DC, AC 16
17 Keuze van de elektrode EN ISO
18 Keuze van de elektrode EN ISO


19 Keuze van de elektrode 19




20 Vorm van de elektrode 20
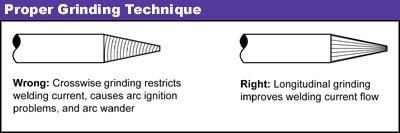
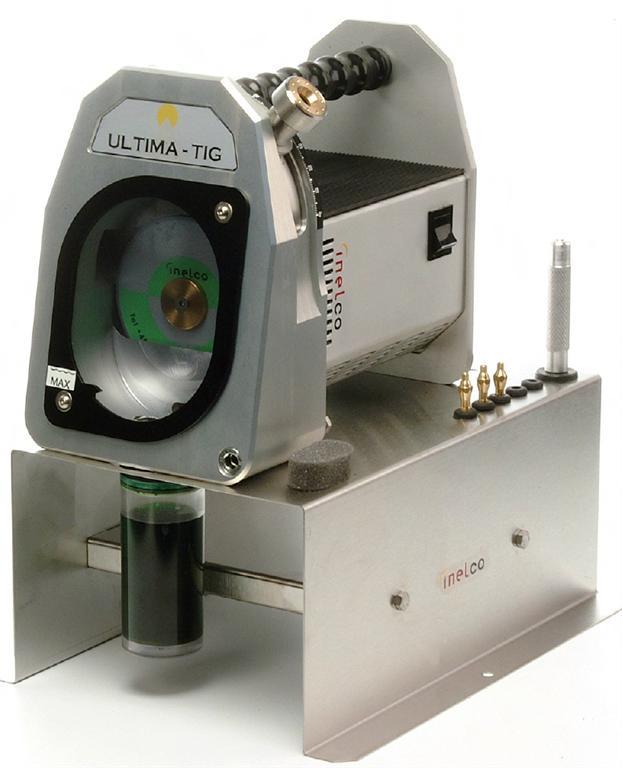


21 Aanslijpen van de elektrode 21
22 Invloed van de tophoek Scherpe elektrode eenvoudige boogontsteking beperkte stroombelastbaarheid bredere boog goede boogstabiliteit minder penetratie van de las beperkte levensduur Stompe elektrode moeilijke ontsteking grote stroombelastbaarheid smalle boog potentieel instabiele boog betere penetratie lange standtijd (*) vuistregel : maximale stroombelastbaarheid ~ 70 A/mm (DC) en 40 A/mm (AC) 22



23 Keuze van het gas 23
activiteit R : reducerende mengsels I : inerte gassen en inerte mengsels M : oxiderende gassen op Ar-basis")

24 Keuze van het gas EN ISO (bescherm)gassen voor lassen en snijden classificatie van beschermgassen volgens (re)activiteit R : reducerende mengsels I : inerte gassen en inerte mengsels M : oxiderende gassen op Ar-basis met toevoeging van O 2 en/of CO 2 C : sterk oxiderende gassen en mengsels F : reducerende of niet-reactieve gasmengsels codering : voorbeeld - EN ISO I 3 - EN ISO M 21 let op met verwarring met de oude norm EN439 24
 25")
25 Beschermgassen : EN ISO (2008) 25

26 Keuze van het gas Ar Ar + 5% H 2 He 26


27 Invloed van het gas 100% Ar 50% Ar / 50% He 100% He 5mm dikke plaat, 150A, booglengte 4mm, lassnelheid 15cm/min 27

28 Invloed van het gas op het lasprofiel 28


29 Invloed van het gas op het lasprofiel Ar He 11 Materiaal: Al Mg 4,5 Mn Dikte: 5,2 mm De lassnelheid : 40 cm min-1 Ar 4.6 Materiaal: Al Mg 4,5 Mn Dikte: 5,2 mm De lassnelheid : 40 cm min-1 29
30 Industriële gasmengsels 30

31 De zuiverheid van het beschermgas 31

32 Enkel gasbescherming? 32

33 Bescherming van de lasnaadwortel? 33

34 Doorlassen van buizen 34


35 Backing gas : hulpmiddelen Backing gas Elastische dichting 35


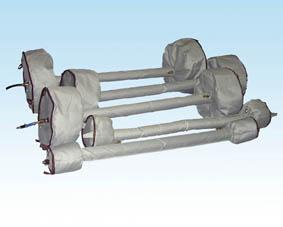

36 Backing gas : hulpmiddelen 36


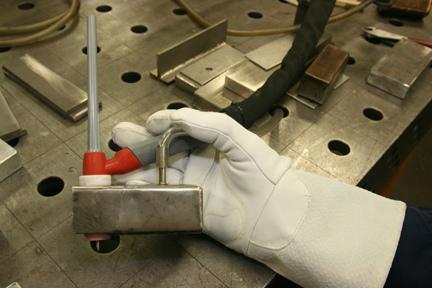
37 Doorlassen van dunne plaat backing gas backing gas systeem lasnaad gascup beschermgas lasnaadwortel 37
 boogatmosfeer van gedissocieerd ammoniak 2 NH 3 3H 2 + N 2 sterk reducerend gas veiliger dan 100% H 2 R 1 - Argon en waterstof (H 2 tot 30%) - reducerend zonder formeergas met")
38 Backing gas / formeergas gasmengsel N 2 + H 2 (max. 10%) boogatmosfeer van gedissocieerd ammoniak 2 NH 3 3H 2 + N 2 sterk reducerend gas veiliger dan 100% H 2 R 1 - Argon en waterstof (H 2 tot 30%) - reducerend zonder formeergas met formeergas I 1 - Argon 100% - inert F 1 - Stikstof 100% - niet reactief F 2 - Stikstof en waterstof (H 2 tot 30%) - reducerend 38



39 Gas-nasleep (trailing gas) 39





40 Lassen in een inerte atmosfeer 40
41 Benodigde apparatuur 41

42 De karakteristiek van de stroombron 42
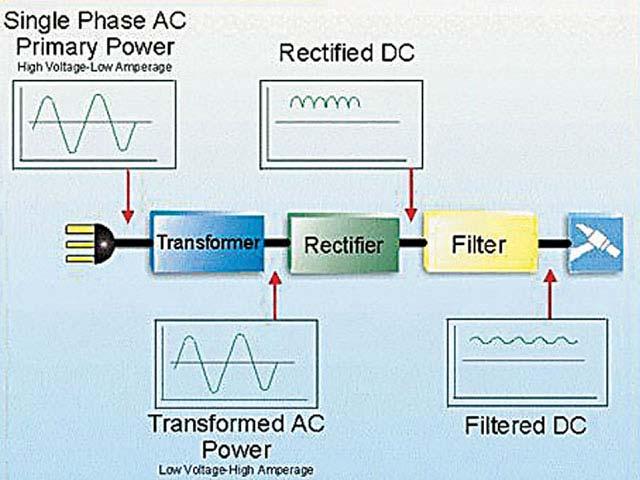

43 De karakteristiek van de stroombron 43
44 De kenplaat van de stroombron 44

45 De kenplaat van de stroombron 45

46 De kenplaat van de stroombron 46

47 De kenplaat van de stroombron 47

48 De kenplaat van de stroombron 48

49 De kenplaat van de stroombron 49

50 De kenplaat van de stroombron 50

51 De kenplaat van de stroombron 51

52 De kenplaat van de stroombron 52

53 De kenplaat van de stroombron 53

54 De kenplaat van de stroombron 54


55 AREI art
56 AREI art

57 De TIG toorts 57
58 De TIG toorts 58



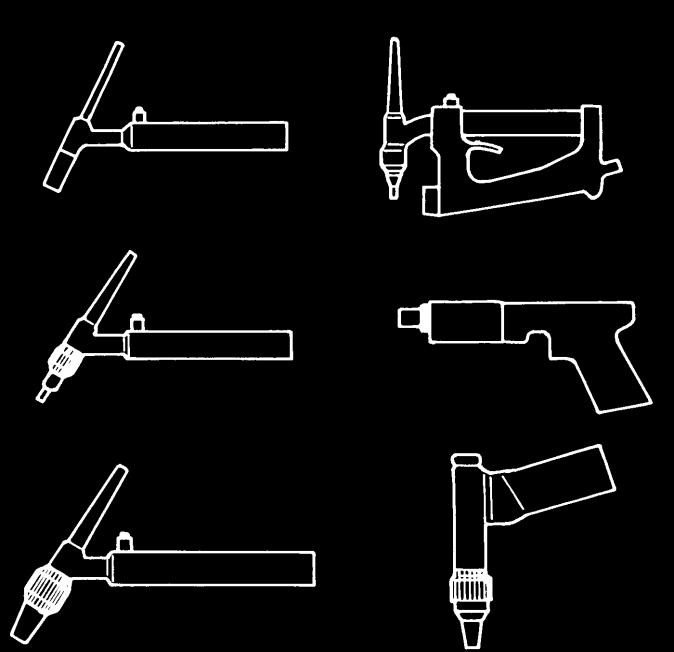
59 Bijzondere TIG toortsen 59


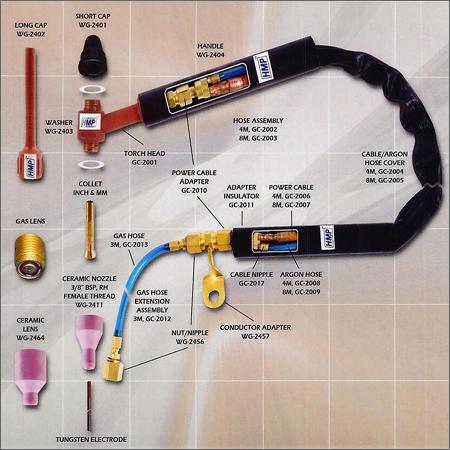
60 De TIG toorts : onderdelen 60


61 De TIG toorts : onderdelen Ø6 - Ø8 - Ø10 - Ø12 - Ø15 61




62 De TIG toorts met gaslens Debiet [l/min] = [diameter gascup] 62

63 De TIG toorts : wisselstukken 63


64 Het slangenpakket 64


65 Aansluitingen : (de)centraal centraal de-centraal 65
centraal 66")
66 Aansluitingen : (de)centraal 66



67 Water-gekoelde TIG toortsen 67


68 Accessoires 68

69 Accessoires 69

70 TIG lassen van aluminium Aluminium oxide film Al 2 O 3 T S = 2050 C No or insufficient destruction of the oxide film at simultaneous melting of aluminium Aluminium or aluminium alloy T S C High thermic stress by collision of electrons Destruction of the oxide film by collision of ions 70
 om een herontsteking van de boog te vergemakkelijken.")
71 AC lassen met de TIG boog Verenigen van 2 polariteiten : aangezien de boog bij elke nuldoorgang uitgaat, werd op de lasstroom traditioneel een hoogfrequentestroom toegevoegd (150 khz bij 1500 tot 2000 Ampère) om een herontsteking van de boog te vergemakkelijken. Moderne machines hebben nu impulsgeneratoren, die geen constante hoogfrequente spanning hebben, maar in plaats daarvan een afgevlakte sinusspanning leveren. Dit heeft het voordeel, dat het gevaar van storingen bij radio- en TV ontvangsten in de omgeving, veel geringer is en daardoor geen toestemming van de verantwoordelijke autoriteiten nodig is 71

72 AC lassen met de TIG boog 72

73 AC lassen met de TIG boog BALANS REGELING 73


74 AC lassen met de TIG boog 74
75 AC lassen met de TIG boog 40 Hz 50 Hz 120 Hz 60 Hz 75

76 TIG lassen van aluminium 76

77 TIG lassen van aluminium 77

78 Pulserend TIG lassen 0,5 10 Hz 78

79 Pulserend TIG lassen 79
 è hoge")
80 Pulserend TIG lassen CONSTANTE stroom (DC-) è lage voortloopsnelheid PULSERENDE stroom (DC-) è hoge voortloopsnelheid 80


81 Pulserend TIG lassen CONSTANTE stroom (DC-) è lage voortloopsnelheid è hogere graad van oxidatie PULSERENDE stroom (DC-) è hoge voortloopsnelheid è lagere graad van oxidatie 81 81

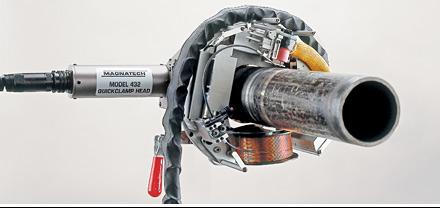
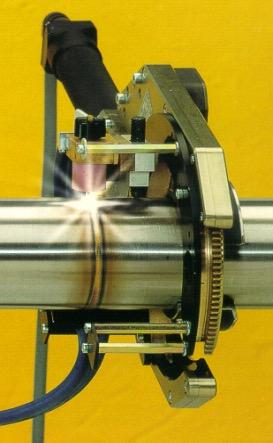
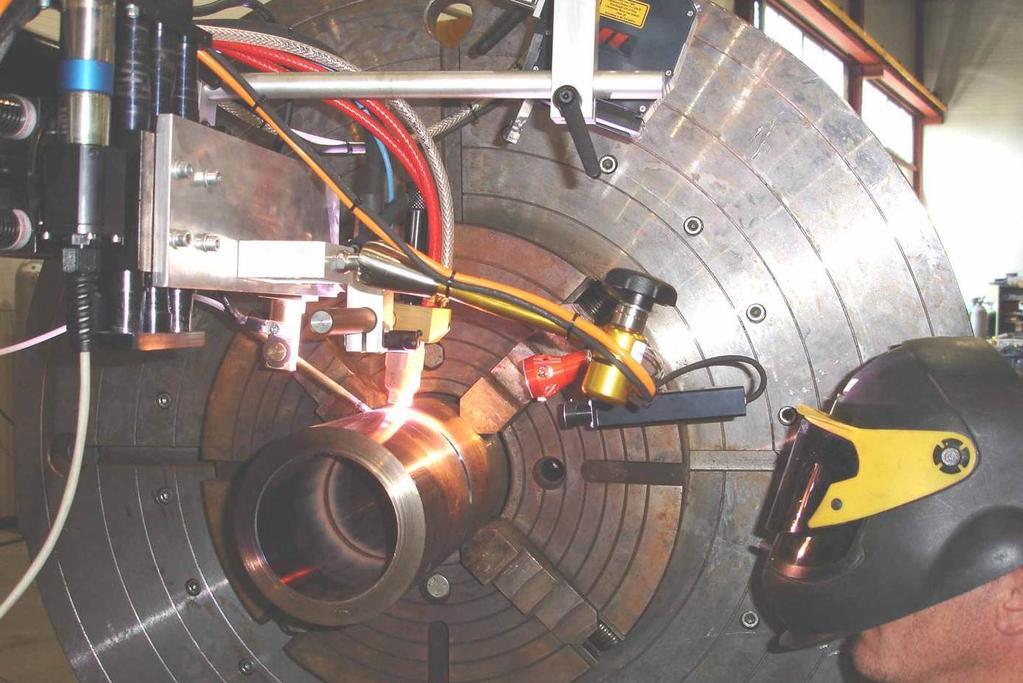
82 Orbitaal TIG lassen 82



83 Orbitaal TIG lassen 83

84 Orbitaal TIG lassen 84


85 Orbitaal TIG lassen 85


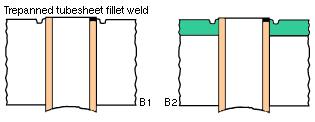
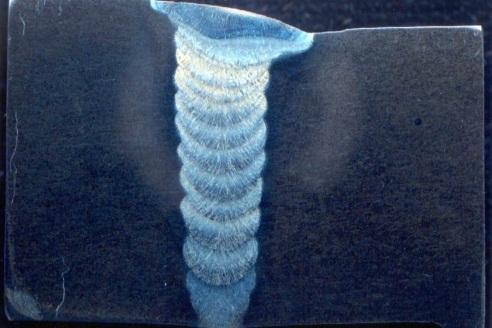
86 Orbitaal TIG lassen van RVS 86
 Hoog S-gehalte (> 0.")
87 Orbitaal TIG lassen van RVS Laag S-gehalte (< 0.01% PPM) Hoog S-gehalte (> 0.01% PPM) MARANGONI - effect 87

88 Narrow gap TIG lassen 88

89 Narrow gap TIG lassen 89


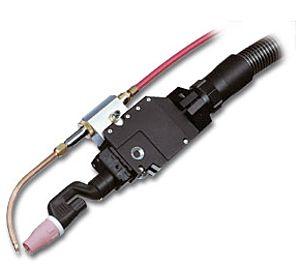
90 Cold wire TIG 90

91 Hot wire TIG 91


92 Hot wire TIG 92


93 Hot wire TIG 93


94 Mechanisering 94

95 Robotisering 95


96 Multi cathode opstelling 96

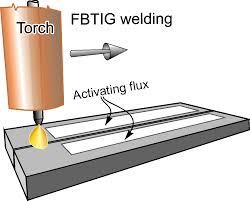
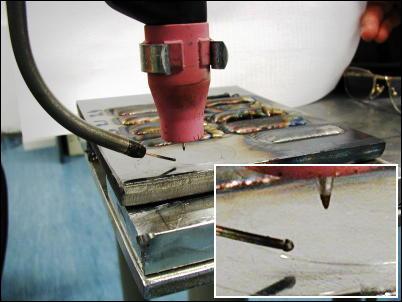
97 Activated TIG 97


98 Activated TIG 98





99 Micro TIG lassen 99
100 Toepasbaarheid van het TIG proces Toepassingen - Scheepsbouw - Staalconstructie - Drukvaten - Opslagtanks, boilers en pijpleidingen Materialen - (on)gelegeerd staal - Roestvast staal (CrNi) - Koper en koperlegeringen - Nikkel en nikkellegeringen - Titaan, Magnesium, Zirkoon, Tantaal - Aluminium - Ongelijksoortige verbindingen 100
101 WPS voor het TIG proces 101
102 WPS voor het TIG proces Belangrijke parameters - Stroom [A] - Spanning [V] - Gasdebiet [ltr./min] - Lassnelheid [cm/min] - Draadsnelheid [m/min] (gemechaniseerd TIG proces) - Heat input [kj/cm] Andere aspecten - Keuze van de elektrode - Beschermgas - Backing & trailing gas 102
103 Consumables voor het TIG lassen acc. to EN acc. to EN ISO acc. to EN ISO acc. to EN ISO Welding consumables - Rods, wires, deposits for tungsten inert gas welding of non-alloy and fine-grain steels - Classification Welding consumables - Wire electrodes, strip electrodes, wires and rods for fusion welding of stainless and heat resisting steels - Classification Welding consumables - Wire electrodes, wires, rods and deposits for gas-shielded arc welding of high strength steels - Classification Welding consumables - Wire electrodes, wires, rods and deposits for gas-shielded arc welding of creep-resisting steels - Classification acc. to EN ISO acc. to EN ISO Welding consumables - Wire electrodes, wires and rods for welding of aluminium and aluminium alloys - Classification Welding consumables - Wire and strip electrodes, wires and rods for fusion welding of nickel and nickel alloys - Classification 103
104 Praktische aspecten 104
105 Lasnaadvoorbereidingen - acc. to EN ISO , -3 Welding and allied processes - Recommendations for joint preparation Part 1: Manual metal-arc welding, gas-shielded metal-arc welding, gas welding, TIG welding and beam welding of steels Part 3: Metal inert gas welding and tungsten inert gas welding of aluminium and its alloys 105

106 Lasnaadvoorbereidingen V-joint I-joint Fillet joint 106

107 Lasnaadvoorbereidingen 107


108 Lasnaadvoorbereidingen 108
109 Lasfouten en imperfecties - acc. to EN ISO Welding and allied processes - Classification of geometric imperfections in metallic materials Part 1: Fusion welding - Classification of imperfections into 6 main groups - Cracks - Cavities - Solid inclusions - Lack of fusion and penetration - Imperfect shape and dimension - Miscellaneous imperfections 109
110 Lasfouten en imperfecties - acc. to EN ISO Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections - acc. to EN ISO Welding - Arc-welded joints in aluminium and its alloys - Quality levels for imperfections - Classification of size and quantity of imperfections, which are acceptable in constructions acc. to the stress / load of a construction - Limits of imperfections acc. to the stress / load of a construction 110
111 Wolfram insluitsels 111
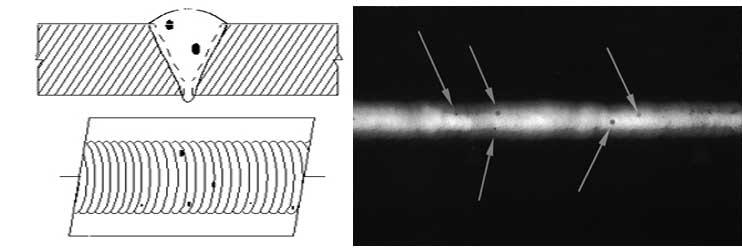
112 Porositeiten 112
113 Onvolledige doorlassing 113
114
AIR LIQUIDE Welding Plasma lassen
 AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
en wolframelektroden optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales.
 Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden beschikbaar, dit zowel voor
Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden beschikbaar, dit zowel voor
Apparatuur voor het TIG lassen
 Laskennis opgefrist (nr. 44) Apparatuur voor het TIG lassen In aflevering 14 (december 1999) van Laskennis opgefrist is het TIG lasproces al beschreven. Bij dit proces wordt in plaats van een beschermende
Laskennis opgefrist (nr. 44) Apparatuur voor het TIG lassen In aflevering 14 (december 1999) van Laskennis opgefrist is het TIG lasproces al beschreven. Bij dit proces wordt in plaats van een beschermende
Apparatuur voor het plasma lassen
 Laskennis opgefrist (nr. 45) Apparatuur voor het plasma lassen Het plasmalassen dankt zijn unieke kenmerken aan de constructie van de toorts. Evenals bij het TIG - lassen wordt de lasboog getrokken tussen
Laskennis opgefrist (nr. 45) Apparatuur voor het plasma lassen Het plasmalassen dankt zijn unieke kenmerken aan de constructie van de toorts. Evenals bij het TIG - lassen wordt de lasboog getrokken tussen
Principes van het MIG / MAG lassen IWS opleiding
 ONDERZOEK ADVIES OPLEIDING INFOTHEEK Principes van het MIG / MAG lassen IWS opleiding Ing. Tim Buyle, EWE, IWE 22.01.2018 1 Procesbenamingen 131 GMAW / MIG MIG 132 FCAW (inert) 133 FCAW (metal cored inert)
ONDERZOEK ADVIES OPLEIDING INFOTHEEK Principes van het MIG / MAG lassen IWS opleiding Ing. Tim Buyle, EWE, IWE 22.01.2018 1 Procesbenamingen 131 GMAW / MIG MIG 132 FCAW (inert) 133 FCAW (metal cored inert)
INHOUDSOPGAVE. Doel van het boek 4. Stap 1: Veiligheid 6. Stap 2: Wat is MIG/MAG lassen? 10
 INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
Plasma. Van Spijk De Scheper 260 5688 HP Oirschot. Tel. +31(0)499 57 18 10 Fax +31(0)499 57 57 95 www.vanspijk.nl
499 57 18 10 Fax +31(0)499 57 57 95 www.vanspijk.nl") Plasma Van Spijk De Scheper 260 5688 HP Oirschot Tel. +31(0)499 57 18 10 Fax +31(0)499 57 57 95 www.vanspijk.nl SNIJPROCESSEN - PLASMA SNIJDEN (Het proces en de apparatuur) Apparatuur voor het plasma lassen
Plasma Van Spijk De Scheper 260 5688 HP Oirschot Tel. +31(0)499 57 18 10 Fax +31(0)499 57 57 95 www.vanspijk.nl SNIJPROCESSEN - PLASMA SNIJDEN (Het proces en de apparatuur) Apparatuur voor het plasma lassen
WOLFRAM elektroden. Abicor BINZEL. optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales.
 WOLFRAM elektroden Abicor BINZEL. Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden
WOLFRAM elektroden Abicor BINZEL. Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden
Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen
 P.A. van Ingen") Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen afstudeerverslag P.A. van Ingen van: begeleider: I r. J.P. Zijp afstudeerhoogleraar: Prof. Dr. G. den Ouden
Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen afstudeerverslag P.A. van Ingen van: begeleider: I r. J.P. Zijp afstudeerhoogleraar: Prof. Dr. G. den Ouden
ARCAL GASWIJZER. Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten. Roestvaststaal. Aluminium legeringen
 ARCAL GASWIJZER Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten Roestvaststaal Aluminium legeringen Welk lasproces past u toe? MIG/MAG Laaggelegeerde staalsoorten TIG PLASMA Welk draadtype
ARCAL GASWIJZER Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten Roestvaststaal Aluminium legeringen Welk lasproces past u toe? MIG/MAG Laaggelegeerde staalsoorten TIG PLASMA Welk draadtype
Snijprocessen - Plasma snijden (Het proces en de apparatuur)
") Laskennis opgefrist (nr. 38) Snijprocessen - Plasma snijden (Het proces en de apparatuur) Sinds het ontstaan van plasma snijden wordt het gezien als een alternatief voor het autogene snijden. In deze "Laskennis
Laskennis opgefrist (nr. 38) Snijprocessen - Plasma snijden (Het proces en de apparatuur) Sinds het ontstaan van plasma snijden wordt het gezien als een alternatief voor het autogene snijden. In deze "Laskennis
INFOFICHES ROESTVAST STAAL [DEEL 4-3]
![INFOFICHES ROESTVAST STAAL [DEEL 4-3]](/thumbs/26/7454751.jpg "INFOFICHES ROESTVAST STAAL [DEEL 4-3]") INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
Lasprocessen voor metalen
 Laskennis opgefrist (nr. 7) Lasprocessen voor metalen Proces terminologie De geldende norm NEN-EN-ISO 4063:2000, getiteld 'Lassen en verwante processen Termen voor processen en referentienummers, kent
Laskennis opgefrist (nr. 7) Lasprocessen voor metalen Proces terminologie De geldende norm NEN-EN-ISO 4063:2000, getiteld 'Lassen en verwante processen Termen voor processen en referentienummers, kent
Lasprocessen - inleiding IWS
 ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
Ir. Roger Creten, EWE. gastdocent Lessius Mechelen. Lastek LGRN Puls MIG 1
 Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Apparatuur voor het MIG/MAG lassen
 Laskennis opgefrist (nr. 43) Apparatuur voor het MIG/MAG lassen Het MIG/MAG proces is een veelzijdig proces dat toepasbaar is voor het lassen van zowel dunne plaat als dikwandige werkstukken. Er zijn diverse
Laskennis opgefrist (nr. 43) Apparatuur voor het MIG/MAG lassen Het MIG/MAG proces is een veelzijdig proces dat toepasbaar is voor het lassen van zowel dunne plaat als dikwandige werkstukken. Er zijn diverse
Fred Neessen. Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel?
 2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
Onder poeder lassen. Laskennis opgefrist (nr. 15) Proces beschrijving. Lasparameters
 Proces beschrijving. Lasparameters") Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
INFOFICHES RVS [DEEL 4-2]
![INFOFICHES RVS [DEEL 4-2]](/thumbs/26/7809101.jpg "INFOFICHES RVS [DEEL 4-2]") ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
Vandaag lassen met technologie van morgen. Arc. Q-Spot Q-START MULTITACK DYNAMIC ARC. Rowig 220 T
 Vandaag lassen met technologie van morgen Arc DYNAMIC ARC MULTITACK Q-Spot Rowig 220 T Rowig 220 T: Applications Dankzij zijn afmetingen en de verhouding gewicht-power/duty cyclus is de 220T de beste optie
Vandaag lassen met technologie van morgen Arc DYNAMIC ARC MULTITACK Q-Spot Rowig 220 T Rowig 220 T: Applications Dankzij zijn afmetingen en de verhouding gewicht-power/duty cyclus is de 220T de beste optie
MIG/MAG-lassen met massieve draad
 Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Kemppi Benelux B.V Johan van Lenten
 Productiviteit & kwaliteit Kemppi Benelux B.V. 2017 Johan van Lenten Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipes Hoger procesrendement & lager afkeurpercentage Wij
Productiviteit & kwaliteit Kemppi Benelux B.V. 2017 Johan van Lenten Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipes Hoger procesrendement & lager afkeurpercentage Wij
BIL-KATERN LASPROCESSEN VOORLICHTINGSFICHE ALUMINIUM DEEL IV
 LASPROCESSEN VOORLICHTINGSFICHE ALUMINIUM DEEL IV In deze vierde voorlichtingsfiche rond aluminium vindt u het vervolg op TIG-lassen (lasuitvoering, lasfouten, insluitsels en andere lasfouten) en het eerste
LASPROCESSEN VOORLICHTINGSFICHE ALUMINIUM DEEL IV In deze vierde voorlichtingsfiche rond aluminium vindt u het vervolg op TIG-lassen (lasuitvoering, lasfouten, insluitsels en andere lasfouten) en het eerste
Het CMT-proces (Cold Metal Transfer)
") Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Workshop MIG/MAG-gevorderden RVS en Aluminium
 Workshop MIG/MAG-gevorderden RVS en Aluminium Leo Vermeulen (IWE) 1 Workshop MIG/MAG-lassen Procesprincipe MIG/MAG lassen, procesaanduidingen Stroombronnen en boogtypen Beschermgassoorten Toevoegmaterialen
Workshop MIG/MAG-gevorderden RVS en Aluminium Leo Vermeulen (IWE) 1 Workshop MIG/MAG-lassen Procesprincipe MIG/MAG lassen, procesaanduidingen Stroombronnen en boogtypen Beschermgassoorten Toevoegmaterialen
Gezondheid, veiligheid en het voorkomen van ongevallen -
 Laskennis opgefrist (nr. 47) Gezondheid, veiligheid en het voorkomen van ongevallen - gezondheidsrisico's ten gevolge van rook en gassen gedurende het lassen De hoeveelheid en de samenstelling van de lasrook
Laskennis opgefrist (nr. 47) Gezondheid, veiligheid en het voorkomen van ongevallen - gezondheidsrisico's ten gevolge van rook en gassen gedurende het lassen De hoeveelheid en de samenstelling van de lasrook
TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]
![TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]](/thumbs/32/15554649.jpg "TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]") TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS
 Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS Een prima eindresultaat in beider belang. De technologische vorderingen op het gebied van RVS-processen nemen alsmaar toe.
Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS Een prima eindresultaat in beider belang. De technologische vorderingen op het gebied van RVS-processen nemen alsmaar toe.
Proces nummers EN ISO 4063: 2009
 Proces nummers EN ISO 4063: 2009 Arc welding 1 Booglassen Metal-arc welding 101 Metaalbooglassen Metal-arc welding without gas protection 11 Booglassen zonder gasbescherming Manual metal-arc welding 111
Proces nummers EN ISO 4063: 2009 Arc welding 1 Booglassen Metal-arc welding 101 Metaalbooglassen Metal-arc welding without gas protection 11 Booglassen zonder gasbescherming Manual metal-arc welding 111
MISON beschermgassen: met het oog op het werkgebied van uw lassers.
 MISON beschermgassen: met het oog op het werkgebied van uw lassers. Ons assortiment MISON beschermgassen is een probaat middel om te zorgen dat lastige gaskeuzes gewoon niet meer hoeven. MISON is een serie
MISON beschermgassen: met het oog op het werkgebied van uw lassers. Ons assortiment MISON beschermgassen is een probaat middel om te zorgen dat lastige gaskeuzes gewoon niet meer hoeven. MISON is een serie
OEFENVRAGEN MIG/MAG STAAL niv. 1
 OEFENVRAGEN MIG/MAG STAAL niv. 1 Vraag 1. Helium en argon zijn. 1. In zuivere toestand geschikte beschermgassen voor het 2. MIG-lassen van staal. 3. Actieve gassen; ze vormen de voornaamste bestanddelen
OEFENVRAGEN MIG/MAG STAAL niv. 1 Vraag 1. Helium en argon zijn. 1. In zuivere toestand geschikte beschermgassen voor het 2. MIG-lassen van staal. 3. Actieve gassen; ze vormen de voornaamste bestanddelen
NEDERLANDS INSTITUUT VOOR LASTECHNIEK
 NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
DE NIEUWE ISO 15614-1 DE TUSSEN STAND OP 5 NOVEMBER 2014.
 DE TUSSEN STAND OP 5 NOVEMBER 2014. Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN 288-3 : 1992. - ISO 15614-1 : 2004 - ISO 15614-1 : waarschijnlijk medio 2015. - Dan al te gebruiken
DE TUSSEN STAND OP 5 NOVEMBER 2014. Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN 288-3 : 1992. - ISO 15614-1 : 2004 - ISO 15614-1 : waarschijnlijk medio 2015. - Dan al te gebruiken
Theorie internationaal lasser
 Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Beoordeling Effectiviteit Afgezogen Lastoorts
 Beoordeling Effectiviteit Afgezogen Lastoorts Frans van Megroot Shell Health April 2019 Achtergrond / kader Scriptie opdracht AH opleiding PHOV Geen regulier blootstellingsonderzoek Voorgeschiedenis met
Beoordeling Effectiviteit Afgezogen Lastoorts Frans van Megroot Shell Health April 2019 Achtergrond / kader Scriptie opdracht AH opleiding PHOV Geen regulier blootstellingsonderzoek Voorgeschiedenis met
Maximale productiviteit
 Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
XTS 203 Handleiding. Nederlands
 XTS 203 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTS 203 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTI-203 MMA INVERTER. Handleiding. T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! XTI-203 MMA Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Handleiding 1 Welkom! XTI-203 MMA Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Geometrische afwijkingen - deel 1
 Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
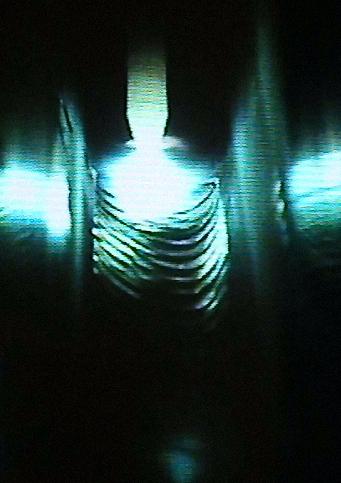
Zicht op lasboogsystemen dankzij lichtboogprojector.
 Zicht op lasboogsystemen dankzij lichtboogprojector. 2 Inzet lichtboogprojector verheldert het inzicht in uw lasboogsystemen. De lichtboogprojector maakt de gevolgen van diverse invloedsfactoren op het
Zicht op lasboogsystemen dankzij lichtboogprojector. 2 Inzet lichtboogprojector verheldert het inzicht in uw lasboogsystemen. De lichtboogprojector maakt de gevolgen van diverse invloedsfactoren op het
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten. Lasproeven op dunne plaat
 Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
XTS 403 Handleiding. Nederlands
 XTS 403 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTS 403 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
7 Gebruiken van snijbranders en plasmasnijders Inhoud
 7 Gebruiken van snijbranders en plasmasnijders Inhoud Wat is het?... 1 Waarmee doe je het?... 1 Hoe werk je met een autogeenlasinstallatie?... 4 Hoe onderhoud je een autogeen lasinstallatie en een snijbrander?...
7 Gebruiken van snijbranders en plasmasnijders Inhoud Wat is het?... 1 Waarmee doe je het?... 1 Hoe werk je met een autogeenlasinstallatie?... 4 Hoe onderhoud je een autogeen lasinstallatie en een snijbrander?...
ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid
 ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid Het ultieme hoge-productiviteits proces. STRENGTH THROUGH COOPERATION ESAB Swift Arc Transfer (SAT TM ) ESAB Swift Arc Transfer (SAT
ESAB Swift Arc Transfer TM MAG-lassen met zeer hoge voortloopsnelheid Het ultieme hoge-productiviteits proces. STRENGTH THROUGH COOPERATION ESAB Swift Arc Transfer (SAT TM ) ESAB Swift Arc Transfer (SAT
Vereniging FME-CWM vereniging van ondernemers in de technologisch-industriële sector
 TIG- en plasmalassen vm 81 Vereniging FME-CWM vereniging van ondernemers in de technologisch-industriële sector Boerhaavelaan 40 Postbus 190, 2700 AD Zoetermeer Telefoon: (079) 353 11 00 Telefax: (079)
TIG- en plasmalassen vm 81 Vereniging FME-CWM vereniging van ondernemers in de technologisch-industriële sector Boerhaavelaan 40 Postbus 190, 2700 AD Zoetermeer Telefoon: (079) 353 11 00 Telefax: (079)
WiseRoot ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot ZEER EFFICIËNT LASSEN VAN GRONDLAGEN 28.09.2019 WiseRoot ZEER EFFICIËNT LASSEN VAN GRONDLAGEN WiseRoot is een geoptimaliseerd kortsluitbooglasproces voor het lassen van grondlagen zonder smeltbadondersteuning.
WiseRoot ZEER EFFICIËNT LASSEN VAN GRONDLAGEN 28.09.2019 WiseRoot ZEER EFFICIËNT LASSEN VAN GRONDLAGEN WiseRoot is een geoptimaliseerd kortsluitbooglasproces voor het lassen van grondlagen zonder smeltbadondersteuning.
Hoofdstuk 1 MIG/MAG Lassen. Ben Buijsrogge ; Annemieke van Ingen. CC Naamsvermelding 3.0 Nederland licentie. https://maken.wikiwijs.
 Auteurs Ben Buijsrogge ; Annemieke van Ingen Laatst gewijzigd Licentie Webadres 20 mei 2015 CC Naamsvermelding 3.0 Nederland licentie https://maken.wikiwijs.nl/60442 Dit lesmateriaal is gemaakt met Wikiwijs
Auteurs Ben Buijsrogge ; Annemieke van Ingen Laatst gewijzigd Licentie Webadres 20 mei 2015 CC Naamsvermelding 3.0 Nederland licentie https://maken.wikiwijs.nl/60442 Dit lesmateriaal is gemaakt met Wikiwijs
T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze handleiding
Handleiding 1 Welkom! Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze handleiding
Toelichting bij : ISO14341 voor massieve draad ISO voor vuldraden. Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL
 Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553.
 1. Normering. De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553. 2. Basisvorm van de aanduiding. Bestaande uit 2 delen: Pijl
1. Normering. De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553. 2. Basisvorm van de aanduiding. Bestaande uit 2 delen: Pijl
XTT 182DV. Handleiding. Nederlands
 XTT 182DV Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTT 182DV Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
Praktische tips MIG lassen Aluminium. Beschermgassen! Marco Ameye, EWE
 Praktische tips MIG lassen Aluminium. Beschermgassen! Marco Ameye, EWE Inhoud Wie is Air Products Helium toevoeging voor pulserend MIG lassen van aluminium Belang van gebruik van juiste gasslangen De demo
Praktische tips MIG lassen Aluminium. Beschermgassen! Marco Ameye, EWE Inhoud Wie is Air Products Helium toevoeging voor pulserend MIG lassen van aluminium Belang van gebruik van juiste gasslangen De demo
Hoofdstuk 1 MIG/MAG Lassen. Ben Buijsrogge ; CC Naamsvermelding 3.0 Nederland licentie.
 Auteurs Ben Buijsrogge ; Laatst gewijzigd Licentie Webadres 20 May 2015 CC Naamsvermelding 3.0 Nederland licentie http://maken.wikiwijs.nl/60442 Dit lesmateriaal is gemaakt met Wikiwijsleermiddelenplein.
Auteurs Ben Buijsrogge ; Laatst gewijzigd Licentie Webadres 20 May 2015 CC Naamsvermelding 3.0 Nederland licentie http://maken.wikiwijs.nl/60442 Dit lesmateriaal is gemaakt met Wikiwijsleermiddelenplein.
Alles over aluminium. Beschermgassen voor al uw las- en snijprocessen.
 Alles over aluminium. Beschermgassen voor al uw las- en snijprocessen. 2 Een prima eindresultaat in beider belang. De kwaliteit en de efficiency van het lassen van aluminium hebben alles te maken met een
Alles over aluminium. Beschermgassen voor al uw las- en snijprocessen. 2 Een prima eindresultaat in beider belang. De kwaliteit en de efficiency van het lassen van aluminium hebben alles te maken met een
Symbolen weergave op tekeningen Las- en soldeerverbindingen
 Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN 16.12.2017 WiseRoot+ PRODUCTIEF EN KWALITATIEF HOOGWAARDIG MIG- LASPROCES WiseRoot+ is een geoptimaliseerd kortsluitbooglasproces voor het lassen van grondlagen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN 16.12.2017 WiseRoot+ PRODUCTIEF EN KWALITATIEF HOOGWAARDIG MIG- LASPROCES WiseRoot+ is een geoptimaliseerd kortsluitbooglasproces voor het lassen van grondlagen
11. Lastoevoegmateriaal
 Er zijn ontelbaar veel verschillende soorten lasdraden, elektrode en overig toevoegmateriaal. In dit productboek staan de meest voorkomende en gangbare artikelen opgenomen. Staat uw toevoegmateriaal er
Er zijn ontelbaar veel verschillende soorten lasdraden, elektrode en overig toevoegmateriaal. In dit productboek staan de meest voorkomende en gangbare artikelen opgenomen. Staat uw toevoegmateriaal er
XTS 162 XTS 162DV XTS 202
 XTS 162 XTS 162DV XTS 202 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM!
XTS 162 XTS 162DV XTS 202 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM!
INHOUDSOPGAVE MIG/TIG
 INHOUDSOPGAVE MIG/TIG Weldsafe elektrodeslijper 22 Wolfraam elektroden 24 Anti-spat 26 Wolfraam slijphouder 28 Handy Pen 28 CO2 draadkniptangen 28 Weldsafe MIG lastoortsen 30 Weldsafe TIG toortsen 44 productgroep
INHOUDSOPGAVE MIG/TIG Weldsafe elektrodeslijper 22 Wolfraam elektroden 24 Anti-spat 26 Wolfraam slijphouder 28 Handy Pen 28 CO2 draadkniptangen 28 Weldsafe MIG lastoortsen 30 Weldsafe TIG toortsen 44 productgroep
MIG lassen van Aluminium en Aluminiumlegeringen. Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals
 MIG lassen van Aluminium en Aluminiumlegeringen Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals Lassen van Al en Al-legeringen Lassen van Aluminium lassen van
MIG lassen van Aluminium en Aluminiumlegeringen Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals Lassen van Al en Al-legeringen Lassen van Aluminium lassen van
Vragen. Vragen. De basistechniek van het lassen
 De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
Onze Integra cilinders. Een veiliger concept voor lassen, snijden en solderen
 Onze Integra cilinders Een veiliger concept voor lassen, snijden en solderen Kleiner, lichter, gemakkelijker, en ze gaan vaak langer mee dan traditionele cilinders Veiliger op de werkplek Minder risico
Onze Integra cilinders Een veiliger concept voor lassen, snijden en solderen Kleiner, lichter, gemakkelijker, en ze gaan vaak langer mee dan traditionele cilinders Veiliger op de werkplek Minder risico
Apparatuur voor het Onderpoeder lassen
 Laskennis opgefrist (nr. 16) Apparatuur voor het Onderpoeder lassen Het onderpoederlassen kan vergeleken worden met het MIG-lassen: er wordt een boog onderhouden tussen een continue aangevoerde draadelektrode
Laskennis opgefrist (nr. 16) Apparatuur voor het Onderpoeder lassen Het onderpoederlassen kan vergeleken worden met het MIG-lassen: er wordt een boog onderhouden tussen een continue aangevoerde draadelektrode
Lasmethodekwalificaties voor aluminium. Ir. Leen Dezillie, IWE
 Lasmethodekwalificaties voor aluminium Ir. Leen Dezillie, IWE Waarom? Noodzakelijk? Eerder bewezen technologie? Eis uit EN 1090? 17 mei 2016 2 Opgelegde proeven EN ISO 15614-2 3 aanvaardbaarheidscriteria
Lasmethodekwalificaties voor aluminium Ir. Leen Dezillie, IWE Waarom? Noodzakelijk? Eerder bewezen technologie? Eis uit EN 1090? 17 mei 2016 2 Opgelegde proeven EN ISO 15614-2 3 aanvaardbaarheidscriteria
Maxx gassen. Optimale productiviteit, minder afkeur en een gezondere werkomgeving
 Maxx gassen Optimale productiviteit, minder afkeur en een gezondere werkomgeving Speciaal ontworpen voor MAG-lassen van koolstofstaal, koolstofmangaanstaal en laaggelegeerde staalsoorten garanderen de
Maxx gassen Optimale productiviteit, minder afkeur en een gezondere werkomgeving Speciaal ontworpen voor MAG-lassen van koolstofstaal, koolstofmangaanstaal en laaggelegeerde staalsoorten garanderen de
Het lassen met beklede elektroden
 Laskennis opgefrist (nr. 26) Het lassen met beklede elektroden Het lassen met een elektrische boog is voor het eerst ontdekt door Sir Humphrey Davy in 1801. Het eerst patent werd verleend aan de Engelsman
Laskennis opgefrist (nr. 26) Het lassen met beklede elektroden Het lassen met een elektrische boog is voor het eerst ontdekt door Sir Humphrey Davy in 1801. Het eerst patent werd verleend aan de Engelsman
De boog van de toekomst...
 De boog van de toekomst... Intelligent revolution Gebruik van kennis Perfecte communicatie INTELLIGENTIE Instelbaarheid Oplossingen voor complexe taken Totaal nieuw Snelheid R EVOLUTIE Intelligent systeem
De boog van de toekomst... Intelligent revolution Gebruik van kennis Perfecte communicatie INTELLIGENTIE Instelbaarheid Oplossingen voor complexe taken Totaal nieuw Snelheid R EVOLUTIE Intelligent systeem
Welke lastechniek? 2015 Motiv Tools Autogereedschap.com
 Lassen, weet waar u aan begint: MIG/MAG/MMA lassen is snel te leren en met een niet al te dure machine zijn professionele resultaten haalbaar. Zeker als u een oldtimer opknapt, of uw youngtimer laswerk
Lassen, weet waar u aan begint: MIG/MAG/MMA lassen is snel te leren en met een niet al te dure machine zijn professionele resultaten haalbaar. Zeker als u een oldtimer opknapt, of uw youngtimer laswerk
XTI-181DV DC TIG INVERTER. Handleiding. T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! XTI-181DV DC Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Handleiding 1 Welkom! XTI-181DV DC Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Normpakket: Lassen A-Z
 CEN ISO/TR 15608 Welding - Guidelines for a metallic materials grouping system /TR 15608:2013) CEN ISO/TR 20172 Lassen - Groepsindelingen voor materialen - Europese materialen /TR 20172:2009) CEN ISO/TR
CEN ISO/TR 15608 Welding - Guidelines for a metallic materials grouping system /TR 15608:2013) CEN ISO/TR 20172 Lassen - Groepsindelingen voor materialen - Europese materialen /TR 20172:2009) CEN ISO/TR
$!&! ! " # $%! & % ' ( ) " &$ * ' # + *,% # * - #. (. + # / 0,$# (' + # ,$# &1 # 2 ,$# # 3)2 2 4 5 2 % "5 + # ) 6 & & % 7.. # + &% # 8 9 6 9 :
 &$ * ' # + *,% # * - #. (. + # / 0,$# (' + # ,$# &1 # 2 ,$# # 3)2 2 4 5 2 % 5 + # ) 6 & & % 7.. # + &% # 8 9 6 9 :") !!" !&!! "! & ' ( ) " & * ' + *,, * -. (. + / 0, (' +,, &1 2,, 3)2 2 4 5 2 "5 + ) 6 & & 7.. + & 8 9 6 9 : 8 ' 0" + - 1 ) & 5 + ; & +< = ) 5" + - >!, / 8 55 + ; ; 2 * & ( / 7' " ; '. '0 + / ; *? 5 * * *
!!" !&!! "! & ' ( ) " & * ' + *,, * -. (. + / 0, (' +,, &1 2,, 3)2 2 4 5 2 "5 + ) 6 & & 7.. + & 8 9 6 9 : 8 ' 0" + - 1 ) & 5 + ; & +< = ) 5" + - >!, / 8 55 + ; ; 2 * & ( / 7' " ; '. '0 + / ; *? 5 * * *
Lasmechanisatie. complex of toch nog eenvoudig
 Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
Alles over beschermgassen. LGW Bijeenkomst Uitgeest 22 November 2018
 Alles over beschermgassen LGW Bijeenkomst Uitgeest 22 November 2018 Introductie Martin Majoor IWP/IWT Adviseur Las en Snij Applicaties LDR lid sinds 2001 3 Programma Introductie Linde Gas Eigenschappen
Alles over beschermgassen LGW Bijeenkomst Uitgeest 22 November 2018 Introductie Martin Majoor IWP/IWT Adviseur Las en Snij Applicaties LDR lid sinds 2001 3 Programma Introductie Linde Gas Eigenschappen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
03. TIG lastoortsen. TIG Lastoortsen
 TIG Lastoortsen De ABITIG CLASSIC toortsen zijn een verdere evolutie van de wereldwijd bekende SRT-toortsen. Alle toortsen, lucht- en vloeistof gekoeld, zijn uitgerust met dezelfde ergonomische handgreep
TIG Lastoortsen De ABITIG CLASSIC toortsen zijn een verdere evolutie van de wereldwijd bekende SRT-toortsen. Alle toortsen, lucht- en vloeistof gekoeld, zijn uitgerust met dezelfde ergonomische handgreep
A3 MIG Rail System 2500
 KEMPPI K3 LASAPPARATUUR A3 MIG Rail System 2500 EENVOUDIGE EFFICIËNTIE 22.01.2019 A3 MIG Rail System 2500 EEN COMPACTE MECHANISERINGSOPLOSSING MET ACCUVOEDING VOOR MIG-LASSEN Het A3 MIG Rail System 2500
KEMPPI K3 LASAPPARATUUR A3 MIG Rail System 2500 EENVOUDIGE EFFICIËNTIE 22.01.2019 A3 MIG Rail System 2500 EEN COMPACTE MECHANISERINGSOPLOSSING MET ACCUVOEDING VOOR MIG-LASSEN Het A3 MIG Rail System 2500
NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING
 NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING D - 16 TOEVOEGMETAAL VOOR HET LASSEN IN EEN ATMOSFEER VAN INERT GAS VAN ALUMINIUMLEGERINGEN Al Mg Heruitgave Deze versie werd niet gewijzigd,
NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING D - 16 TOEVOEGMETAAL VOOR HET LASSEN IN EEN ATMOSFEER VAN INERT GAS VAN ALUMINIUMLEGERINGEN Al Mg Heruitgave Deze versie werd niet gewijzigd,
Lastechnologie. G. den Ouden VSSD
 Lastechnologie Lastechnologie G. den Ouden VSSD 4 VSSD Eerste druk 1987 Derde druk 1993-2006 Uitgegeven door: VSSD Leeghwaterstraat 42, 2628 CA Delft, The Netherlands tel. + 31 15 2782124, telefax +31
Lastechnologie Lastechnologie G. den Ouden VSSD 4 VSSD Eerste druk 1987 Derde druk 1993-2006 Uitgegeven door: VSSD Leeghwaterstraat 42, 2628 CA Delft, The Netherlands tel. + 31 15 2782124, telefax +31
Autogeen snijden. Het proces en de gassen
 Laskennis opgefrist (nr. 36) Autogeen snijden. Het proces en de gassen Het autogeensnijden is in de metaalindustrie nog altijd het meest toegepaste thermische snijproces. Deze populariteit ontleent het
Laskennis opgefrist (nr. 36) Autogeen snijden. Het proces en de gassen Het autogeensnijden is in de metaalindustrie nog altijd het meest toegepaste thermische snijproces. Deze populariteit ontleent het
Gutsen met beklede elektroden
 Laskennis opgefrist (nr. 18) Gutsen met beklede elektroden Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op
Laskennis opgefrist (nr. 18) Gutsen met beklede elektroden Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op
Lastechnologie. G. den Ouden VSSD
 Lastechnologie Lastechnologie G. den Ouden VSSD 4 VSSD Eerste druk 1987 Derde druk 1993-2006 Uitgegeven door: VSSD Leeghwaterstraat 42, 2628 CA Delft, The Netherlands tel. + 31 15 2782124, telefax +31
Lastechnologie Lastechnologie G. den Ouden VSSD 4 VSSD Eerste druk 1987 Derde druk 1993-2006 Uitgegeven door: VSSD Leeghwaterstraat 42, 2628 CA Delft, The Netherlands tel. + 31 15 2782124, telefax +31
Dag 2 MTB-technics. Dinsdag
 Dag 2 MTB-technics Dinsdag Vandaag heb ik gewerkt aan een omheining voor een klant. Gisteren heb ik de 21 palen gezaagd op juiste maat die dan in de grond komen. vandaag heb ik alle kanten van de palen
Dag 2 MTB-technics Dinsdag Vandaag heb ik gewerkt aan een omheining voor een klant. Gisteren heb ik de 21 palen gezaagd op juiste maat die dan in de grond komen. vandaag heb ik alle kanten van de palen
Hygiënische lassen. Leo Vermeulen / Michel Voorhout. Hygiënische lassen 4 oktober
 Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
GELD SPAREN DOOR HERSTELLASSEN
 GELD SPAREN DOOR HERSTELLASSEN Introductie Soudokay Praktijkvoorbeeld staal industrie Praktijkvoorbeeld cement industrie Introductie Soudokay Praktijkvoorbeeld CCR Praktijkvoorbeeld Vertical Mills Soudokay
GELD SPAREN DOOR HERSTELLASSEN Introductie Soudokay Praktijkvoorbeeld staal industrie Praktijkvoorbeeld cement industrie Introductie Soudokay Praktijkvoorbeeld CCR Praktijkvoorbeeld Vertical Mills Soudokay
Technische ondersteuning en advies op maat
 Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
INHOUDSOPGAVE. Inverter lasapparatuur. Inhoudsopgave 1
 INHOUDSOPGAVE Inverter lasapparatuur TIG lasapparatuur AC/DC... 2 Cebora TIG Sound 1531/M AC/DC... 2 Cebora TIG Sound 2240/M AC/DC... 3 Cebora TIG EVO 260/T AC/DC Synergic... 4 Cebora TIG EVO 330/T AC/DC
INHOUDSOPGAVE Inverter lasapparatuur TIG lasapparatuur AC/DC... 2 Cebora TIG Sound 1531/M AC/DC... 2 Cebora TIG Sound 2240/M AC/DC... 3 Cebora TIG EVO 260/T AC/DC Synergic... 4 Cebora TIG EVO 330/T AC/DC
Materialen. Introductie over Metaal:
 Introductie over Metaal: Wat is metaal Winning Structuur Eigenschappen Soorten metaal Methoden van bewerken Methoden van behandelen Metaalproducten Voordelen/nadelen Zuivere metalen IJzer Aluminium Koper
Introductie over Metaal: Wat is metaal Winning Structuur Eigenschappen Soorten metaal Methoden van bewerken Methoden van behandelen Metaalproducten Voordelen/nadelen Zuivere metalen IJzer Aluminium Koper
WHITEPAPER (ROBOT)LASSEN
LASSEN") WHITEPAPER (ROBOT)LASSEN Every Part Counts! Dumaco is dé speler op het gebied van plaatbewerkingen. Wij beschikken over zes productielocaties waarmee wij zowel lokale markten als de Benelux bedienen. 1.
WHITEPAPER (ROBOT)LASSEN Every Part Counts! Dumaco is dé speler op het gebied van plaatbewerkingen. Wij beschikken over zes productielocaties waarmee wij zowel lokale markten als de Benelux bedienen. 1.
Koolboog Gutsen. Laskennis opgefrist (nr. 21)
") Laskennis opgefrist (nr. 21) Koolboog Gutsen Het grote verschil tussen deze gutstechniek en de andere technieken is dat een aparte luchtstroom wordt gebruikt om het gesmolten metaal uit de gevormde groef
Laskennis opgefrist (nr. 21) Koolboog Gutsen Het grote verschil tussen deze gutstechniek en de andere technieken is dat een aparte luchtstroom wordt gebruikt om het gesmolten metaal uit de gevormde groef
Presenteert... Het gebruik van vuldraden : 28 mei 2013
 Presenteert... Het gebruik van vuldraden : 28 mei 2013 = staalband + poedermengsel Principe van een omgekeerde elektrode 1. KOOLSTOFSTAAL OK TUBROD 14.13 PZ 6113 OK TUBROD 15.00 2. ROESTVASTSTAAL Shield-Bright
Presenteert... Het gebruik van vuldraden : 28 mei 2013 = staalband + poedermengsel Principe van een omgekeerde elektrode 1. KOOLSTOFSTAAL OK TUBROD 14.13 PZ 6113 OK TUBROD 15.00 2. ROESTVASTSTAAL Shield-Bright
Lassen van koper en haar legeringen
 Laskennis opgefrist (nr. 12) Lassen van koper en haar legeringen De geschiedenis van koper gaat terug tot vóór 4500 jaar voor Christus. In oude Egyptische documenten werd dit metaal aangeduid met een symbool
Laskennis opgefrist (nr. 12) Lassen van koper en haar legeringen De geschiedenis van koper gaat terug tot vóór 4500 jaar voor Christus. In oude Egyptische documenten werd dit metaal aangeduid met een symbool
SOLDEREN & LASSEN KLUSWIJZER
 SOLDEREN & LASSEN Deze Kluswijzer geeft een overzicht van de verschillende technieken en toepassingen van solderen en lassen. Ook wordt een stap-voor-stap beschrijving van solderen en elektrisch lassen
SOLDEREN & LASSEN Deze Kluswijzer geeft een overzicht van de verschillende technieken en toepassingen van solderen en lassen. Ook wordt een stap-voor-stap beschrijving van solderen en elektrisch lassen
RICHTLIJNEN VOOR HET KIEZEN VAN EEN DOE-HET-ZELF LASAPPARAAT
 RICHTLIJNEN VOOR HET KIEZEN VAN EEN DOE-HET-ZELF LASAPPARAAT WELCO 120 C3156215 WELCO TURBO 210 C3156176 WELCO TURBO 300 C3156230 INVERTER X1300 C3156255 INVERTER X1600 C3156265 WELCOMATIC 141+ C3165697
RICHTLIJNEN VOOR HET KIEZEN VAN EEN DOE-HET-ZELF LASAPPARAAT WELCO 120 C3156215 WELCO TURBO 210 C3156176 WELCO TURBO 300 C3156230 INVERTER X1300 C3156255 INVERTER X1600 C3156265 WELCOMATIC 141+ C3165697
Zin én Onzin over Laskostenbeheersing
 Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
INHOUDSOPGAVE. Inverter lasapparatuur. Inhoudsopgave 1
 INHOUDSOPGAVE Inverter lasapparatuur TIG lasapparatuur AC/DC... 2 Cebora TIG Sound 1531/M AC/DC... 2 Cebora TIG Sound 2240/M AC/DC... 3 Cebora TIG Sound 2641/T AC/DC Synergic... 4 Cebora TIG Sound 3341/T
INHOUDSOPGAVE Inverter lasapparatuur TIG lasapparatuur AC/DC... 2 Cebora TIG Sound 1531/M AC/DC... 2 Cebora TIG Sound 2240/M AC/DC... 3 Cebora TIG Sound 2641/T AC/DC Synergic... 4 Cebora TIG Sound 3341/T
MIG/MAG LASSEN TOORTSEN EN TOEBEHOREN VOOR MIG/MAG LASSEN
 MIG/MAG LASSEN MIG/MAG LASSEN TOORTSEN EN TOEBEHOREN VOOR MIG/MAG -LASSEN VOOR MIG/MAG LASSEN MIG/MAG toortsen (LGS2)........................................................... 82 tot 8 Kontakttips CuCrZr
MIG/MAG LASSEN MIG/MAG LASSEN TOORTSEN EN TOEBEHOREN VOOR MIG/MAG -LASSEN VOOR MIG/MAG LASSEN MIG/MAG toortsen (LGS2)........................................................... 82 tot 8 Kontakttips CuCrZr
HERSTELLEN EN VERBETEREN VAN ONDERDELEN D.M.V. LASERCLADDEN.» J. Lambrecht» Laser Cladding Venture
 HERSTELLEN EN VERBETEREN VAN ONDERDELEN D.M.V. LASERCLADDEN» J. Lambrecht» Laser Cladding Venture LASERCLADDEN Beschrijving Karakteristieken Toepassingen Ontwikkelingen Slotwoord & vragen WAT IS LASERCLADDEN?
HERSTELLEN EN VERBETEREN VAN ONDERDELEN D.M.V. LASERCLADDEN» J. Lambrecht» Laser Cladding Venture LASERCLADDEN Beschrijving Karakteristieken Toepassingen Ontwikkelingen Slotwoord & vragen WAT IS LASERCLADDEN?
Optimale lasresultaten met beschermgassen.
 Optimale lasresultaten met beschermgassen. De veelzijdige toepassingen van lassen met beschermgassen. MAG-lassen van een roestvrijstalen reservoir met Sagox SC Bij het lassen met beschermgassen beschermt
Optimale lasresultaten met beschermgassen. De veelzijdige toepassingen van lassen met beschermgassen. MAG-lassen van een roestvrijstalen reservoir met Sagox SC Bij het lassen met beschermgassen beschermt