INFOFICHES LASSEN-CONSTRUCTIE DUAAL
|
|
|
- Karolien Dijkstra
- 5 jaren geleden
- Aantal bezoeken:
Transcriptie









1 NFOFCHES LASSEN-CONSTRUCTE DUAAL
2 NFORMATEFCHE 1 AFSPRAKEN Orde en netheid Ruim steeds je werkplaats op na je werk. Reinig en controleer steeds de gereedschappen voor en na gebruik op zichtbare gebreken en degelijkheid. Economisch werken Ga zuinig om met materialen, gereedschappen, tijd en vermijd verspilling. Ergonomisch werken Werk ergonomisch met gebruik van hefwerktuigen. Stukken zodanig plaatsen dat je gemakkelijk kunt werken. Milieu Sorteer afval en bescherm het milieu. Veiligheid Houd je aan de regels over veiligheid en gezondheid. Vraag steeds naar de specifieke eisen van het bedrijf.
3 NFORMATREFCHE 2 LASTECHNSCH PROCES Werkvoorbereiding PBM en CBM Lasplan-lasmethode lezen Werkplek inrichten Gereedschappen Lasposten: soorten Metaalbewerking machines FASE 1: VOORBEREDNG Werkstuk voorbereiding Onderdelen voorbereiden Onderdelen controleren Onderdelen samenstellen Lasvoorbereiding Voorverwarmen (indien nodig) Stukken positioneren en monteren Afmetingen controleren Parameters van de laspost instellen FASE 2: LASUTVOERNG Hechten van Lasvolgorde het bepalen laswerkstuk Aflassen Visuele controle FASE 3: KWALTETSCONTROLE Penetrant test indien nodig FASE 4: BJSTUREN Mogelijke lasfouten corrigeren Nabewerking













4 NFORMATREFCHE 3 PBM-CBM Gebruik steeds de nodige beschermingsmiddelen PBM= Persoonlijke BeschermingsMiddelen CBM= Collectieve BeschermingsMiddelen Veiligheidshelm Gehoorbescherming Oogbescherming Veiligheidshandschoenen Gelaatsbescherming Ademhalingsbescherming Beschermende kleding Veiligheidsharnas Beschermschort Stofmasker Veiligheidsschoenen Laskap dragen Lasfles verankeren





5 NFORMATREFCHE 3 PBM-CBM Pictogrammen CBM Brandblusapparaat Verzamelplaats Brandhaspel Oogdouche Nooduitgang Verboden onder last doorlopen Verboden te lassen Ontvlambare stoffen

6 NFORMATEFCHE 4 PROCESNUMMERS LASSYMBOLEN Lasprocessen met kerngetal 111 Booglassen met beklede elektroden 131 MG lassen >Gasbooglassen met massieve draad onder bescherming van een inert gas 132 MG-lassen >Gasbooglassen met gevulde draad onder bescherming van een inert gas 133 MG-lassen >Gasbooglassen met metaalgevulde draad onder bescherming van een inert gas 135 MAG-lassen >Gasbooglassen met massieve draad onder bescherming van een actief gas 136 MAG-lassen >Gasbooglassen met gevulde draad onder bescherming van een actief gas 138 MAG-lassen >Gasbooglassen met metaalgevulde draad onder bescherming van een actief gas 141 TG lassen >lassen met wolframelektrode onder inert gas met massieve -draad of -staaf 142 TG-lassen zonder las toevoegmateriaal Lassymbolen



7 NFORMATEFCHE 4 PROCESNUMMERS LASSYMBOLEN


8 NFORMATEFCHE 5 LASPOSTES

 Op het")
 Bij ferro = DC (staal en RVS) n de lastoorts spannen we onze wolframelektrode op.")
9 NFORMATEFCHE 6 LASPOSTEN nfo Half automaat MG MAG ( ) Veelzijdige laspost die verschillende plaatdiktes kan lassen Heeft een continu draadaanvoer wat wil zeggen dat er heel efficiënt kan gelast worden. Massieve draad en metaalpoedergevuldedraad. Wordt veel gebruikt voor constructiewerken. We gebruiken als beschermgas een menggas bij MAG 85% Argon en 15% CO2 = MAG Bij MG zuiver Argon of Helium Afbeelding TG ( ) Op het toestel kunnen we kiezen tussen AC (wisselstroom) DC (gelijkstroom) Bij non-ferro = AC (o.a. AL) Bij ferro = DC (staal en RVS) n de lastoorts spannen we onze wolframelektrode op. De lastoorts zal ervoor zorgen de stroom over te brengen op de elektrode. De toorts geleid ook het beschermgas. Als beschermingsgas gebruiken we zuivere argon of helium. Aangezien helium vrij duur is kiezen we vaak voor argon.

10 NFORMATEFCHE 6 LASPOSTEN nfo Afbeelding Booglassen met beklede elektrode(111) Er kan gelast worden zowel op wisselstroom als gelijkstroom. We maken gebruik van een beklede elektrode. De lasstroom kan je terug vinden op de elektrodeverpakking. Zorg steeds voor een korte booglengte.
11 NFORMATEFCHE 7 LASPOSTEN NSTELLEN MG MAG Lassen: (lasproces ) Steek de stekker in het stopcontact en zet toestel aan Sluit de massakabel aan. Gasdebiet regelen. Draadsnelheid regelen rekening houdend met de materiaaldikte. Boogspanning regelen rekening houdend met de materiaaldikte. Voer nu je testlas uit en regel bij waar nodig. TG Lassen: (lasproces ) Steek de stekker in het stopcontact en zet het toestel aan. Sluit de massakabel aan. Gasmondstuk kiezen in functie van materiaaldikte. Gasdebiet regelen rekening houdend met gasmondstuk. Stroomsterkte en polariteit regelen rekening houdend met de materiaaldikte. Voer nu je testlas uit en regel bij waar nodig. BMBE Lassen: (lasproces 111) Steek de stekker in het stopcontact en zet het toestel aan. Sluit de massakabel aan. Stroomsterkte en polariteit regelen rekening houdend met de dikte van en de soort elektrode. (zie verpakking) Voer nu je testlas uit en regel bij waar nodig.




12 NFORMATEFCHE 8 METAALBEWERKNGSMACHNES Draag steeds de nodige beschermingsmiddelen. Houd je altijd aan de veiligheidinstructies. Lees de veiligheidsinstructiekaart. We gebruiken een kolomboormachine om gaten te boren. Dit kunnen we doen in verschillende diameters Met een zaagmachine kan je een werkstuk op gewenste lengte zagen. Een schuurband is een handig toestel om bramen en overtollig materiaal te verwijderen. Een guillotineschaar gebruiken we om plaatmateriaal te knippen
.")


13 NFORMATEFCHE 8 METAALBEWERKNGSMACHNES De snijbrander werkt meestal met 2 soorten gas (acetyleen en zuurstof). Een plasmasnijder gebruiken we voor het snijden/branden van plaatmetaal. Het plasma wordt met een elektrische vlamboog opgewekt, je heb ook nog perslucht nodig. Met de haakse slijpmachine kan je materiaal doorslijpen, opschuren en afbramen.




14 NFORMATEFCHE 9 MEETGEREEDSCHAPPEN We gebruiken een universele hoeklasmeter om de afmetingen van de las te meten. Zoals de keelhoogte, de diepte van de inkarteling, de overdikte,.. Met een schuifmaat kun je nauwkeurig meten. Er bestaan analoge en digitale schuifmaten. Met een rolmeter kan je grotere lengtes meten, waarbij de nauwkeurigheid beperkt is tot 1mm. Een hoekmeter is een gereedschap dat gebruikt wordt in constructie om hoeken te controleren (vaste hoekmeter) of op te meten (instelbare hoekmeter
 hechtlassen van een kant naar de andere van de naad.")
15 NFORMATEFCHE 10 DE LASVOLGORDE Doel: Krimpspanningen en vervormingen tegen gaan. 1.Hechtlassen Dikke platen hebben minder hechtlassen nodig dan dunne platen. Fig. 1 Verschillende methoden bij het hechtlassen om dwarskrimp tegen te gaan a) hechtlassen van een kant naar de andere van de naad. Hierbij is het noodzakelijk om de platen in te klemmen om de naadopening tijdens het hechten constant te kunnen houden b) aan een kant met hechten beginnen en vervolgens teruglopend de rest van de naad c) in het midden beginnen met hechten en af te werken met teruglopend hechten 2.Tijdens het lassen Verspringend lassen Verspringend lassen is een methode om de schaarwerking als gevolg van krimp op te vangen.

. 1. teruglopend lassen (a) 2. onderbroken lassen (b) 3.")

16 NFORMATEFCHE 10 DE LASVOLGORDE Teruglopend lassen en onderbroken lassen De volgorde, of richting, van het lassen is belangrijk. Voor lange lassen moet de naad niet in dezelfde richting worden afgelast. Het leggen van korte rupsen met bijvoorbeeld teruglopend of onderbroken lassen zijn zeer effectief bij het in de hand houden van vervorming (figuur 5). 1. teruglopend lassen (a) 2. onderbroken lassen (b) 3.Verminderen dwarskrimp bij dikke plaat Las dubbelzijdig te lassen producten met een groot lasvolume afwisselend van onder en boven. Dit compenseert het kromtrekken van het product door warmte-inbreng. Gebruik hiertoe een X-naad in plaats van een V-naad bij dikke platen.




17 NFORMATEFCHE 11 VOORVERWARMEN Waarom Om koudscheuren te voorkomen Om thermische spanningen te verminderen Wanneer ndien opgegeven bij lasomschrijving Bij staal, gietijzer, aluminium en RVS Zowel bij buis- als plaatmateriaal Bij materiaaldikte >= 30 mm Bij aluminium >= 5 mm voorverwarmen tot +/- 70 C voor het waterstofgehalte te verminderen Hoe door het basis materiaal op te warmen verminderd het waterstofgehalte, het temperatuur verschil tussen de las en het basismateriaal verminderd, waardoor de las langzamer zal afkoelen. Basismateriaal verwarmen langs de las met een gasbrander of inductie toestel Temperatuur controleren met temperatuurstift tempilstick of thermometer
18 NFORMATEFCHE 12 DE WERKPLEK NRCHTEN Doel Een goede inrichting van de laswerkplek is nodig om ongevallen en brandgevaar te voorkomen. Richtlijnen Bron BASF Bevraag waar je de werkplek mag inrichten. Verzamel de juiste gereedschappen, materialen en PBM s en controleer op beschadiging en slijtage. Leg het werkstuk op de juiste hoogte zodat je je lichaam minder belast. Bij seriewerk zorg dat gereedschap en materiaal binnen hand bereik liggen. Scherm de werkplek af met lasschermen zodat omstaanders geen letsels oplopen CBM s. Zorg voor voldoende afzuiging en verlichting. Verwijder alle brandbare materialen van de werkplek. Zorg dat er een brandblusapparaat in de buurt is. Orde en netheid = veiligheid




19 NFORMATEFCHE 13 GASFLESSEN EN GASMETERS nhoud van de gasfles De inhoud van de gasflessen wordt omschreven aan de hand van hun waterinhoud. Veelvoorkomende types zijn deze van 20 liter en 50 liter Vuldruk van de gasfles Gassen worden gecomprimeerd onder een bepaalde druk om hun dichtheid te verhogen en zo minder plaats in beslag te nemen. Meestal is dit een 200 bar. Kraanaansluitingen en veiligheid Voor de verschillende gassen zijn dan ook genormeerde kraanaansluitingen op de gasflessen voorzien. De schroefdraad verschilt per type gas zodat enkel de juiste reduceerventielen kunnen geplaatst worden om gevaarlijke fouten uit te sluiten. Zo zal een kraan op een gasfles met een brandbaar gas een linkse draadaansluiting hebben. Een zuurstofkraan is dan weer voorzien van een inwendige rechtse draadaansluiting. Voor inerte gassen wordt meestal gebruik gemaakt van een rechtse uitwendige draadaansluiting. Aansluiting zuurstof argon en menggas acetyleen De flessen dienen rechtop en beveiligd tegen omvallen opgeslagen te worden. Maak ze met een ketting vast. Respecteer de voorschriften van de fabrikant bij het plaatsen van de fles en het type van fles op de laskar.


 zorgt ervoor, dat de gasdruk wordt verlaagd naar de werkdruk.")
20 NFORMATEFCHE 13 GASFLESSEN EN GASMETERS Soorten en toepassing en kleurencode. Een gascilinder is voorzien van een kleurcode en een CLP-etiket. Op deze manier is het vanop grote afstand duidelijk om welk type gas het gaat en of het gas een gevaar inhoudt. De kleur rood staat bijvoorbeeld typisch voor brandbare gassen. Wit is de kleur voor zuurstof en zwart voor stikstof MAG TG MAG staal Manometers, drukregelaar en flowmeter Het gas zit met een druk van 150 tot 300 bar in de fles. De druk kun je aflezen op de flesdrukmeter. (De meter het kortst bij de fles) Deze geeft een indicatie over hoe vol een fles is. De instelbare drukregelaar (draaiknop onderaan) zorgt ervoor, dat de gasdruk wordt verlaagd naar de werkdruk. Het gasverbruik, in liters per minuut (l/min), kun je aflezen op een gasstromingsmeter (flowmeter). Met de kleine draaiknop (afsluiter) zet je de gaskraan naar je toestel open.


21 NFORMATEFCHE 13 GASFLESSEN EN GASMETERS







22 NFORMATEFCHE 14 VOORBEREDNG WERSTUK Bewerking Afbramen, scherpe randen verwijderen. Gereedschap Schuurband, lamellenschijf. Gaten boren, thermisch verzinken. Ontluchtingsgaten boren voor voorkomen van gasophoping bij gesloten ruimte in het werkstuk. Boor. Vet, olie, verf, zink, corrosie verwijderen. Ontvetter, lamellenschijf. RVS borstel (Alu.) Aanschuinen (v-naad). Afbraamschijf, kantenfrees. Aanloopplaatje, aardingsplaatje plaatsen. Staal, RVS, Aluminium plaatje. Mal controleren, onzuiverheden (spatten) verwijderen. aanloopplaatje Beitel, lamellenschijf.
 aan en wacht +/- 20min. 3. Verwijder de penetrant met een doek bespoten met cleaner. 4. Breng een laag ontwikkelaar(spuitbus 3) aan.")
23 NFORMATEFCHE 15 PENENTRANT TEST Penetrant onderzoek wordt gebruikt om scheuren te detecteren in nonferro legeringen. Hoe ga je tewerk? 1. Reinig het gelaste deel met de cleaner (spuitbus 1). 2. Breng een laag penetrant (spuitbus 2) aan en wacht +/- 20min. 3. Verwijder de penetrant met een doek bespoten met cleaner. 4. Breng een laag ontwikkelaar(spuitbus 3) aan. Na 15 min zijn de onvolkomenheden zichtbaar.

24 NFORMATEFCHE 16 LASMANPULATOR De kwaliteit van een lasverbinding is van vele factoren afhankelijk, één daarvan is de laspositie. Het lassen onder de hand garandeert de beste las, maar lang niet altijd kan de lasser het werkstuk onder de hand lassen omdat het werkstuk dat niet toelaat. n dergelijke gevallen wordt een lasmanipulator gebruikt die het werkstuk dusdanig positioneert dat de lasser wel onder de hand kan lassen. Hierdoor wordt de laskwaliteit verbeterd, de werkbelasting verminderd en de productiviteit verhoogd.
25 NFORMATEFCHE 17 VSUELE CONTROLE LASFOUTEN Onvolkomenheid Tips om deze lasfouten te vermijden/verminderen: Scheur (100) Voorverwarmen van het basismateriaal. Werkstuk niet geforceerd afkoelen. Opgespannen werkstuk laten afkoelen. Geen volgende lasnaden leggen op nog gloeiende onderlagen. Oppervlakteporie (2017) Gasdebiet controleren. Minder antispattenspray gebruiken Zorg voor zuiver basismateriaal (roest, zink, olie, water, oxide huid..) Positionering lastoorts en/of uitsteeklengte aanpassen. Gebruik geen beschadigde (vochtige) elektrode (slakinsluiting (BMBE)) Mondstuk en gasverdeler zuiver houden. nkarteling (5011/5012) Lasoverdikte BW (502) De spanning /stroom corrigeren Voorloopsnelheid aanpassen. Posionering lastoorts aanpassen Toevoegmateriaal op de juiste plaats toevoegen Bij binnenhoeklassen toevoegmateriaal gebruiken (TG) Je voortloopsnelheid verhogen. Je spanning en stroom verhogen. Bolle hoeklas (503) Spanning verhogen (MG/MAG) Draadtoevoer verlagen (MG/MAG) Voortloopsnelheid verhogen (BMBE) Minder materiaal toevoegen (TG) Onjuist aangevloeide las BW (505) FW (505) Spanning verhogen (MG/MAG) Draadtoevoer verlagen (MG/MAG) Voortloopsnelheid verhogen (BMBE)
26 NFORMATEFCHE 17 VSUELE CONTROLE LASFOUTEN Minder materiaal toevoegen (TG) Overbloezing (506) De positie waar je gaat toevoegen meer naar het midden verplaatsen. Houding lastoorts aanpassen Doorbranding (510) Stroom verlagen Asymmetrische hoeklas (512) Holle doorlassing (515) Slechte herstart (517) Positie van de toorts aanpassen. Voortloop snelheid verlagen. Spanning en stroom verhogen. Vooropening controleren ndien mogelijk een hotstart gebruiken. Stopplaats uitslijpen. Onvoldoende keelhoogte (5213) Overmatige keelhoogte (5214) Ontsteekplaats (601) Trager gaan lassen. Stroom en spanning verhogen. (MG/MAG) Meer materiaal toevoegen. (TG) Stroom verhogen. (TG) Voortloopsnelheid verhogen. Minder materiaal toevoegen. Stroom verlagen. Zorgen dat je op de juiste plaats start met lassen. Aanloopplaatje gebruiken Spatten (602) Stroom en spanning beter op elkaar afstellen. (MG/MAG) Anti-spatspray gebruiken Uitsteeklengte controleren Positie toorts aanpassen Contacttip controleren Overmatig slijpen (606) Opletten met slijpen. Gebruik het juiste slijpmiddel (afhankelijk van het materiaal/toepassing)
INHOUDSOPGAVE. Doel van het boek 4. Stap 1: Veiligheid 6. Stap 2: Wat is MIG/MAG lassen? 10
 INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
Vervorming en krimp bij het lassen 29/01/2013 L.V.PTI/PCVO 1
 Vervorming en krimp bij het lassen 29/01/2013 L.V.PTI/PCVO 1 Vervorming en krimp bij het lassen 1- Vervorming. 2- Soorten krimp. 3- Krimpregels. 4- Krimpproeven. 5- Schaarwerking door krimp. 6- Lasvolgorde.
Vervorming en krimp bij het lassen 29/01/2013 L.V.PTI/PCVO 1 Vervorming en krimp bij het lassen 1- Vervorming. 2- Soorten krimp. 3- Krimpregels. 4- Krimpproeven. 5- Schaarwerking door krimp. 6- Lasvolgorde.
Dag 2 MTB-technics. Dinsdag
 Dag 2 MTB-technics Dinsdag Vandaag heb ik gewerkt aan een omheining voor een klant. Gisteren heb ik de 21 palen gezaagd op juiste maat die dan in de grond komen. vandaag heb ik alle kanten van de palen
Dag 2 MTB-technics Dinsdag Vandaag heb ik gewerkt aan een omheining voor een klant. Gisteren heb ik de 21 palen gezaagd op juiste maat die dan in de grond komen. vandaag heb ik alle kanten van de palen
Proefexamen Mig/Mag niveau 1a. Ben Buijsrogge. CC Naamsvermelding 3.0 Nederland licentie.
 Auteur Ben Buijsrogge Laatst gewijzigd Licentie Webadres 30 April 2015 CC Naamsvermelding 3.0 Nederland licentie http://maken.wikiwijs.nl/60657 Dit lesmateriaal is gemaakt met Wikiwijs Maken van Kennisnet.
Auteur Ben Buijsrogge Laatst gewijzigd Licentie Webadres 30 April 2015 CC Naamsvermelding 3.0 Nederland licentie http://maken.wikiwijs.nl/60657 Dit lesmateriaal is gemaakt met Wikiwijs Maken van Kennisnet.
OPLEIDINGENSTRUCTUUR HOEKNAADLASSER HOEKNAADLASSER
 OPLEIDINGENSTRUCTUUR HOEKNAADLASSER 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) HOEKNAADLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De ser last
OPLEIDINGENSTRUCTUUR HOEKNAADLASSER 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) HOEKNAADLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De ser last
NEDERLANDS INSTITUUT VOOR LASTECHNIEK
 NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
OPLEIDINGENSTRUCTUUR PLAATLASSER
 OPLEIDINGENSTRUCTUUR PLAATLASSER 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PLAATLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De plaatlasser
OPLEIDINGENSTRUCTUUR PLAATLASSER 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PLAATLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De plaatlasser
OPLEIDINGENSTRUCTUUR CONTAINERHERSTELLER
 OPLEIDINGENSTRUCTUUR CONTAINERHERSTELLER 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) HOEKNAADLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) PLAATLASSER
OPLEIDINGENSTRUCTUUR CONTAINERHERSTELLER 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) HOEKNAADLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) PLAATLASSER
OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE
 OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PIJPLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De
OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PIJPLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De
AIR LIQUIDE Welding Plasma lassen
 AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
landbouw en natuurlijke omgeving 2010 agrarische techniek CSPE KB
 landbouw en natuurlijke omgeving 2010 agrarische techniek CSPE KB minitoets bij opdracht 1 variant a Naam kandidaat Kandidaatnummer Meerkeuzevragen - Omcirkel het goede antwoord (voorbeeld 1). - Geef verbeteringen
landbouw en natuurlijke omgeving 2010 agrarische techniek CSPE KB minitoets bij opdracht 1 variant a Naam kandidaat Kandidaatnummer Meerkeuzevragen - Omcirkel het goede antwoord (voorbeeld 1). - Geef verbeteringen
3.3 Lassen. Meisjes kunnen vaak netter lassen dan jongens. Zij bewegen minder met hun handen en kunnen daardoor keurig lassen.
 3.3 Lassen Meisjes kunnen vaak netter lassen dan jongens. Zij bewegen minder met hun handen en kunnen daardoor keurig lassen. lassen Lassen is één van de methoden om onderdelen aan elkaar te verbinden.
3.3 Lassen Meisjes kunnen vaak netter lassen dan jongens. Zij bewegen minder met hun handen en kunnen daardoor keurig lassen. lassen Lassen is één van de methoden om onderdelen aan elkaar te verbinden.
STANDAARDTRAJECT. Lasser-monteerder duaal
 STANDAARDTRAJECT Lasser-monteerder duaal 1. Situering en omschrijving De opleiding lasser-monteerder duaal combineert een schoolcomponent en een werkplekcomponent. De combinatie van schoolcomponent met
STANDAARDTRAJECT Lasser-monteerder duaal 1. Situering en omschrijving De opleiding lasser-monteerder duaal combineert een schoolcomponent en een werkplekcomponent. De combinatie van schoolcomponent met
en wolframelektroden optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales.
 Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden beschikbaar, dit zowel voor
Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden beschikbaar, dit zowel voor
BEROEPSKWALIFICATIE (0238) Lasser-monteerder
 Lasser-monteerder") BEROEPSKWALIFICATIE (0238) Lasser-monteerder ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Lasser-monteerder 1.2 DEFINITIE
BEROEPSKWALIFICATIE (0238) Lasser-monteerder ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Lasser-monteerder 1.2 DEFINITIE
Toolbox-Meeting. Haakse Slijpmachine
 Toolbox-Meeting Haakse Slijpmachine Inleiding Er vinden veel ongevallen met handslijpmachines (haakse slijper) en vaste slijpmachines plaats, daarom is het zinvol de medewerkers te wijzen op de gevaren
Toolbox-Meeting Haakse Slijpmachine Inleiding Er vinden veel ongevallen met handslijpmachines (haakse slijper) en vaste slijpmachines plaats, daarom is het zinvol de medewerkers te wijzen op de gevaren
BEROEPSKWALIFICATIE (0236) Constructielasser
 Constructielasser") BEROEPSKWALIFICATIE (0236) Constructielasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Constructielasser 1.2 DEFINITIE
BEROEPSKWALIFICATIE (0236) Constructielasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Constructielasser 1.2 DEFINITIE
T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze handleiding
Handleiding 1 Welkom! Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze handleiding
Hoofdstuk 1 MIG/MAG Lassen. Ben Buijsrogge ; CC Naamsvermelding 3.0 Nederland licentie.
 Auteurs Ben Buijsrogge ; Laatst gewijzigd Licentie Webadres 20 May 2015 CC Naamsvermelding 3.0 Nederland licentie http://maken.wikiwijs.nl/60442 Dit lesmateriaal is gemaakt met Wikiwijsleermiddelenplein.
Auteurs Ben Buijsrogge ; Laatst gewijzigd Licentie Webadres 20 May 2015 CC Naamsvermelding 3.0 Nederland licentie http://maken.wikiwijs.nl/60442 Dit lesmateriaal is gemaakt met Wikiwijsleermiddelenplein.
Hoofdstuk 1 MIG/MAG Lassen. Ben Buijsrogge ; Annemieke van Ingen. CC Naamsvermelding 3.0 Nederland licentie. https://maken.wikiwijs.
 Auteurs Ben Buijsrogge ; Annemieke van Ingen Laatst gewijzigd Licentie Webadres 20 mei 2015 CC Naamsvermelding 3.0 Nederland licentie https://maken.wikiwijs.nl/60442 Dit lesmateriaal is gemaakt met Wikiwijs
Auteurs Ben Buijsrogge ; Annemieke van Ingen Laatst gewijzigd Licentie Webadres 20 mei 2015 CC Naamsvermelding 3.0 Nederland licentie https://maken.wikiwijs.nl/60442 Dit lesmateriaal is gemaakt met Wikiwijs
WOLFRAM elektroden. Abicor BINZEL. optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales.
 WOLFRAM elektroden Abicor BINZEL. Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden
WOLFRAM elektroden Abicor BINZEL. Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden
Geometrische afwijkingen - deel 1
 Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
7 Gebruiken van snijbranders en plasmasnijders Inhoud
 7 Gebruiken van snijbranders en plasmasnijders Inhoud Wat is het?... 1 Waarmee doe je het?... 1 Hoe werk je met een autogeenlasinstallatie?... 4 Hoe onderhoud je een autogeen lasinstallatie en een snijbrander?...
7 Gebruiken van snijbranders en plasmasnijders Inhoud Wat is het?... 1 Waarmee doe je het?... 1 Hoe werk je met een autogeenlasinstallatie?... 4 Hoe onderhoud je een autogeen lasinstallatie en een snijbrander?...
Een las wordt ook wel lassnoer of lasrups genoemd, omdat de las de vorm van een snoer of rups kan hebben.
 Lassen Een las is een verbinding. Lassen betekent dan ook niets anders dan verbinden of samenvoegen. Maar in de techniek wordt er een heel specifieke manier van samenvoegen mee bedoeld, namelijk het laten
Lassen Een las is een verbinding. Lassen betekent dan ook niets anders dan verbinden of samenvoegen. Maar in de techniek wordt er een heel specifieke manier van samenvoegen mee bedoeld, namelijk het laten
BEROEPSKWALIFICATIE (0237) Pijplasser
 Pijplasser") BEROEPSKWALIFICATIE (0237) Pijplasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Pijplasser 1.2 DEFINITIE De pijplasser
BEROEPSKWALIFICATIE (0237) Pijplasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Pijplasser 1.2 DEFINITIE De pijplasser
Symbolen weergave op tekeningen Las- en soldeerverbindingen
 Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
STANDAARDTRAJECT Lassen-constructie duaal
 STANDAARDTRAJECT Lassen-constructie duaal 1. Situering en omschrijving De opleiding lassen-constructie duaal combineert een schoolcomponent en een werkplekcomponent. De combinatie van schoolcomponent met
STANDAARDTRAJECT Lassen-constructie duaal 1. Situering en omschrijving De opleiding lassen-constructie duaal combineert een schoolcomponent en een werkplekcomponent. De combinatie van schoolcomponent met
Kerntaak 1: Vervaardigt producten
 Kerntaak 1: Vervaardigt producten Werkproces 1.1: Voorbereiden van werkzaamheden De ontvangt de werkopdracht van de leidinggevende. Hij controleert de aangeleverde informatie, verzamelt, leest en interpreteert
Kerntaak 1: Vervaardigt producten Werkproces 1.1: Voorbereiden van werkzaamheden De ontvangt de werkopdracht van de leidinggevende. Hij controleert de aangeleverde informatie, verzamelt, leest en interpreteert
Handleiding RABBIT 160
 Handleiding RABBIT 160 2 Inhoudsopgave 1.1. Elektrische veiligheidsregels...3 1.2. Regels i.v.m. brandveiligheid...3 1.3. Eigen veiligheid...4 1.4. Hoofdbescherming...4 1.5. Lichaamsbescherming...4 2.
Handleiding RABBIT 160 2 Inhoudsopgave 1.1. Elektrische veiligheidsregels...3 1.2. Regels i.v.m. brandveiligheid...3 1.3. Eigen veiligheid...4 1.4. Hoofdbescherming...4 1.5. Lichaamsbescherming...4 2.
Apparatuur voor het MIG/MAG lassen
 Laskennis opgefrist (nr. 43) Apparatuur voor het MIG/MAG lassen Het MIG/MAG proces is een veelzijdig proces dat toepasbaar is voor het lassen van zowel dunne plaat als dikwandige werkstukken. Er zijn diverse
Laskennis opgefrist (nr. 43) Apparatuur voor het MIG/MAG lassen Het MIG/MAG proces is een veelzijdig proces dat toepasbaar is voor het lassen van zowel dunne plaat als dikwandige werkstukken. Er zijn diverse
Waarmee kun je tijdens het lassen je ogen beschermen tegen infrarood en ultraviolet licht?
 Veiligheid bij het lassen Lassen is niet ongevaarlijk. Je werkt immers met elektrische stroom en gloeiend heet, vloeibaar metaal. Bovendien komen er vaak allerlei gassen vrij tijdens het lassen. Bij het
Veiligheid bij het lassen Lassen is niet ongevaarlijk. Je werkt immers met elektrische stroom en gloeiend heet, vloeibaar metaal. Bovendien komen er vaak allerlei gassen vrij tijdens het lassen. Bij het
XTI-203 MMA INVERTER. Handleiding. T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! XTI-203 MMA Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Handleiding 1 Welkom! XTI-203 MMA Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
XTS 162 XTS 162DV XTS 202
 XTS 162 XTS 162DV XTS 202 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM!
XTS 162 XTS 162DV XTS 202 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM!
STANDAARDTRAJECT Lassen - constructie duaal
 STANDAARDTRAJECT Lassen - constructie duaal ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Inhoud standaardtraject Het standaardtraject voor
STANDAARDTRAJECT Lassen - constructie duaal ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Inhoud standaardtraject Het standaardtraject voor
Koolboog Gutsen. Laskennis opgefrist (nr. 21)
") Laskennis opgefrist (nr. 21) Koolboog Gutsen Het grote verschil tussen deze gutstechniek en de andere technieken is dat een aparte luchtstroom wordt gebruikt om het gesmolten metaal uit de gevormde groef
Laskennis opgefrist (nr. 21) Koolboog Gutsen Het grote verschil tussen deze gutstechniek en de andere technieken is dat een aparte luchtstroom wordt gebruikt om het gesmolten metaal uit de gevormde groef
TYPEFUNCTIE LASSER. 1. Technieken voor manueel lassen. + reactief gas. = continu afsmeltende. (massieve draad) beschermt tegen oxidatie.
 beschermt tegen oxidatie.") Preventie en Interim 1. Technieken voor manueel lassen PUNT- LASSEN (elektrisch) = 2 stukken worden op elkaar geduwd bij middel van 2 elektroden. De warmte veroorzaakt door de weerstand van de elektriciteit
Preventie en Interim 1. Technieken voor manueel lassen PUNT- LASSEN (elektrisch) = 2 stukken worden op elkaar geduwd bij middel van 2 elektroden. De warmte veroorzaakt door de weerstand van de elektriciteit
Theorie internationaal lasser
 Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
OEFENVRAGEN MIG/MAG STAAL niv. 1
 OEFENVRAGEN MIG/MAG STAAL niv. 1 Vraag 1. Helium en argon zijn. 1. In zuivere toestand geschikte beschermgassen voor het 2. MIG-lassen van staal. 3. Actieve gassen; ze vormen de voornaamste bestanddelen
OEFENVRAGEN MIG/MAG STAAL niv. 1 Vraag 1. Helium en argon zijn. 1. In zuivere toestand geschikte beschermgassen voor het 2. MIG-lassen van staal. 3. Actieve gassen; ze vormen de voornaamste bestanddelen
NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING
 NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING D - 16 TOEVOEGMETAAL VOOR HET LASSEN IN EEN ATMOSFEER VAN INERT GAS VAN ALUMINIUMLEGERINGEN Al Mg Heruitgave Deze versie werd niet gewijzigd,
NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING D - 16 TOEVOEGMETAAL VOOR HET LASSEN IN EEN ATMOSFEER VAN INERT GAS VAN ALUMINIUMLEGERINGEN Al Mg Heruitgave Deze versie werd niet gewijzigd,
XTI-181DV DC TIG INVERTER. Handleiding. T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! XTI-181DV DC Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Handleiding 1 Welkom! XTI-181DV DC Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
RICHTLIJNEN VOOR HET KIEZEN VAN EEN DOE-HET-ZELF LASAPPARAAT
 RICHTLIJNEN VOOR HET KIEZEN VAN EEN DOE-HET-ZELF LASAPPARAAT WELCO 120 C3156215 WELCO TURBO 210 C3156176 WELCO TURBO 300 C3156230 INVERTER X1300 C3156255 INVERTER X1600 C3156265 WELCOMATIC 141+ C3165697
RICHTLIJNEN VOOR HET KIEZEN VAN EEN DOE-HET-ZELF LASAPPARAAT WELCO 120 C3156215 WELCO TURBO 210 C3156176 WELCO TURBO 300 C3156230 INVERTER X1300 C3156255 INVERTER X1600 C3156265 WELCOMATIC 141+ C3165697
Door slecht onderhoud en verkeerd gebruik van handgereedschap gebeuren er nog vaak ongelukken op de werkplek.
 Gereedschappen Tijdens je werk zul je vaak gebruik maken van gereedschappen. In de Arbowet wordt onderscheidt gemaakt in vier soorten gereedschap; - eenvoudig handgereedschap - aangedreven handgereedschap
Gereedschappen Tijdens je werk zul je vaak gebruik maken van gereedschappen. In de Arbowet wordt onderscheidt gemaakt in vier soorten gereedschap; - eenvoudig handgereedschap - aangedreven handgereedschap
XTT 182DV. Handleiding. Nederlands
 XTT 182DV Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTT 182DV Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
Vragen. Vragen. De basistechniek van het lassen
 De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
STANDAARDTRAJECT. Lassen-constructie duaal
 STANDAARDTRAJECT Lassen-constructie duaal 1. Situering en omschrijving De opleiding lassen-constructie duaal combineert een schoolcomponent en een werkplekcomponent. De combinatie van schoolcomponent met
STANDAARDTRAJECT Lassen-constructie duaal 1. Situering en omschrijving De opleiding lassen-constructie duaal combineert een schoolcomponent en een werkplekcomponent. De combinatie van schoolcomponent met
XTS 203 Handleiding. Nederlands
 XTS 203 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTS 203 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
INFOFICHES RVS [DEEL 4-2]
![INFOFICHES RVS [DEEL 4-2]](/thumbs/26/7809101.jpg "INFOFICHES RVS [DEEL 4-2]") ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
INFOFICHES ROESTVAST STAAL [DEEL 4-3]
![INFOFICHES ROESTVAST STAAL [DEEL 4-3]](/thumbs/26/7454751.jpg "INFOFICHES ROESTVAST STAAL [DEEL 4-3]") INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
XTS 403 Handleiding. Nederlands
 XTS 403 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTS 403 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
MIG lassen van Aluminium en Aluminiumlegeringen. Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals
 MIG lassen van Aluminium en Aluminiumlegeringen Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals Lassen van Al en Al-legeringen Lassen van Aluminium lassen van
MIG lassen van Aluminium en Aluminiumlegeringen Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals Lassen van Al en Al-legeringen Lassen van Aluminium lassen van
Safety Regulations. Uitvoeren van laswerkzaamheden
 Pagina: 1 van 9 1. Wijzigingen t.o.v. vorige versie Diverse taalkundige aanpassingen. 2. Toepassingsgebied Dit voorzicht is van toepassing op het uitvoeren van alle laswerkzaamheden bij Oiltanking Amsterdam
Pagina: 1 van 9 1. Wijzigingen t.o.v. vorige versie Diverse taalkundige aanpassingen. 2. Toepassingsgebied Dit voorzicht is van toepassing op het uitvoeren van alle laswerkzaamheden bij Oiltanking Amsterdam
Defecten en onvolkomenheden in lasverbindingen: stolscheuren
 Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]
![TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]](/thumbs/32/15554649.jpg "TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]") TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
Welke lastechniek? 2015 Motiv Tools Autogereedschap.com
 Lassen, weet waar u aan begint: MIG/MAG/MMA lassen is snel te leren en met een niet al te dure machine zijn professionele resultaten haalbaar. Zeker als u een oldtimer opknapt, of uw youngtimer laswerk
Lassen, weet waar u aan begint: MIG/MAG/MMA lassen is snel te leren en met een niet al te dure machine zijn professionele resultaten haalbaar. Zeker als u een oldtimer opknapt, of uw youngtimer laswerk
Booglassen opdracht 2
 Booglassen opdracht 2 Auteur Laatst gewijzigd Licentie Webadres Emile Voncken 05 july 2016 CC Naamsvermelding 30 Nederland licentie https://makenwikiwijsnl/81208 Dit lesmateriaal is gemaakt met Wikiwijs
Booglassen opdracht 2 Auteur Laatst gewijzigd Licentie Webadres Emile Voncken 05 july 2016 CC Naamsvermelding 30 Nederland licentie https://makenwikiwijsnl/81208 Dit lesmateriaal is gemaakt met Wikiwijs
Kerntaak 1: Vervaardigt producten
 Kerntaak 1: Vervaardigt producten Werkproces 1.1: Voorbereiden van werkzaamheden De ontvangt de werkopdracht van de leidinggevende. Hij controleert de aangeleverde informatie, verzamelt, leest en interpreteert
Kerntaak 1: Vervaardigt producten Werkproces 1.1: Voorbereiden van werkzaamheden De ontvangt de werkopdracht van de leidinggevende. Hij controleert de aangeleverde informatie, verzamelt, leest en interpreteert
GLT 400 600 800 1200
 GLT 400 600 800 1200 Versie 2.1 (oktober 2014) _ 2 Inhoudsopgave 1. Algemene regels... 3 1.1. Elektrische veiligheidsregels... 3 1.2. Regels i.v.m. brandveiligheid... 3 1.3. Eigen veiligheid... 4 1.4.
GLT 400 600 800 1200 Versie 2.1 (oktober 2014) _ 2 Inhoudsopgave 1. Algemene regels... 3 1.1. Elektrische veiligheidsregels... 3 1.2. Regels i.v.m. brandveiligheid... 3 1.3. Eigen veiligheid... 4 1.4.
Toolbox-meeting Lassen
 Toolbox-meeting Lassen Unica installatietechniek B.V. Schrevenweg 2 8024 HA Zwolle Tel. 038 4560456 Fax 038 4560404 Lassen Lassen is een manier om twee metalen aan elkaar te verbinden. Dat gebeurt door
Toolbox-meeting Lassen Unica installatietechniek B.V. Schrevenweg 2 8024 HA Zwolle Tel. 038 4560456 Fax 038 4560404 Lassen Lassen is een manier om twee metalen aan elkaar te verbinden. Dat gebeurt door
Lasprocessen - inleiding IWS
 ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
Naam leerling : Leergroep :. Datum : PENNENHOUDER met MEMO Hoeklasser - Werkboek Werkstukken
 WERKSTUK PENNENHOUDER met MEMO - 2 PENNENHOUDER met MEMO - 2 1. 1. Vul je naam, leergroep en datum in op alle pagina s. 2. Volg het werkplan ( zie pagina s 2 t/m 6) : lees aandachtig de uit te voeren opdrachten.
WERKSTUK PENNENHOUDER met MEMO - 2 PENNENHOUDER met MEMO - 2 1. 1. Vul je naam, leergroep en datum in op alle pagina s. 2. Volg het werkplan ( zie pagina s 2 t/m 6) : lees aandachtig de uit te voeren opdrachten.
INHOUD. CE Verklaring van Overeenstemming 9. Garantie 10. www.contimac.be 2
 INHOUD 1. Algemene beschrijving 3 2. Vermogen 3 3. Thermische beveiliging 3 4. Belangrijke veiligheidsnormen 3 5. Algemene gebruiksaanwijzingen 4 6. Voeding 4 7. Aansluiting van de gasfles 5 8. Plaatsing
INHOUD 1. Algemene beschrijving 3 2. Vermogen 3 3. Thermische beveiliging 3 4. Belangrijke veiligheidsnormen 3 5. Algemene gebruiksaanwijzingen 4 6. Voeding 4 7. Aansluiting van de gasfles 5 8. Plaatsing
Ir. Roger Creten, EWE. gastdocent Lessius Mechelen. Lastek LGRN Puls MIG 1
 Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Booglassen Met Beklede Elektrode
 Booglassen Met Beklede Elektrode Bij het Booglassen Met Beklede Elektrode (ook wel Elektrisch booglassen of elektrode lassen genoemd) raak je met de elektrode het werkstuk aan. Op deze manier maak je een
Booglassen Met Beklede Elektrode Bij het Booglassen Met Beklede Elektrode (ook wel Elektrisch booglassen of elektrode lassen genoemd) raak je met de elektrode het werkstuk aan. Op deze manier maak je een
Onder poeder lassen. Laskennis opgefrist (nr. 15) Proces beschrijving. Lasparameters
 Proces beschrijving. Lasparameters") Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
XTS 142 Handleiding. Nederlands
 XTS 142 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTS 142 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
Maximale productiviteit
 Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
Beoordeling Effectiviteit Afgezogen Lastoorts
 Beoordeling Effectiviteit Afgezogen Lastoorts Frans van Megroot Shell Health April 2019 Achtergrond / kader Scriptie opdracht AH opleiding PHOV Geen regulier blootstellingsonderzoek Voorgeschiedenis met
Beoordeling Effectiviteit Afgezogen Lastoorts Frans van Megroot Shell Health April 2019 Achtergrond / kader Scriptie opdracht AH opleiding PHOV Geen regulier blootstellingsonderzoek Voorgeschiedenis met
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014. Leo Vermeulen (IWE) 21 maart Inhoud
 21 maart Inhoud") Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 21 maart 2017 1 Inhoud Lassymbolen Afmetingen van de lassen Afmetingen van de naadvoorbereidingen Alternatieve
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 21 maart 2017 1 Inhoud Lassymbolen Afmetingen van de lassen Afmetingen van de naadvoorbereidingen Alternatieve
Apparatuur voor het TIG lassen
 Laskennis opgefrist (nr. 44) Apparatuur voor het TIG lassen In aflevering 14 (december 1999) van Laskennis opgefrist is het TIG lasproces al beschreven. Bij dit proces wordt in plaats van een beschermende
Laskennis opgefrist (nr. 44) Apparatuur voor het TIG lassen In aflevering 14 (december 1999) van Laskennis opgefrist is het TIG lasproces al beschreven. Bij dit proces wordt in plaats van een beschermende
Hoeklassen. overzicht en praktische tips
 Laskennis opgefrist (nr. 58) Hoeklassen overzicht en praktische tips Hoeklassen vormen het merendeel van alle lasverbindingen.vaak worden de problemen die kunnen voorkomen bij het vervaardigen ervan onderschat.
Laskennis opgefrist (nr. 58) Hoeklassen overzicht en praktische tips Hoeklassen vormen het merendeel van alle lasverbindingen.vaak worden de problemen die kunnen voorkomen bij het vervaardigen ervan onderschat.
BEROEPSKWALIFICATIEDOSSIER Pijplasser
 BEROEPSKWALIFICATIEDOSSIER Pijplasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Pijplasser 1.2 DEFINITIE De pijplasser
BEROEPSKWALIFICATIEDOSSIER Pijplasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Pijplasser 1.2 DEFINITIE De pijplasser
De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553.
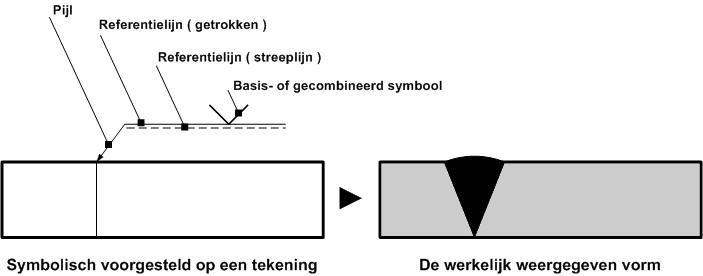
 1. Normering. De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553. 2. Basisvorm van de aanduiding. Bestaande uit 2 delen: Pijl
1. Normering. De vroegere norm NBN F01-001 is tegenwoordig vervangen door de euronorm EN 22553 dewelke gebaseerd is op de ISO-norm ISO 2553. 2. Basisvorm van de aanduiding. Bestaande uit 2 delen: Pijl
landbouw en natuurlijke omgeving 2011 agrarische techniek CSPE KB minitoets bij opdracht 1
 landbouw en natuurlijke omgeving 2011 agrarische techniek CSPE KB minitoets bij opdracht 1 variant a Naam kandidaat Kandidaatnummer Meerkeuzevragen - Omcirkel het goede antwoord (voorbeeld 1). - Geef verbeteringen
landbouw en natuurlijke omgeving 2011 agrarische techniek CSPE KB minitoets bij opdracht 1 variant a Naam kandidaat Kandidaatnummer Meerkeuzevragen - Omcirkel het goede antwoord (voorbeeld 1). - Geef verbeteringen
Beroepsprofielenwerking SERV
 Beroepsprofielenwerking SERV Toelichting Maandag 3 november 2008 1 Overzicht toelichting Situering van de beroepsprofielenwerking De evolutie naar beroepscompetentieprofielen Het ontwikkelproces van een
Beroepsprofielenwerking SERV Toelichting Maandag 3 november 2008 1 Overzicht toelichting Situering van de beroepsprofielenwerking De evolutie naar beroepscompetentieprofielen Het ontwikkelproces van een
BEROEPSKWALIFICATIEDOSSIER Constructielasser
 BEROEPSKWALIFICATIEDOSSIER Constructielasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Constructielasser 1.2 DEFINITIE
BEROEPSKWALIFICATIEDOSSIER Constructielasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Constructielasser 1.2 DEFINITIE
Snijprocessen - Plasma snijden (Het proces en de apparatuur)
") Laskennis opgefrist (nr. 38) Snijprocessen - Plasma snijden (Het proces en de apparatuur) Sinds het ontstaan van plasma snijden wordt het gezien als een alternatief voor het autogene snijden. In deze "Laskennis
Laskennis opgefrist (nr. 38) Snijprocessen - Plasma snijden (Het proces en de apparatuur) Sinds het ontstaan van plasma snijden wordt het gezien als een alternatief voor het autogene snijden. In deze "Laskennis
Het CMT-proces (Cold Metal Transfer)
") Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Geometrische afwijkingen - deel 2
 Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
OPLEIDINGSFICHE. Lasser-monteerder
 OPLEIDINGSFICHE Studiegebied Opleiding Lassen Lasser-monteerder Module Aantal lestijden Officiële module-code Vereiste voorkennis Basis elektriciteit 40 M ME C 100 geen Basis lassen 40 M ME C 200 geen
OPLEIDINGSFICHE Studiegebied Opleiding Lassen Lasser-monteerder Module Aantal lestijden Officiële module-code Vereiste voorkennis Basis elektriciteit 40 M ME C 100 geen Basis lassen 40 M ME C 200 geen
Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen
 Laskennis opgefrist (nr. 31) Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen Slakinsluitingen in lasverbindingen komen voornamelijk voor bij die lasprocessen waarbij op de één of andere
Laskennis opgefrist (nr. 31) Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen Slakinsluitingen in lasverbindingen komen voornamelijk voor bij die lasprocessen waarbij op de één of andere
Solderen en lassen. Nummer 31
 Nummer 31 Art.nr. 691488 In deze KlusZo beschrijven we stapsgewijs waar u allemaal rekening mee moet houden als gaat solderen of lassen. We leggen u eerst het verschil uit tussen solderen en lassen. Vervolgens
Nummer 31 Art.nr. 691488 In deze KlusZo beschrijven we stapsgewijs waar u allemaal rekening mee moet houden als gaat solderen of lassen. We leggen u eerst het verschil uit tussen solderen en lassen. Vervolgens
BEROEPSKWALIFICATIEDOSSIER Constructielasser
 BEROEPSKWALIFICATIEDOSSIER Constructielasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Constructielasser 1.2 DEFINITIE
BEROEPSKWALIFICATIEDOSSIER Constructielasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Constructielasser 1.2 DEFINITIE
Apparatuur voor het Onderpoeder lassen
 Laskennis opgefrist (nr. 16) Apparatuur voor het Onderpoeder lassen Het onderpoederlassen kan vergeleken worden met het MIG-lassen: er wordt een boog onderhouden tussen een continue aangevoerde draadelektrode
Laskennis opgefrist (nr. 16) Apparatuur voor het Onderpoeder lassen Het onderpoederlassen kan vergeleken worden met het MIG-lassen: er wordt een boog onderhouden tussen een continue aangevoerde draadelektrode
MIG/MAG-lassen met massieve draad
 Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Gutsen met beklede elektroden
 Laskennis opgefrist (nr. 18) Gutsen met beklede elektroden Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op
Laskennis opgefrist (nr. 18) Gutsen met beklede elektroden Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op
BEROEPSKWALIFICATIEDOSSIER Pijplasser
 BEROEPSKWALIFICATIEDOSSIER Pijplasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Pijplasser 1.2 DEFINITIE De pijplasser
BEROEPSKWALIFICATIEDOSSIER Pijplasser ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Pijplasser 1.2 DEFINITIE De pijplasser
Opleidingscatalogus: Lassen
 Opleidingscatalogus: Lassen t WEB Opleidingen, Adviezen & Subsidies Hoofdvestiging: Zeppelinstraat 7 7903 BR Hoogeveen Tel: 0528 280 888 Fax: 0528 280 889 foto's Harm Noor Presentaties Website: www.tweb.nl
Opleidingscatalogus: Lassen t WEB Opleidingen, Adviezen & Subsidies Hoofdvestiging: Zeppelinstraat 7 7903 BR Hoogeveen Tel: 0528 280 888 Fax: 0528 280 889 foto's Harm Noor Presentaties Website: www.tweb.nl
Indien een norm wordt genoemd, dient de vigerende versie te worden gebruikt.
 1 Algemeen Te raadplegen overige documenten: - Algemeen Reglement HVO voor opleidingen OH1.00, toezicht en examens voor de niveaus 1, 2, 3 en 4 - Bijlage 1 t/m 5; deze bijlagen beschrijven de proces specifieke
1 Algemeen Te raadplegen overige documenten: - Algemeen Reglement HVO voor opleidingen OH1.00, toezicht en examens voor de niveaus 1, 2, 3 en 4 - Bijlage 1 t/m 5; deze bijlagen beschrijven de proces specifieke
Lasmechanisatie. complex of toch nog eenvoudig
 Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
BEROEPSKWALIFICATIEDOSSIER Lasser-monteerder
 BEROEPSKWALIFICATIEDOSSIER Lasser-monteerder ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Lasser-monteerder 1.2 DEFINITIE
BEROEPSKWALIFICATIEDOSSIER Lasser-monteerder ////////////////////////////////////////////////////////////////////////////////////////////////////////// 1. Globaal 1.1 TITEL Lasser-monteerder 1.2 DEFINITIE
Product/Gasvoerend lassen.
 Product/Gasvoerend lassen. Inleiding De wereld is een continu bedrijf, werken en leven gaat dag en nacht door, dus ook de levering van water, elektriciteit en gas. Om te zeker te stellen dat de levering
Product/Gasvoerend lassen. Inleiding De wereld is een continu bedrijf, werken en leven gaat dag en nacht door, dus ook de levering van water, elektriciteit en gas. Om te zeker te stellen dat de levering
KOOP-RUIL SYSTEEM HET KOOP-RUIL SYSTEEM BESTELLINGEN
 KOOP-RUIL SYSTEEM HET KOOP-RUIL SYSTEEM BESTELLINGEN Gasco levert industriële gassen op basis van het koop-ruil systeem. Dit houdt het volgende in : U koopt als groothandel een aantal cilinders, afhankelijk
KOOP-RUIL SYSTEEM HET KOOP-RUIL SYSTEEM BESTELLINGEN Gasco levert industriële gassen op basis van het koop-ruil systeem. Dit houdt het volgende in : U koopt als groothandel een aantal cilinders, afhankelijk
LASERLASSEN IN DE PRAKTIJK
 LASERLASSEN IN DE PRAKTIJK LASERLASSEN Bij het laserlassen wordt sterk geconcentreerd licht gebruikt om twee producten aan elkaar te verbinden. De bewerking wordt sinds vele jaren toegepast in de industrie.
LASERLASSEN IN DE PRAKTIJK LASERLASSEN Bij het laserlassen wordt sterk geconcentreerd licht gebruikt om twee producten aan elkaar te verbinden. De bewerking wordt sinds vele jaren toegepast in de industrie.
Handleiding RABBIT 165. Cerdi bvba Baronstraat 118 B-8870 Izegem (BELGIUM) TEL. +32 (0) FAX. +32 (0)
 TEL. +32 (0) FAX. +32 (0)") Handleiding RABBIT 165 2 Inhoudsopgave 1.1. Elektrische veiligheidsregels... 3 1.2. Regels i.v.m. brandveiligheid... 3 1.3. Eigen veiligheid... 4 1.4. Hoofdbescherming... 4 1.5. Lichaamsbescherming...
Handleiding RABBIT 165 2 Inhoudsopgave 1.1. Elektrische veiligheidsregels... 3 1.2. Regels i.v.m. brandveiligheid... 3 1.3. Eigen veiligheid... 4 1.4. Hoofdbescherming... 4 1.5. Lichaamsbescherming...
Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipe
 tart conventionele lasverbindingsprincipe") Kemppi Oy Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipe White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Het verkleinen van de groefboog
Kemppi Oy Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipe White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Het verkleinen van de groefboog
MIG175 Easy. MMA MIG TIG Plasma Puntlassen X
 MIG175 Easy MMA MIG TIG Plasma Puntlassen X Inhoud Voorwoord... 2 Veiligheidsinstructies... 3 Onderhoud... 5 Storingen / Reparaties... 6 Garantie... 7 Bedieningspaneel & Aansluitingen... 8 Gebruikersinformatie...
MIG175 Easy MMA MIG TIG Plasma Puntlassen X Inhoud Voorwoord... 2 Veiligheidsinstructies... 3 Onderhoud... 5 Storingen / Reparaties... 6 Garantie... 7 Bedieningspaneel & Aansluitingen... 8 Gebruikersinformatie...
EH EH EH EH E EH E EH Pag. 46/01
 Doorslijpschijven PFERD voorzien van het nieuwe kleur coderingsysteem op produkt en verpakking. Afbraamschijven PFERD Standaard asgat 22.2 mm Doorslijpschijf SG STEEL (prestatielijn) Voor het snijden van
Doorslijpschijven PFERD voorzien van het nieuwe kleur coderingsysteem op produkt en verpakking. Afbraamschijven PFERD Standaard asgat 22.2 mm Doorslijpschijf SG STEEL (prestatielijn) Voor het snijden van
Kerntaak 1: Vervaardigt producten
 Kerntaak 1: Vervaardigt producten Werkproces 1.1: Voorbereiden van werkzaamheden De ontvangt de werkopdracht van de leidinggevende. Hij controleert de aangeleverde informatie, verzamelt, leest en interpreteert
Kerntaak 1: Vervaardigt producten Werkproces 1.1: Voorbereiden van werkzaamheden De ontvangt de werkopdracht van de leidinggevende. Hij controleert de aangeleverde informatie, verzamelt, leest en interpreteert
Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen
 P.A. van Ingen") Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen afstudeerverslag P.A. van Ingen van: begeleider: I r. J.P. Zijp afstudeerhoogleraar: Prof. Dr. G. den Ouden
Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen afstudeerverslag P.A. van Ingen van: begeleider: I r. J.P. Zijp afstudeerhoogleraar: Prof. Dr. G. den Ouden
Voorkomen van lasvervorming in het ontwerpstadium
 Laskennis opgefrist (nr. 1) Voorkomen van lasvervorming in het ontwerpstadium In deze aflevering worden algemene richtlijnen gegeven om de ongewenste vervorming door het lassen te beperken in de ontwerpfase
Laskennis opgefrist (nr. 1) Voorkomen van lasvervorming in het ontwerpstadium In deze aflevering worden algemene richtlijnen gegeven om de ongewenste vervorming door het lassen te beperken in de ontwerpfase