Belgisch Instituut voor Lastechniek vzw -
|
|
|
- Mathilda Janssen
- 5 jaren geleden
- Aantal bezoeken:
Transcriptie

1 ONDERZOEK 27/01/2019 1
 : Lassen met beklede elektrodes = lasproces 111")
2 Elektrodelassen Nederlandse aanduiding: BMBE Booglassen Met Beklede Elektrode Internationale aanduiding: SMAW Shielded Metal Arc Welding Nomenclatuur lasproces (ISO 4063) : Lassen met beklede elektrodes = lasproces 111 2
 Boog door")
3 Principe Booglasproces Boog tussen afsmeltende elektrode en werkstuk Manueel proces Procesnr. ISO 4063: 111 Ontsteken : aanstrijken werkstuk Kortsluiting Warmte (smelten / verdampen kerndraad en bekleding) Boog door plasmagas (gas uit bekleding) 3

4 Principe Warmte door elektrische boog Geleidend plasma Hoge stromen Lage spanning Temp. tot C Hoge energiedichtheid Bescherming lasbad met gas en vloeibare slak 4

5 Lasapparatuur Volledige installatie - Lastoestel - Elektrodehouder met laskabel - Massaklem met massakabel - Beklede elektrode 5 5
 DC/AC omzetter (chopper)")
 Voordelen : vb Hot start,")
6 Lasapparatuur Invertor Gelijkrichter (diode) DC/AC omzetter (chopper) Transformator Gelijkrichter Shunt (smoorspoel) Voordelen : vb Hot start, anti-stick, 6 8

7 Lasapparatuur Elektrodetang Massaklem 7 14

8 Lasapparatuur : kenplaat elektrodepost 8
9 Gelijkstroom lastoestel: Keuze in polariteit: Afhankelijk van elektrode die men verlast. Wordt aangegeven door leverancier in productcatalogus en staat vermeld op verpakking. Groot verschil in temperatuurontwikkeling. + pool is ~600 C warmer dan pool 9
10 Nullastspanning nodig om boog te ontsteken : basische elektrode > 72 V, rutiel : V nodig 10 10
11 Max. nullastspanning Staatsblad (AREI art 57) 11 11
12 Rol bekleding 5 functies: Beschermen tegen lucht (zuurstof en stikstof) Zuiveren vloeibaar metaal (lasbad) Vorming van de lasnaad Ionisatie van de vlamboog Legeren van het smeltbad 12
13 Rol bekleding Bescherming tegen lucht Gassen uit bekleding Stoffen met cellullose / organische componenten: boogtemp. : H 2 O + CO 2 Verder ontbinden in boog tot H 2 /CO/O/H Bij afkoeling opnieuw H 2 O + CO 2 = ontspanning, houdt lucht weg van smeltbad Nadeel : H kan oplossen in smeltbad, met nadelige gevolgen voor staal (koudscheuren) Cellulose en rutiel elektroden 13
14 Rol bekleding Bescherming tegen lucht Gassen uit bekleding Stoffen met carbonaten : CO 3 (Ca, Mg, K 2, Na 2 ) Boogtemp : CO 2 + CaO geen H! CO 2 : bescherming tegen lucht Basische elektroden 14
15 Rol bekleding Zuivering smeltbad : FeO moet weg uit smeltbad slak Traag proces : meeste zuivering tijdens druppelovergang FeO verwijderen : chemische reaktie basische elektrode Rechtstreekse reductie = efficiënter 15
16 Rol bekleding Zuivering smeltbad : gasinsluitsels CO : weinig oplosbaar in smeltbad (snelle afkoeling) H + oplosbaar in vloeibare fase (en austenietfase) : H + + H + H 2 Vol H 2 >> vol. H + (spanningsopbouw / scheuren) N 2 : oplosbaar in vloeibaar metaal Vormt Fe-nitrides (hoger smeltpunt dan staal) 16
17 Rol bekleding Zuivering smeltbad : Ontzwavelen : FeS : lost op in metaal, niet in slak FeS : smeltpunt : 800 C warmscheuren Best verwijderen met elementen met grote affiniteit voor S : Mn slak, basische elektrode Ontfosforing (P) : verbrossing van staal Grondstoffen met zeer laag P gehalte Globaal : basische elektrode geven beste eigenschappen aan het lasmetaal 17

18 Beklede elektrode 18
19 Rol bekleding Vorming van de lasnaad Smeltpunt van de slak > Ts staal Slak nog vloeibaar als metaal stolt : opname van onzuiverheden, gassen moeten wegkunnen door vloeibare slak Viscositeit van de slak : Laag (dik vloeibaar) vlakke las Hoog (dunvloeibaar) geribbelde las 19
20 Rol bekleding Vorming van de lasnaad Oppervlaktespanning : Slak en vloeibaar metaal in positie lassen, doorhangen las of niet Ook temperatuursafhankelijk : lagere temperatuur : lagere viscositeit boven hoofd lassen lagere stroom Verschillende types elektroden 20
21 Rol bekleding Vorming van de lasnaad : Stollingsinterval : Smeltpunt van bekleding is hoger dan smeltpunt slak Stolling slak gebeurt niet op 1 temperatuur stollingsinterval (temperatuursgebied) Onder hand lassen (positie PA) : trage stolling (groot stollingsinterval) glad oppervlak Boven hoofd (PE) : snelle stolling nodig (klein stolinterval ruw oppervlak 21
22 Rol bekleding Kleine verandering in samenstelling bekleding kan grote gevolgen hebben : 22 22
23 Rol bekleding Ionisatie van de vlamboog : In vlamboog : vaste stoffen verdampen ionen in boog Beter ionisatie : stabielere boog Slechtere ionistatie : onstabieler (kortere boog houden) 23
24 Rol bekleding Legeren van smeltbad : Lasnaadsamenstelling = afh. van bekleding en kerndraad Spoorelementen : vb Al en B (0,001%) Laaggelegeerde elementen : 0,5 5 % Vb. Cr, Ni Hooggelegeerd : > 5% legeringselementen Wijze van aanbrengen (als metaalpoeder of als oxide): Spoorelementen : homogeen verdelen (1mg op 100g las)? Producten waar spoorelementen inzitten : vb Na 2 Al 2 O x meer toevoegen (kan wel homogeen verdeeld worden, 2 g op 100 g las) 24
25 Rol bekleding Legeren van smeltbad : Wijze van aanbrengen laaggelegeerde elementen: Als metaal (vb FeCr) Puur Cr : oxidatie in boog Meer in bekleding steken dan nodig is in smeltbad Wijze van aanbrengen hooggelegeerde elementen: Vb 20% Cr, 10% Ni, 3% Mo : legerings% % in bekleding : dikke elektrode nodig Elementen toevoegen in de draad! Toevoeging van Fe-poeder in bekleding : rendement Bekleding brengt dus legeringselementen in las en/of verhoogt het rendement! 25
26 Rol bekleding Overzicht: Zuur (ijzeroxide + ferromangaan) : traag stollende slak, horizontaal lassen Basisch (kalk + ): snel stollend, alle posities, goede mechanische eigenschappen Cellulose (organische stoffen) : diepe inbranding, waterstof!! (1 e pas) Oxiderende (ijzeroxide) : traag stollend, gladde lassen, weinig toegepast Rutiel (titaandioxide): breed toepassingsgebied 26
27 Overzicht 27 27
28 Rol bekleding Besluit : Verschillende functies Enorme hoeveelheid van verschillende elektroden Indeling noodzakelijk 28
29 Indeling Indelingscriteria: Afmetingen Rendement Samenstelling van de bekleding Samenstelling van het lasmetaal Toepasbaarheid/inzetbaarheid van de elektrode 29
30 Afmetingen: draaddiameter Draaddiameter (kern) bepaalt de lasstroom Vuistregels voor lasstroom Elektrodediameter x 30 / 40 = A Stroombelastbaarheid Min. stroom: stabiele boog, regelmatige afsmelting Max. stroom: oververhitting van de elektrode Booglengte (lasser) vuistregel : 1 x kerndraaddiameter 0,5 x kerndraaddiameter basische elektrodes 30
31 Afmetingen: lengte van de elektrode Lengte van de elektrode beperkt Technisch reden Opwarming van de elektrode (RI²t) Praktische reden Handvaardigheid van de lasser Laspositie 1,5 2 mm² mm 2,5 6 mm² mm 31
32 Afmetingen: diameter van de bekleding ifv diameter van de draad 3 groepen: Dun: D/d = 1,4 1,6 Middelmatig: D/d = 1,6 2 (legering van lasmetaal) Dik: D/d = >2 (verhoogd rendement) 32
33 Rendement Rendement = neergesmolten materiaal/gewicht draad Draad wordt niet volledig opgelast (peukverlies) Spatverliezen Verliezen niet te verwaarlozen Rendement bepalen door weging (elektroden) 33
34 Rendement Normale elektroden Elektroden met verhoogd rendement Toevoeging van Fe, Mn, Si, Effect op de kwaliteit van de lasnaad Lassen onder de hand (max. 125% voor alle posities) Beperking: bekleding moet nog afsmelten Indeling: 100, 120,140, 160, % 34
35 Rendement elektrode 35
36 Samenstelling van de bekleding Dominerend element van de bekleding (qua chemische activiteit of qua hoeveelheid) O 36 36
37 ijzererts Vroeger veel gebruikt Goed naaduitzicht (oxiderende stoffen dunvloeibaar lasbad) Alle lasstanden Middelmatige slaklossing Lage treksterkte, grote rek Taai, ductiel 37
38 cellulose Organische stoffen in de bekleding die gassen produceren Veel gas: hoge snelheid Veel spatten Middelmatige mechanische eigenschappen Hoog vochtgehalte Diepe inbranding 38
39 rutiel Zachte boog Gladde lasnaad Weinig spatten Eenvoudige verwijdering van de slak (zelflossende slak) Traag Middelmatige mechanische eigenschappen Evt: + klein % cellulose 39
40 neutraal Harde boog Gladde lasnaad Snel afsmelten Niet-zelflossende slak (verwijderen met bikhamer) 40
41 basisch Hoge mechanische eigenschappen Zuiveren van het smeltbad Minder fraai lasuiterlijk Slechtere boogstabiliteit Moeilijker lasbaarheid Slechte slaklossing 41
42 gemengd Mengelektroden = combineren van de goede eigenschappen Rutiel-cellulose Universele elektrode Diepe inbranding, alle standen, minder glad lasuiterlijk Rutiel-basisch Betere mechanische eigenschappen dan zuiver rutiel Wordt gebruikt om bvb: RVS te lassen (lasuiterlijk) Zuur-basisch (+/- neutraal-basisch) 42
43 Samenstelling van de bekomen las Koolstofstaal: ongelegeerd Fe + Mn +Si Vloeigrens is bepalend Laaggelegeerd Corrosieweerstand, trekvastheid, kruipvastheid, lage temperatuurseig. Slijtvastheid verhogen Hooggelegeerd RVS, slijtvaste legeringen Non-ferro Hoofdbestanddeel is niet Fe Ni, Cu, Al, Co 43
44 Toepasbaarheid Traagstollende slak versus snelstollende slak Onder de hand versus in positie Algemene elektrode versus specifieke elektrode (vb: elektrode voor alle posities versus cellulose elektrode) 44
45 Classificatie volgens EN ISO 2560 PRIMAFIXE Diffundeerbare Waterstof in het neergesmolten metaal: H5 H10 H15 5 ml/100 g neergesmolten metaal 10 ml/100g 15 ml/100g EN ISO 2560 : E 35 0 RC 1 1 E: beklede elektrode Mechanische eigenschappen Rp0,2 Rm A5 min N/mm² N/mm² Weerstand bij buigproef met schokken: Z: geen eisen A: +20 C met >47J 0: 0 C 4: -40 C 2: -20 C 5: -50 C 3: -30 C 6: -60 C Chemische samenstelling: Mn Mo Ni Mo MnMo > Ni Ni Ni Mn1Ni > NiMo Z Andere overeen te komen samenstelling Laspositie: 1 alle posities 2 alle posities behalve vert. dalend 3 horiz. stompe las, horiz. in hoeken, horiz.-vert 4 horiz. stompe las, horiz.-vert. 5 idem 3 + vert. dalend Rendement en stroompolariteit: Symbool Rendement (%) Stroomsoort 1) AC + DC DC AC + DC DC AC + DC DC AC + DC DC 1) AC = wisselstroom ; DC = gelijkstroom Type bekleding: A: zuur C: cellulose R: rutiel RR: rutiel dik bekleed RC: rutiel cellulose RA: rutiel zuur RB: rutiel basisch 45 B: basisch 29

46 Beklede elektrode Voorbeeld van classificatie toevoegmateriaal 46 28
47 Elektrode aanduiding 47 47


48 Elektrode aanduiding 48
49 Keuze gepaste elektroden. Waardoor laten leiden? Chemische samenstelling? Mechanische richtwaarden? Combinatie van alle factoren samen. 49 BRON: SIDMAR

50 Productfiche 1 Welke gegevens vinden we op een product fiche? 1. Norm Beschrijving 3. Toepasbaarheid 4. Lasstroom 5. Richtanalyse neersmelt 6. Mechanische eigenschappen Stroomsterkten diameters 8 8. Te lassen in lasposities 50 BRON: SIDMAR

51 Norm EN757 = Europese Norm ASME = Amerikaanse Norm DIN = Duitse Industrie Norm AFNOR = Franse Norm 51 BRON: SIDMAR

52 Beschrijving Geeft algemene beschrijving van de elektroden, toepassingsgebied en mechanische eigenschappen. 52

53 Toepasbaarheid Toepasbaar op fijnkorrelig constructiestaal S420, BRON: SIDMAR 53

54 Type lasstroom Type lasstroom: gelijkstroom, + aan de lastang 54 BRON: SIDMAR

55 Richtanalyse neersmelt Voorbeeld van een te lassen basismateriaal: C = 0,20 Mn =~1,4 Ni = 0,8 Cr = 0,3 Mo = 0,1 V = 0,2 Cu = 0,2 55 BRON: SIDMAR
56 Mechanische eigenschappen Trek-spanning diagram Kerfslag 56 BRON: SIDMAR

57 Stroomsterkten diameters 57 BRON: SIDMAR

58 Stroom ifv plaatdikte en diameter C-staal, positie PA 58

59 Te lassen in lasposities 59 BRON: SIDMAR
60 Elektrodekeuze Keuzecriteria vastleggen Objectieve criteria Subjectieve criteria Keuze gestuurd door verschillende personen: ontwerper, constructeur, lasser, aankoopafdeling, 60
61 Elektrodekeuze Objectieve criteria Materiaal dat gelast moet worden Eisen gesteld aan de verbinding (sterkte,...) Vorm van het stuk, plaatdikte, Laspositie Beschikbare stroombron Kostprijs Productiviteit 61
62 Elektrodekeuze Subjectieve criteria Lasser Slaklossing (cfr. Inschakelduur) Opsmelttijd (obj: meten, subj: lasser) Foutenlast Lasnaaduiterlijk ALS ER VERSCHILLENDE MOGELIJKHEDEN ZIJN LAAT DE LASSER/MEESTERGAST BESLISSEN!!!!! 62
63 Elektrodekeuze Uiteindelijke keuze best controleren aan de hand van lasprocedure werkelijke mechanische eigenschappen worden gecontroleerd Prijs elektrode is ondergeschikt aan kwaliteit, maar van de geschikte elektroden de goedkoopste nemen 63
64 Opslag van elektroden Verschillende verpakkingen: Kartonnen doos Kartonnen doos + kunststof folie Kunststof koker (PE), meestal met dichte sluiting die hersluitbaar is Vacuüm verpakking, hermetisch gesloten Opgelet: eens geopend, oplassen of correct bewaren! 64
65 Opslag van elektroden Opslag: Opslagcondities:vb: C, rel. Vochtigheid: max. 60% (uitz. Vacuüm verpakking, zolang niet geopend) Max. opslagtijd: 3 jaar Om beschadiging te voorkomen, max. 5 pakken op elkaar stapelen 65
66 Opslag van elektroden Gevaar : vochtopname, verdamping in boog spatten, porositeit, scheuren Rutiel elektrode : vochtgehalte = 1% Basische elektrode : vochtgehalte < 0,4 % Vochtopname door vocht in lucht (RV) 66
67 Opslag elektroden Vocht : koud voorwerp in omgeving met hogere temperatuur : vocht slaat erop neer (bv koude bril buiten binnen) Bij die temperatuur heeft lucht een overmaat aan vocht Opname bij constante temperatuur : 67 67
68 Opslag van elektroden Herdrogen en bewaren van elektroden Vochtig geworden of onbekende oplasparameters Type Herdroogtijd [h] Temperatuur [ C] Bewaren Rutiel Kast 10 à 20 C boven omgevingstemperatuur Basisch Warmhoudoven onbeperkte tijd op C - Warmhoudkoker max. 10h op T<125 C - Kunstof koker die hersluitbaar is, max. 2 weken in de werkplaats Roestvast staal Warmhoudoven onbeperkte tijd op C - Warmhoudkoker max. 10h op T<125 C Deze tabel geeft richtwaarden, voor concrete gegevens zie gegevens producent 68






69 Opslag van elektroden Opslag Herdroogoven Warmhoudoven Warmhoudkoker 69 69
70 Produktie van beklede elektroden Beklede laselektrode (Lastek) Bekleding Droog gemengde poeders volgens eigen receptuur Mengen met vloeibaar bindmiddel tot een kneedbare pasta Extruderen rond de kerndraad op de elektrodepers Presentatie Böhler 70
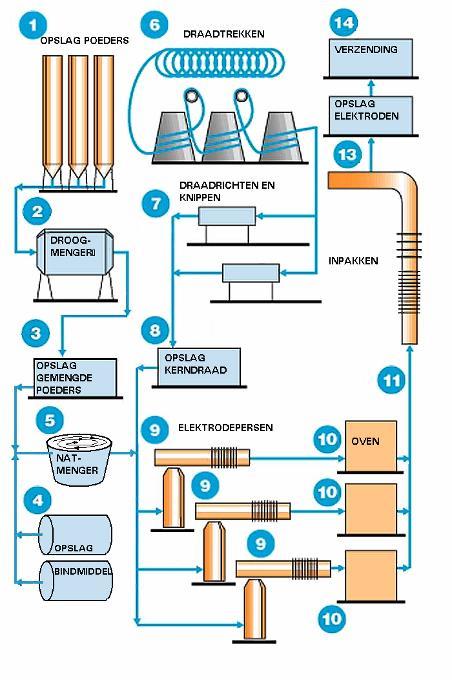
71 71

72 72
73 Productie van elektroden 2 e methode : dopen (Oude methode) 73
74 Intermezzo lasparameters Type stroom: DC+, DC-, AC Stroom instellen! Voortloopsnelheid: Lasserafhankelijk?! Booglengte: Lasserafhankelijk?! 74

75 Intermezzo lasparameters 75 75
76 Werkstukvoorbereiding Algemeen : afhankelijk van lasproces en lasprodukt (dunne plaat dikke plaat) Lasnaad : zuiver, vrij van vet, olie, verf, Lasnaadvormen : EN ISO 2553 Vbn : I-naad, V-naad, Y-naad, X- naad, 76
77 Lasnaadvormen 77
78 78
79 Werkstukvoorbereiding Elektrode relatief beperkte warmteinbreng : Open stand (onderzijde mee smelten) 79
80 werkstukvoorbereiding Dikkere stukken : V- voorbereiding Opstaande kant voorzien : doorlassing in bedwang houden (1 2mm) Afschuiningshoek : Slaklossing mogelijk maken Kleinere hoek : minder lasmetaal nodig ( ) Compromis slaklossing economie Zie ook EN ISO 9692! 80
81 Werkstukvoorbereiding Dikte stroom elektrodediameter voorbereiding 81 81
82 lassen Elektrode stand : Stekend Slepend (diepere inbranding) Beweging elektrode : Constante snelheid Snoeren (verkant lassen) Pendelen Praktisch : pendelbreedte = max. 3 x elektrodediameter Pendelen of verkant lassen? Metallurgische reden : warmte-inbreng 82
83 Lasfouten Slakinsluitsing : Te lage stroom Elektrodestand Te bolle las Verkanten 83
84 Lasfouten Gas (porositeit) Vocht Elektrodestand Booglengte Tocht Startporositeit : Basische elektroden : begin las wegslijpen 84
85 Lasfouten Inkarteling : Elektrodestand Booglengte Stroom voortloopsnelheid 85
86 lasfouten Ondernaadscheuren (koudscheuren) : Oorzaken: Spanningen (trek) Waterstof Gevoelige structuur (martensiet, hard) Verminderde oplosbaarheid H 2 tijdens stollen Voorkomen: Meestal WBZ, voet las, underbead, Tot enkele dagen na het lassen (10 dagen) Belang: Groot, vermindering vermoeiingsweerstand en verlaging sterkte Remedie: Laag waterstof Voorwarmen, gloeibehandeling (waterstofarmgloeien, soaken ) 86


87 lasfouten : koudscheuren 87
88 lasfouten Plakfouten : Oorzaak : Te lage warmte-inbreng I te laag Slechte elektrodestand Lassen op bad (te traag lassen) Slecht pendelen 88
89 Speciale technieken Zwaartekrachtlassen : Voor staande hoeklassen Elektrode 600 mm lang Contactelektrode 89 89
90 Neersmeltsnelheid 90
91 Inschakelduur De tijd dat de boog brandt t.o.v. de totale werktijd van de lasser ID = (boogtijd/werktijd)x100% Gemiddelde ID per lasproces: Beklede elektrode 25 % MAG 30 % OPD 50 % 91
92 Inschakelduur Boogtijd: de tijd dat de boog werkelijk brandt Neventijd: andere werkzaamheden zoals slijpen, draadwissel, sigaretje Werktijd: het aantal werkuren dat een lasser presteert per dag ID lasser versus ID machine 92
93 Inschakelduur Afhankelijk van: Lasproces Graad van mechanisatie Moeilijkheidsgraad (vb: laspositie) Kwaliteitseisen (cfr. ISO 5817) Bedrijfsorganisatie (optimale planning en routing) 93
94 Welke kosten? Loonkosten Verbruiksmateriaalkosten Machinekosten Energiekosten 94
95 Welke kosten? Loonkosten (70 à 90%) Verbruiksmateriaalkosten (5 à 10%) Machinekosten (5%) Energiekosten (2%) 95
96 Veiligheid Gevaren - Elektrische boog Intens licht UV warmte/ brandwonden Elektrische schokken - lasrook - lasspatten 96 43
 - Elektrische schokken Droge kledij /")
97 Veiligheid De elektrische boog - Intens licht, UV Lashelm beschermglaasjes (zie volgende tabel) - Warmte / brandwonden/ lasspatten Lashandschoenen, werkkledij (katoen) - Elektrische schokken Droge kledij / lashandschoenen 97 44


98 Veiligheid Lasrook - Geventileerde ruimte - Lasrook afzuiging - Lashelm met perslucht 98 46




99 99 99
100 CONTACT 100
INFOFICHES RVS [DEEL 4-2]
![INFOFICHES RVS [DEEL 4-2]](/thumbs/26/7809101.jpg "INFOFICHES RVS [DEEL 4-2]") ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
Wijzigingen en drukfouten voorbehouden.
 Corrosievast en Chemische samenstelling (richtwaarden) in % Classificatie Hittebestendig staal C Mn Si Cr Ni Mo Nb Cu N W AWS A-5.4 EN 1600 Arosta 304L 0,020 0,8 0,8 19,5 9,7 - - - - - E308L-16 E 19 9
Corrosievast en Chemische samenstelling (richtwaarden) in % Classificatie Hittebestendig staal C Mn Si Cr Ni Mo Nb Cu N W AWS A-5.4 EN 1600 Arosta 304L 0,020 0,8 0,8 19,5 9,7 - - - - - E308L-16 E 19 9
Onder poeder lassen. Laskennis opgefrist (nr. 15) Proces beschrijving. Lasparameters
 Proces beschrijving. Lasparameters") Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
AIR LIQUIDE Welding Plasma lassen
 AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
Vragen. Vragen. De basistechniek van het lassen
 De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
en wolframelektroden optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales.
 Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden beschikbaar, dit zowel voor
Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden beschikbaar, dit zowel voor
WOLFRAM elektroden. Abicor BINZEL. optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales.
 WOLFRAM elektroden Abicor BINZEL. Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden
WOLFRAM elektroden Abicor BINZEL. Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden
Apparatuur voor het Onderpoeder lassen
 Laskennis opgefrist (nr. 16) Apparatuur voor het Onderpoeder lassen Het onderpoederlassen kan vergeleken worden met het MIG-lassen: er wordt een boog onderhouden tussen een continue aangevoerde draadelektrode
Laskennis opgefrist (nr. 16) Apparatuur voor het Onderpoeder lassen Het onderpoederlassen kan vergeleken worden met het MIG-lassen: er wordt een boog onderhouden tussen een continue aangevoerde draadelektrode
Catalogus lastoevoegmaterialen
 Catalogus lastoevoegmaterialen Informatie elektroden Verpakking elektroden 7 8 Rutiel elektroden voor ongelegeerd C-staal IW 28 9 IW 48 10 IW 46S 11 IW 68 12 IW C23-130 13 IW C23-150 14 IW C23-200 15 IW
Catalogus lastoevoegmaterialen Informatie elektroden Verpakking elektroden 7 8 Rutiel elektroden voor ongelegeerd C-staal IW 28 9 IW 48 10 IW 46S 11 IW 68 12 IW C23-130 13 IW C23-150 14 IW C23-200 15 IW
Beklede elektroden Bekkering lastechniek
 2014 Beklede elektroden Bekkering lastechniek. Brasem 8 4941 SE Raamsdonksveer Tel. +31(0) 162-510542 Fax. +31(0) 162-510072 Belder 25B 4704 RK Roosendaal Tel. +31 (0) 165-395506 fax. +31 (0) 165-399715
2014 Beklede elektroden Bekkering lastechniek. Brasem 8 4941 SE Raamsdonksveer Tel. +31(0) 162-510542 Fax. +31(0) 162-510072 Belder 25B 4704 RK Roosendaal Tel. +31 (0) 165-395506 fax. +31 (0) 165-399715
MIG/MAG-lassen met massieve draad
 Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Fred Neessen. Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel?
 2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen
 Laskennis opgefrist (nr. 31) Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen Slakinsluitingen in lasverbindingen komen voornamelijk voor bij die lasprocessen waarbij op de één of andere
Laskennis opgefrist (nr. 31) Defecten en onvolkomenheden in lasverbindingen: slakinsluitingen Slakinsluitingen in lasverbindingen komen voornamelijk voor bij die lasprocessen waarbij op de één of andere
Het lassen met beklede elektroden
 Laskennis opgefrist (nr. 26) Het lassen met beklede elektroden Het lassen met een elektrische boog is voor het eerst ontdekt door Sir Humphrey Davy in 1801. Het eerst patent werd verleend aan de Engelsman
Laskennis opgefrist (nr. 26) Het lassen met beklede elektroden Het lassen met een elektrische boog is voor het eerst ontdekt door Sir Humphrey Davy in 1801. Het eerst patent werd verleend aan de Engelsman
Ir. Roger Creten, EWE. gastdocent Lessius Mechelen. Lastek LGRN Puls MIG 1
 Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Ir. Roger Creten, EWE Lastek Belgium n.v. Herentals gastdocent Lessius Mechelen Lastek 16.06.2011 LGRN Puls MIG 1 MIG/MAG-lassen MIG/MAG MAG-lassen: elektrisch booglassen met een continue draadelektrode
Booglassen Met Beklede Elektrode
 Booglassen Met Beklede Elektrode Bij het Booglassen Met Beklede Elektrode (ook wel Elektrisch booglassen of elektrode lassen genoemd) raak je met de elektrode het werkstuk aan. Op deze manier maak je een
Booglassen Met Beklede Elektrode Bij het Booglassen Met Beklede Elektrode (ook wel Elektrisch booglassen of elektrode lassen genoemd) raak je met de elektrode het werkstuk aan. Op deze manier maak je een
NEDERLANDS INSTITUUT VOOR LASTECHNIEK
 NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
Lassen met beklede elektroden
 Lassen met beklede elektroden Historie of toch nog perspectief De geschiedenis van het samenvoegen van materialen gaat enkele eeuwen terug, maar voor het einde van de 19e eeuw, was het enige beschikbare
Lassen met beklede elektroden Historie of toch nog perspectief De geschiedenis van het samenvoegen van materialen gaat enkele eeuwen terug, maar voor het einde van de 19e eeuw, was het enige beschikbare
Lasbaarheid van Materialen Staal
 Laskennis opgefrist (nr. 59) Lasbaarheid van Materialen Staal Oorzaak lasonvolkomenheden Tijdens het lassen moet de lasser zien te voorkomen dat er onvolkomenheden ontstaan in de las, zeker als de las
Laskennis opgefrist (nr. 59) Lasbaarheid van Materialen Staal Oorzaak lasonvolkomenheden Tijdens het lassen moet de lasser zien te voorkomen dat er onvolkomenheden ontstaan in de las, zeker als de las
MIG lassen van Aluminium en Aluminiumlegeringen. Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals
 MIG lassen van Aluminium en Aluminiumlegeringen Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals Lassen van Al en Al-legeringen Lassen van Aluminium lassen van
MIG lassen van Aluminium en Aluminiumlegeringen Ir. Roger Creten, EWE Gastdocent KUL Campus Denayer en Thomas More Lastek Belgium Herentals Lassen van Al en Al-legeringen Lassen van Aluminium lassen van
ARCAL GASWIJZER. Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten. Roestvaststaal. Aluminium legeringen
 ARCAL GASWIJZER Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten Roestvaststaal Aluminium legeringen Welk lasproces past u toe? MIG/MAG Laaggelegeerde staalsoorten TIG PLASMA Welk draadtype
ARCAL GASWIJZER Welk materiaal wenst u te lassen? Laaggelegeerde staalsoorten Roestvaststaal Aluminium legeringen Welk lasproces past u toe? MIG/MAG Laaggelegeerde staalsoorten TIG PLASMA Welk draadtype
Krimpvervorming - Verschijningsvormen en oorzaken
 Laskennis opgefrist (nr. 4) Krimpvervorming - Verschijningsvormen en oorzaken Figuur 1: Doordieping (bukkeling) van de staalplaat tussen de verticale en horizontale verstijvingsprofielen ten gevolge van
Laskennis opgefrist (nr. 4) Krimpvervorming - Verschijningsvormen en oorzaken Figuur 1: Doordieping (bukkeling) van de staalplaat tussen de verticale en horizontale verstijvingsprofielen ten gevolge van
INOX ELEKTRODEN CBL - 308L/MVR BASIC. Diameter Mm Amp. Aantal Elek./pak Aantal Kg/pak Aantal Kg/karton
 CBL - 308L/MVR BASIC Is een basisch beklede roestvaste elektrode met goede mechanische eigenschappen. Deze elektrode is ook geschikt voor het maken van doorlassingen en heeft een lage warmscheurgevoeligheid.voor
CBL - 308L/MVR BASIC Is een basisch beklede roestvaste elektrode met goede mechanische eigenschappen. Deze elektrode is ook geschikt voor het maken van doorlassingen en heeft een lage warmscheurgevoeligheid.voor
Koolboog Gutsen. Laskennis opgefrist (nr. 21)
") Laskennis opgefrist (nr. 21) Koolboog Gutsen Het grote verschil tussen deze gutstechniek en de andere technieken is dat een aparte luchtstroom wordt gebruikt om het gesmolten metaal uit de gevormde groef
Laskennis opgefrist (nr. 21) Koolboog Gutsen Het grote verschil tussen deze gutstechniek en de andere technieken is dat een aparte luchtstroom wordt gebruikt om het gesmolten metaal uit de gevormde groef
Theorie internationaal lasser
 Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Overzicht Lastek MMA apparatuur
 Overzicht Lastek MMA apparatuur Draagbare toestellen x 230V RODIE 50 RODIE 250 RODIE 350 - - 3 x 400V - Elektrode ø 2,5-3,2 A 5-50 2,5-5,0 2,5-6,0 5-250 5-320 Lasset RM6/4 R35/5 R35/5 SuperStar Heavy Duty
Overzicht Lastek MMA apparatuur Draagbare toestellen x 230V RODIE 50 RODIE 250 RODIE 350 - - 3 x 400V - Elektrode ø 2,5-3,2 A 5-50 2,5-5,0 2,5-6,0 5-250 5-320 Lasset RM6/4 R35/5 R35/5 SuperStar Heavy Duty
Gutsen met beklede elektroden
 Laskennis opgefrist (nr. 18) Gutsen met beklede elektroden Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op
Laskennis opgefrist (nr. 18) Gutsen met beklede elektroden Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op
Lasmechanisatie. complex of toch nog eenvoudig
 Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
R&D. Metallurgische (las)eigenschappen van slijtvaste witte gietijzers. Annemiek van Kalken Ludwik Kowalski
eigenschappen van slijtvaste witte gietijzers. Annemiek van Kalken Ludwik Kowalski") Metallurgische (las)eigenschappen van slijtvaste witte s Annemiek van Kalken Ludwik Kowalski MID 7 juni 2010 Inhoud s Producten van wit Producten van wit Definitie van slijtvastheid Slijtvastheid: Weerstand
Metallurgische (las)eigenschappen van slijtvaste witte s Annemiek van Kalken Ludwik Kowalski MID 7 juni 2010 Inhoud s Producten van wit Producten van wit Definitie van slijtvastheid Slijtvastheid: Weerstand
Het CMT-proces (Cold Metal Transfer)
") Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Technische ondersteuning en advies op maat
 Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Overzicht Lastek MMA apparatuur
 Overzicht Lastek MMA apparatuur Draagbare toestellen RODIE 50 RODIE 250 RODIE 350 x 230V - - 3 x 400V - Elektrode ø 2,5-3,2 2,5-5,0 2,5-6,0 A 5-50 5-250 5-320 Lasset RM6/4 R35/5 R35/5 SuperStar Heavy Duty
Overzicht Lastek MMA apparatuur Draagbare toestellen RODIE 50 RODIE 250 RODIE 350 x 230V - - 3 x 400V - Elektrode ø 2,5-3,2 2,5-5,0 2,5-6,0 A 5-50 5-250 5-320 Lasset RM6/4 R35/5 R35/5 SuperStar Heavy Duty
Een las wordt ook wel lassnoer of lasrups genoemd, omdat de las de vorm van een snoer of rups kan hebben.
 Lassen Een las is een verbinding. Lassen betekent dan ook niets anders dan verbinden of samenvoegen. Maar in de techniek wordt er een heel specifieke manier van samenvoegen mee bedoeld, namelijk het laten
Lassen Een las is een verbinding. Lassen betekent dan ook niets anders dan verbinden of samenvoegen. Maar in de techniek wordt er een heel specifieke manier van samenvoegen mee bedoeld, namelijk het laten
Apparatuur voor het booglassen met beklede elektroden
 Laskennis opgefrist (nr. 42) Apparatuur voor het booglassen met beklede elektroden Hoewel voor het booglassen met elektroden relatief eenvoudige apparatuur benodigd is, is het toch van belang dat de lasser
Laskennis opgefrist (nr. 42) Apparatuur voor het booglassen met beklede elektroden Hoewel voor het booglassen met elektroden relatief eenvoudige apparatuur benodigd is, is het toch van belang dat de lasser
Duurzaam herstellen en produceren van hoogwaardige producten met lasertechnologie
 26/01/2012 Duurzaam herstellen en produceren van hoogwaardige producten met lasertechnologie Marleen Rombouts Lasercentrum Vlaanderen, Vito, Mol (België) Marleen.Rombouts@vito.be Benelux Laserevent 2012,
26/01/2012 Duurzaam herstellen en produceren van hoogwaardige producten met lasertechnologie Marleen Rombouts Lasercentrum Vlaanderen, Vito, Mol (België) Marleen.Rombouts@vito.be Benelux Laserevent 2012,
Toelichting bij : ISO14341 voor massieve draad ISO voor vuldraden. Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL
 Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
ESAB. Catalogus. Laselektroden
 ESAB Catalogus Laselektroden INLEIDING Deze catalogus voor laselektroden geeft u een overzicht van de meest voorkomende types zonder echter volledig te zijn. Voor iedere elektrode zijn de belangrijkste
ESAB Catalogus Laselektroden INLEIDING Deze catalogus voor laselektroden geeft u een overzicht van de meest voorkomende types zonder echter volledig te zijn. Voor iedere elektrode zijn de belangrijkste
Lasbaarheid van materialen - gietijzer
 Laskennis opgefrist (nr. 3) Lasbaarheid van materialen - gietijzer In deze aflevering van de rubriek Laskennis Opgefrist aandacht voor gietijzer. Gietijzer is een ijzerlegering met meer dan 2 % koolstof,
Laskennis opgefrist (nr. 3) Lasbaarheid van materialen - gietijzer In deze aflevering van de rubriek Laskennis Opgefrist aandacht voor gietijzer. Gietijzer is een ijzerlegering met meer dan 2 % koolstof,
Lasprocessen - inleiding IWS
 ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
INFOFICHES ROESTVAST STAAL [DEEL 4-3]
![INFOFICHES ROESTVAST STAAL [DEEL 4-3]](/thumbs/26/7454751.jpg "INFOFICHES ROESTVAST STAAL [DEEL 4-3]") INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
BAND lassen. Review en nieuwe ontwikkelingen voor verhoogde productiviteit
 BAND lassen Review en nieuwe ontwikkelingen voor verhoogde productiviteit Ronny Demuzere; Soudokay te Seneffe, België NL-bewerking door Johan Cobben; BLG te Haarlem, Nederland * SAW: Submerged Arc Welding
BAND lassen Review en nieuwe ontwikkelingen voor verhoogde productiviteit Ronny Demuzere; Soudokay te Seneffe, België NL-bewerking door Johan Cobben; BLG te Haarlem, Nederland * SAW: Submerged Arc Welding
Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen
 P.A. van Ingen") Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen afstudeerverslag P.A. van Ingen van: begeleider: I r. J.P. Zijp afstudeerhoogleraar: Prof. Dr. G. den Ouden
Rendementsbepaling b i j TIG-lassen onder Verhoogde Druk. (tabellen en figuren) P.A. van Ingen afstudeerverslag P.A. van Ingen van: begeleider: I r. J.P. Zijp afstudeerhoogleraar: Prof. Dr. G. den Ouden
Apparatuur voor het TIG lassen
 Laskennis opgefrist (nr. 44) Apparatuur voor het TIG lassen In aflevering 14 (december 1999) van Laskennis opgefrist is het TIG lasproces al beschreven. Bij dit proces wordt in plaats van een beschermende
Laskennis opgefrist (nr. 44) Apparatuur voor het TIG lassen In aflevering 14 (december 1999) van Laskennis opgefrist is het TIG lasproces al beschreven. Bij dit proces wordt in plaats van een beschermende
Defecten en onvolkomenheden in lasverbindingen: stolscheuren
 Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
Presenteert... Het gebruik van vuldraden : 28 mei 2013
 Presenteert... Het gebruik van vuldraden : 28 mei 2013 = staalband + poedermengsel Principe van een omgekeerde elektrode 1. KOOLSTOFSTAAL OK TUBROD 14.13 PZ 6113 OK TUBROD 15.00 2. ROESTVASTSTAAL Shield-Bright
Presenteert... Het gebruik van vuldraden : 28 mei 2013 = staalband + poedermengsel Principe van een omgekeerde elektrode 1. KOOLSTOFSTAAL OK TUBROD 14.13 PZ 6113 OK TUBROD 15.00 2. ROESTVASTSTAAL Shield-Bright
Vandaag lassen met technologie van morgen. Arc. Q-Spot Q-START MULTITACK DYNAMIC ARC. Rowig 220 T
 Vandaag lassen met technologie van morgen Arc DYNAMIC ARC MULTITACK Q-Spot Rowig 220 T Rowig 220 T: Applications Dankzij zijn afmetingen en de verhouding gewicht-power/duty cyclus is de 220T de beste optie
Vandaag lassen met technologie van morgen Arc DYNAMIC ARC MULTITACK Q-Spot Rowig 220 T Rowig 220 T: Applications Dankzij zijn afmetingen en de verhouding gewicht-power/duty cyclus is de 220T de beste optie
Laselektroden. KEUZEGIDS ELEKTRODEN 3de editie
 Laselektroden KEUZEGIDS ELEKTRODEN 3de editie Inleiding Deze selectiegids voor laselektroden geeft u een overzicht van de meest voorkomende types zonder echter volledig te zijn. Voor iedere elektrode zijn
Laselektroden KEUZEGIDS ELEKTRODEN 3de editie Inleiding Deze selectiegids voor laselektroden geeft u een overzicht van de meest voorkomende types zonder echter volledig te zijn. Voor iedere elektrode zijn
NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING
 NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING D - 16 TOEVOEGMETAAL VOOR HET LASSEN IN EEN ATMOSFEER VAN INERT GAS VAN ALUMINIUMLEGERINGEN Al Mg Heruitgave Deze versie werd niet gewijzigd,
NATIONALE MAATSCHAPPIJ DER BELGISCHE SPOORWEGEN TECHNISCHE BEPALING D - 16 TOEVOEGMETAAL VOOR HET LASSEN IN EEN ATMOSFEER VAN INERT GAS VAN ALUMINIUMLEGERINGEN Al Mg Heruitgave Deze versie werd niet gewijzigd,
INHOUDSOPGAVE. Doel van het boek 4. Stap 1: Veiligheid 6. Stap 2: Wat is MIG/MAG lassen? 10
 INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
Zin én Onzin over Laskostenbeheersing
 Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
Laslegeringen voor kwalitatieve onderhoudswerke
 , Laslegeringen voor kwalitatieve onderhoudswerke Reparaturschweißlegierungen GmbH Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 e-mail: info @ omniweld.de
, Laslegeringen voor kwalitatieve onderhoudswerke Reparaturschweißlegierungen GmbH Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 e-mail: info @ omniweld.de
Keuze van toevoegmateriaal voor het lassen van Aluminium en Al-legeringen
 Keuze van toevoegmateriaal voor het lassen van Aluminium en Al-legeringen Ir. Roger Creten, EWE Gastdocent KUL en Thomas More Campus Denayer Lastek Belgium Soorten aluminiumlegeringen Zuiver aluminium
Keuze van toevoegmateriaal voor het lassen van Aluminium en Al-legeringen Ir. Roger Creten, EWE Gastdocent KUL en Thomas More Campus Denayer Lastek Belgium Soorten aluminiumlegeringen Zuiver aluminium
Relatieve Temperatuur ( C) vochtigheid (%) Altijd vorstvrij! 18-23 Max. 60
 vochtigheid (%) Altijd vorstvrij! 18-23 Max. 60") rev 6 Algemeen Algemeen geldt dat een te hoog vochtgehalte in flux cq. bekleding van lastoevoegmaterialen kan resulteren in: overmatig spatgedrag porositeit in neergesmolten lasmetaal slechte slaklossing
rev 6 Algemeen Algemeen geldt dat een te hoog vochtgehalte in flux cq. bekleding van lastoevoegmaterialen kan resulteren in: overmatig spatgedrag porositeit in neergesmolten lasmetaal slechte slaklossing
Opleidingscatalogus: Lassen
 Opleidingscatalogus: Lassen t WEB Opleidingen, Adviezen & Subsidies Hoofdvestiging: Zeppelinstraat 7 7903 BR Hoogeveen Tel: 0528 280 888 Fax: 0528 280 889 foto's Harm Noor Presentaties Website: www.tweb.nl
Opleidingscatalogus: Lassen t WEB Opleidingen, Adviezen & Subsidies Hoofdvestiging: Zeppelinstraat 7 7903 BR Hoogeveen Tel: 0528 280 888 Fax: 0528 280 889 foto's Harm Noor Presentaties Website: www.tweb.nl
OEFENVRAGEN MIG/MAG STAAL niv. 1
 OEFENVRAGEN MIG/MAG STAAL niv. 1 Vraag 1. Helium en argon zijn. 1. In zuivere toestand geschikte beschermgassen voor het 2. MIG-lassen van staal. 3. Actieve gassen; ze vormen de voornaamste bestanddelen
OEFENVRAGEN MIG/MAG STAAL niv. 1 Vraag 1. Helium en argon zijn. 1. In zuivere toestand geschikte beschermgassen voor het 2. MIG-lassen van staal. 3. Actieve gassen; ze vormen de voornaamste bestanddelen
TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]
![TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]](/thumbs/32/15554649.jpg "TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]") TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
Apparatuur voor het MIG/MAG lassen
 Laskennis opgefrist (nr. 43) Apparatuur voor het MIG/MAG lassen Het MIG/MAG proces is een veelzijdig proces dat toepasbaar is voor het lassen van zowel dunne plaat als dikwandige werkstukken. Er zijn diverse
Laskennis opgefrist (nr. 43) Apparatuur voor het MIG/MAG lassen Het MIG/MAG proces is een veelzijdig proces dat toepasbaar is voor het lassen van zowel dunne plaat als dikwandige werkstukken. Er zijn diverse
INHOUDSOPGAVE. Inverter lasapparatuur. Inhoudsopgave 1
 INHOUDSOPGAVE Inverter lasapparatuur TIG lasapparatuur AC/DC... 2 Cebora TIG Sound 1531/M AC/DC... 2 Cebora TIG Sound 2240/M AC/DC... 3 Cebora TIG EVO 260/T AC/DC Synergic... 4 Cebora TIG EVO 330/T AC/DC
INHOUDSOPGAVE Inverter lasapparatuur TIG lasapparatuur AC/DC... 2 Cebora TIG Sound 1531/M AC/DC... 2 Cebora TIG Sound 2240/M AC/DC... 3 Cebora TIG EVO 260/T AC/DC Synergic... 4 Cebora TIG EVO 330/T AC/DC
T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze handleiding
Handleiding 1 Welkom! Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze handleiding
Symbolen weergave op tekeningen Las- en soldeerverbindingen
 Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
INHOUDSOPGAVE. Inverter lasapparatuur. Inhoudsopgave 1
 INHOUDSOPGAVE Inverter lasapparatuur TIG lasapparatuur AC/DC... 2 Cebora TIG Sound 1531/M AC/DC... 2 Cebora TIG Sound 2240/M AC/DC... 3 Cebora TIG Sound 2641/T AC/DC Synergic... 4 Cebora TIG Sound 3341/T
INHOUDSOPGAVE Inverter lasapparatuur TIG lasapparatuur AC/DC... 2 Cebora TIG Sound 1531/M AC/DC... 2 Cebora TIG Sound 2240/M AC/DC... 3 Cebora TIG Sound 2641/T AC/DC Synergic... 4 Cebora TIG Sound 3341/T
XTS 142 Handleiding. Nederlands
 XTS 142 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTS 142 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
Maximale productiviteit
 Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
3.3 Lassen. Meisjes kunnen vaak netter lassen dan jongens. Zij bewegen minder met hun handen en kunnen daardoor keurig lassen.
 3.3 Lassen Meisjes kunnen vaak netter lassen dan jongens. Zij bewegen minder met hun handen en kunnen daardoor keurig lassen. lassen Lassen is één van de methoden om onderdelen aan elkaar te verbinden.
3.3 Lassen Meisjes kunnen vaak netter lassen dan jongens. Zij bewegen minder met hun handen en kunnen daardoor keurig lassen. lassen Lassen is één van de methoden om onderdelen aan elkaar te verbinden.
Geometrische afwijkingen - deel 2
 Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS
 Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS Een prima eindresultaat in beider belang. De technologische vorderingen op het gebied van RVS-processen nemen alsmaar toe.
Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS Een prima eindresultaat in beider belang. De technologische vorderingen op het gebied van RVS-processen nemen alsmaar toe.
Geometrische afwijkingen - deel 1
 Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Laselektroden KEUZEGIDS ELEKTRODEN 1ste editie
 Laselektroden KEUZEGIDS ELEKTRODEN 1ste editie Inleiding Deze selectiegids voor laselektroden geeft u een overzicht van de meest voorkomende types zonder echter volledig te zijn. Voor iedere elektrode
Laselektroden KEUZEGIDS ELEKTRODEN 1ste editie Inleiding Deze selectiegids voor laselektroden geeft u een overzicht van de meest voorkomende types zonder echter volledig te zijn. Voor iedere elektrode
CT312. MMA MIG TIG Plasma Puntlassen X X X
 CT312 MMA MIG TIG Plasma Puntlassen X X X Inhoud Voorwoord... 2 Veiligheidsinstructies... 3 Onderhoud... 5 Storingen / Reparaties... 6 Garantie... 7 Bedieningspaneel & Aansluitingen... 8 Gebruikersinformatie...
CT312 MMA MIG TIG Plasma Puntlassen X X X Inhoud Voorwoord... 2 Veiligheidsinstructies... 3 Onderhoud... 5 Storingen / Reparaties... 6 Garantie... 7 Bedieningspaneel & Aansluitingen... 8 Gebruikersinformatie...
11. Lastoevoegmateriaal
 Er zijn ontelbaar veel verschillende soorten lasdraden, elektrode en overig toevoegmateriaal. In dit productboek staan de meest voorkomende en gangbare artikelen opgenomen. Staat uw toevoegmateriaal er
Er zijn ontelbaar veel verschillende soorten lasdraden, elektrode en overig toevoegmateriaal. In dit productboek staan de meest voorkomende en gangbare artikelen opgenomen. Staat uw toevoegmateriaal er
Gezondheid, veiligheid en het voorkomen van ongevallen -
 Laskennis opgefrist (nr. 47) Gezondheid, veiligheid en het voorkomen van ongevallen - gezondheidsrisico's ten gevolge van rook en gassen gedurende het lassen De hoeveelheid en de samenstelling van de lasrook
Laskennis opgefrist (nr. 47) Gezondheid, veiligheid en het voorkomen van ongevallen - gezondheidsrisico's ten gevolge van rook en gassen gedurende het lassen De hoeveelheid en de samenstelling van de lasrook
Lastoevoeg materialen. welding equipment
 Lastoevoeg materialen www.weldkar.com welding equipment INHOUDSOPGVE Laselektroden Weldkar Laselektroden Rutiel Ongelegeerd Staal... 4 Laselektroden Weldkar E 6013-S... 4 Laselektroden Basisch Ongelegeerd
Lastoevoeg materialen www.weldkar.com welding equipment INHOUDSOPGVE Laselektroden Weldkar Laselektroden Rutiel Ongelegeerd Staal... 4 Laselektroden Weldkar E 6013-S... 4 Laselektroden Basisch Ongelegeerd
Lassen op gasvoerende leidingen
 Lassen op gasvoerende leidingen Het lassen van leidingen onder druk leidingen" 20-11-2014 1 Lassen op gasvoerende leidingen in perspectief Lassen op gasvoerende leidingen Lassen op mediumvoerende leidingen
Lassen op gasvoerende leidingen Het lassen van leidingen onder druk leidingen" 20-11-2014 1 Lassen op gasvoerende leidingen in perspectief Lassen op gasvoerende leidingen Lassen op mediumvoerende leidingen
XTI-203 MMA INVERTER. Handleiding. T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! XTI-203 MMA Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Handleiding 1 Welkom! XTI-203 MMA Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
vm 123 Vereniging FME-CWM vereniging van ondernemers in de technologisch-industriële sector Boerhaavelaan 40
 Onder poeder lassen vm 123 Vereniging FME-CWM vereniging van ondernemers in de technologisch-industriële sector Boerhaavelaan 40 Postbus 190, 2700 AD Zoetermeer Telefoon: (079) 353 11 00 Telefax: (079)
Onder poeder lassen vm 123 Vereniging FME-CWM vereniging van ondernemers in de technologisch-industriële sector Boerhaavelaan 40 Postbus 190, 2700 AD Zoetermeer Telefoon: (079) 353 11 00 Telefax: (079)
Dag 2 MTB-technics. Dinsdag
 Dag 2 MTB-technics Dinsdag Vandaag heb ik gewerkt aan een omheining voor een klant. Gisteren heb ik de 21 palen gezaagd op juiste maat die dan in de grond komen. vandaag heb ik alle kanten van de palen
Dag 2 MTB-technics Dinsdag Vandaag heb ik gewerkt aan een omheining voor een klant. Gisteren heb ik de 21 palen gezaagd op juiste maat die dan in de grond komen. vandaag heb ik alle kanten van de palen
Brabant last iedereen wint praktijk Pagina 1
 1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
Hygiënische lassen. Leo Vermeulen / Michel Voorhout. Hygiënische lassen 4 oktober
 Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
Waarmee kun je tijdens het lassen je ogen beschermen tegen infrarood en ultraviolet licht?
 Veiligheid bij het lassen Lassen is niet ongevaarlijk. Je werkt immers met elektrische stroom en gloeiend heet, vloeibaar metaal. Bovendien komen er vaak allerlei gassen vrij tijdens het lassen. Bij het
Veiligheid bij het lassen Lassen is niet ongevaarlijk. Je werkt immers met elektrische stroom en gloeiend heet, vloeibaar metaal. Bovendien komen er vaak allerlei gassen vrij tijdens het lassen. Bij het
XTS 162 XTS 162DV XTS 202
 XTS 162 XTS 162DV XTS 202 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM!
XTS 162 XTS 162DV XTS 202 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM!
Marleen Rombouts Lasercentrum Vlaanderen, Vito, Mol (België) Marleen.Rombouts@vito.be
 Marleen.Rombouts@vito.be") 26/01/2012 Lasercladden, een duurzaam proces voor het produceren en herstellen van componenten Marleen Rombouts Lasercentrum Vlaanderen, Vito, Mol (België) Marleen.Rombouts@vito.be Lasercentrum Vlaanderen
26/01/2012 Lasercladden, een duurzaam proces voor het produceren en herstellen van componenten Marleen Rombouts Lasercentrum Vlaanderen, Vito, Mol (België) Marleen.Rombouts@vito.be Lasercentrum Vlaanderen
Elektrisch booglassen. Bert hooge Venterink. CC Naamsvermelding 3.0 Nederland licentie.
 Auteur Laatst gewijzigd Licentie Webadres Bert hooge Venterink 02 October 2014 CC Naamsvermelding 3.0 Nederland licentie http://maken.wikiwijs.nl/47340 Dit lesmateriaal is gemaakt met Wikiwijsleermiddelenplein.
Auteur Laatst gewijzigd Licentie Webadres Bert hooge Venterink 02 October 2014 CC Naamsvermelding 3.0 Nederland licentie http://maken.wikiwijs.nl/47340 Dit lesmateriaal is gemaakt met Wikiwijsleermiddelenplein.
Door de vele bomen het bos niet meer kunnen zien
 Door de vele bomen het bos niet meer kunnen zien - Welk toevoegmateriaal kiest u? - Door de vele bomen het bos niet meer kunnen zien is een ongemak waarvoor wij in ons dichtbevolkte land, beslist niet
Door de vele bomen het bos niet meer kunnen zien - Welk toevoegmateriaal kiest u? - Door de vele bomen het bos niet meer kunnen zien is een ongemak waarvoor wij in ons dichtbevolkte land, beslist niet
Solderen en lassen. Nummer 31
 Nummer 31 Art.nr. 691488 In deze KlusZo beschrijven we stapsgewijs waar u allemaal rekening mee moet houden als gaat solderen of lassen. We leggen u eerst het verschil uit tussen solderen en lassen. Vervolgens
Nummer 31 Art.nr. 691488 In deze KlusZo beschrijven we stapsgewijs waar u allemaal rekening mee moet houden als gaat solderen of lassen. We leggen u eerst het verschil uit tussen solderen en lassen. Vervolgens
Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten. Lasproeven op dunne plaat
 Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
XTS 403 Handleiding. Nederlands
 XTS 403 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTS 403 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
Zicht op lasboogsystemen dankzij lichtboogprojector.
 Zicht op lasboogsystemen dankzij lichtboogprojector. 2 Inzet lichtboogprojector verheldert het inzicht in uw lasboogsystemen. De lichtboogprojector maakt de gevolgen van diverse invloedsfactoren op het
Zicht op lasboogsystemen dankzij lichtboogprojector. 2 Inzet lichtboogprojector verheldert het inzicht in uw lasboogsystemen. De lichtboogprojector maakt de gevolgen van diverse invloedsfactoren op het
Basismechanica SOLDEREN GRIZLI777. 2012-2013 Tim Fack
 Basismechanica GRIZLI777 SOLDEREN 2012-2013 Tim Fack Solderen Inhoud 1. Inleiding pagina 2 2. Capillaire werking pagina 3 3. Soldeertoestellen pagina 4 4. Zachtsolderen pagina 5 5. Hardsolderen pagina
Basismechanica GRIZLI777 SOLDEREN 2012-2013 Tim Fack Solderen Inhoud 1. Inleiding pagina 2 2. Capillaire werking pagina 3 3. Soldeertoestellen pagina 4 4. Zachtsolderen pagina 5 5. Hardsolderen pagina
MIG155. MMA MIG TIG Plasma Puntlassen
 MIG155 MMA MIG TIG Plasma Puntlassen X X Inhoud Voorwoord... 2 Veiligheidsinstructies... 3 Onderhoud... 5 Storingen / Reparaties... 6 Garantie... 7 Bedieningspaneel & Aansluitingen... 8 Gebruikersinformatie...
MIG155 MMA MIG TIG Plasma Puntlassen X X Inhoud Voorwoord... 2 Veiligheidsinstructies... 3 Onderhoud... 5 Storingen / Reparaties... 6 Garantie... 7 Bedieningspaneel & Aansluitingen... 8 Gebruikersinformatie...
OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE
 OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PIJPLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De
OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PIJPLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De
TIG-WS-200A. MMA MIG TIG Plasma Puntlassen
 TIG-WS-200A MMA MIG TIG Plasma Puntlassen X X Inhoud Voorwoord... 2 Veiligheidsinstructies... 3 Onderhoud... 5 Storingen / Reparaties... 6 Garantie... 7 Bedieningspaneel & Aansluitingen... 8 Gebruikersinformatie...
TIG-WS-200A MMA MIG TIG Plasma Puntlassen X X Inhoud Voorwoord... 2 Veiligheidsinstructies... 3 Onderhoud... 5 Storingen / Reparaties... 6 Garantie... 7 Bedieningspaneel & Aansluitingen... 8 Gebruikersinformatie...
Booglassen opdracht 2
 Booglassen opdracht 2 Auteur Laatst gewijzigd Licentie Webadres Emile Voncken 05 july 2016 CC Naamsvermelding 30 Nederland licentie https://makenwikiwijsnl/81208 Dit lesmateriaal is gemaakt met Wikiwijs
Booglassen opdracht 2 Auteur Laatst gewijzigd Licentie Webadres Emile Voncken 05 july 2016 CC Naamsvermelding 30 Nederland licentie https://makenwikiwijsnl/81208 Dit lesmateriaal is gemaakt met Wikiwijs
Productiviteitsverhoging door speciale gevulde OP-draad FLUXOCORD 31HD
 Inleiding. Het onderpoederdek lasproces is redelijk bekend en ingeburgerd. Het betreft een booglasproces met een continu aangevoerde afsmeltende lasdraad onder een poederdek. Het poederdek zorgt dat het
Inleiding. Het onderpoederdek lasproces is redelijk bekend en ingeburgerd. Het betreft een booglasproces met een continu aangevoerde afsmeltende lasdraad onder een poederdek. Het poederdek zorgt dat het
XTI-181DV DC TIG INVERTER. Handleiding. T: +32 (0)3/ E:
3/ E:") Handleiding 1 Welkom! XTI-181DV DC Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Handleiding 1 Welkom! XTI-181DV DC Hartelijk dank voor de aankoop en vertrouwen in de Parweld producten. Deze handleiding zal u helpen bij het gebruik van uw Parweld product. Neem dan ook de tijd om deze
Vervorming en krimp bij het lassen 29/01/2013 L.V.PTI/PCVO 1
 Vervorming en krimp bij het lassen 29/01/2013 L.V.PTI/PCVO 1 Vervorming en krimp bij het lassen 1- Vervorming. 2- Soorten krimp. 3- Krimpregels. 4- Krimpproeven. 5- Schaarwerking door krimp. 6- Lasvolgorde.
Vervorming en krimp bij het lassen 29/01/2013 L.V.PTI/PCVO 1 Vervorming en krimp bij het lassen 1- Vervorming. 2- Soorten krimp. 3- Krimpregels. 4- Krimpproeven. 5- Schaarwerking door krimp. 6- Lasvolgorde.
DE NIEUWE ISO 15614-1 DE TUSSEN STAND OP 5 NOVEMBER 2014.
 DE TUSSEN STAND OP 5 NOVEMBER 2014. Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN 288-3 : 1992. - ISO 15614-1 : 2004 - ISO 15614-1 : waarschijnlijk medio 2015. - Dan al te gebruiken
DE TUSSEN STAND OP 5 NOVEMBER 2014. Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN 288-3 : 1992. - ISO 15614-1 : 2004 - ISO 15614-1 : waarschijnlijk medio 2015. - Dan al te gebruiken
XTS 203 Handleiding. Nederlands
 XTS 203 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
XTS 203 Handleiding Parweld is een toonaangevend bedrijf van MIG, TIG, Plasma toortsen en slijtonderdelen. Voor meer informatie over het complete Parweld gamma kijk op: Nederlands WELKOM! Hartelijk dank
OPLEIDINGENSTRUCTUUR PLAATLASSER
 OPLEIDINGENSTRUCTUUR PLAATLASSER 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PLAATLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De plaatlasser
OPLEIDINGENSTRUCTUUR PLAATLASSER 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PLAATLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De plaatlasser