DE NIEUWE ISO DE TUSSEN STAND OP 5 NOVEMBER 2014.
|
|
|
- Theophiel de Kooker
- 8 jaren geleden
- Aantal bezoeken:
Transcriptie
1 DE TUSSEN STAND OP 5 NOVEMBER Chronologische volgorde vanaf 1992 procedure kwalificaties. - EN : ISO : ISO : waarschijnlijk medio Dan al te gebruiken voor zaken die niet onder de geharmoniseerde standaards vallen. - Vervolgens acceptatie door Europa. (CEN) - Denk aan het gebruik onder PED en EN

2 Wat veranderd er nu aan ten opzichte van de actuele standaard De grootste verandering is de invoering van 2 kwalificatie levels. Level 1 = ASME IX benadering. Level 2 = ISO benadering op basis van eerdere versies. Alles wat in de level 1 of level 2 kolom staat geldt voor het betreffende level. De teksten dwars over de pagina s gelden voor beide levels

3 Wat betekend dit voor bestaande WPQR s? WPQR s voor de invoering van de ` nieuwe ISO blijven geldig. Nieuwe WPQR s moeten dan gelast worden volgens de geldende standaard. 3

4 Productie lassen Reparatie lassen Scope van de ISO Buttering (Opbouwen naad flanken bij grote vooropeningen) De norm omschrijft de condities waar onder de procedure test moet worden uitgevoerd, en de geldigheid gebieden voor de praktische uitvoering van laswerk binnen de geldigheid gebieden. Het hoofddoel van deze procedure testen zijn het bepalen van de mechanische eigenschappen van de lasverbinding. 4

5 Level 1 kwalificeert level 1. Level 2 kwalificeert level 2 en 1. Scope van de ISO Is er geen level gespecificeerd in het contract, dan is automatisch level 2 van toepassing. Is van toepassing voor het boog- en gasboog lassen van Staal, Nikkel en Nikkel legeringen in alle productvormen. Voor de processen en proces groepen 111, 114, 12, 13, 14, 15, 311 Het principe van deze standaard mag toegepast worden op andere lasprocessen. 5

6 Scope van de ISO Eerdere proces nummers hoeven niet opnieuw gekwalificeerd worden. (Denk aan het voormalige proces 136 metaalpoeder) Oude WPQR s mogen gebruikt worden, ondanks dat deze editie genoemd is. Lassen moet worden gewitnessed door een competent persoon zoals de las coördinator, en worden geverifieerd door een beoordelaar of beoordelende partij. Uitname macro voor hardheid testen is gewijzigd, uitname macro aan de startzijde van de plaat (koudste zijde) 6

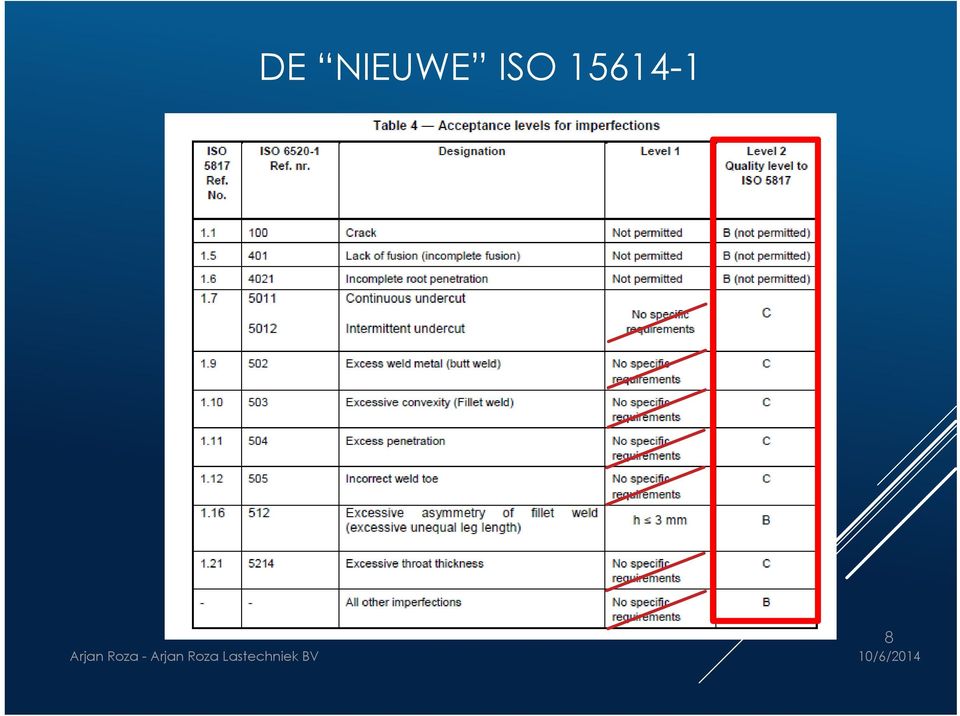
7 Scope van de ISO Er moet nu 1 macro foto gemaakt worden doorsnede per procedure. Voorheen was dat een vage omschrijving. Hardheids eisen voor materialen uit groep 4 en 5 moeten voor het testen worden vastgelegd. (Note c) Nieuw is de tabel met acceptatie levels vooor onvolkomenheden. 7

8 8
9 Her-testen macro s Als de NDO resultaten acceptabel zijn, maar er op het macro oppervlakte en niet acceptabele indicatie wordt waargenomen dan mogen er twee aanvullende macro s uitgenomen worden. (Zo dicht mogelijk bij originele locatie) Als een werkstuk faalt met NDO en het is aanwijsbaar een lassersfout mag het mechanisch testen door gezet worden, wel bewijsmateriaal bij de rapportage voegen. Als er geïsoleerde hoge hardheden worden waargenomen, en de resterende mechanische testen zijn acceptabel dan kunnen deze waarden worden geaccepteerd. Re-testen van hardheden mag nu aan de achterzijde van de macro sectie. (Geen van de hardheden mag dan te hoog zijn) 9

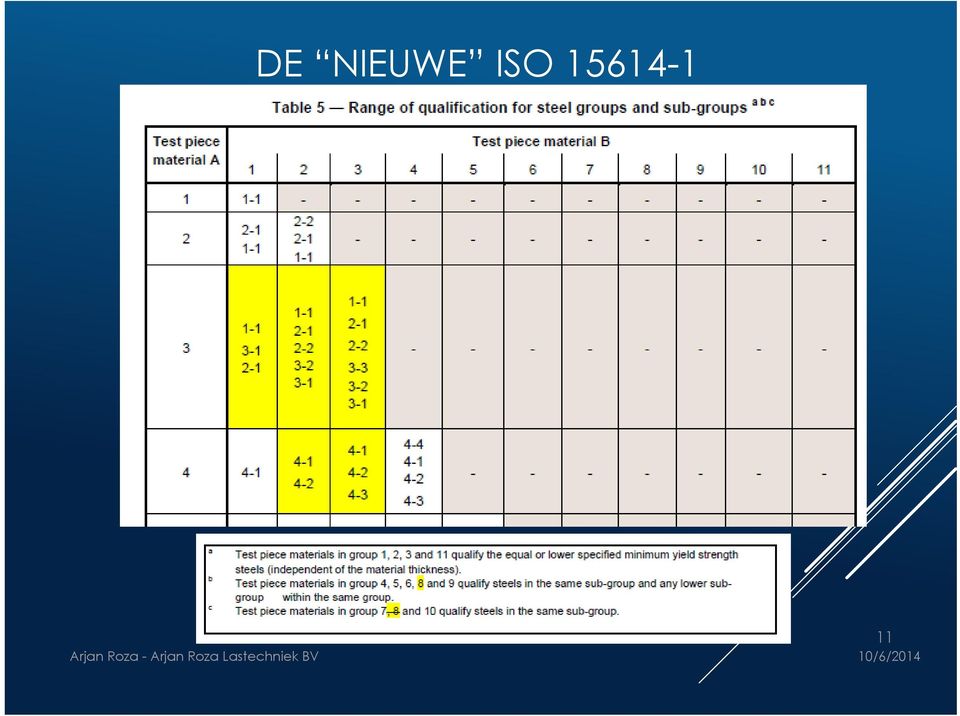
10 Groep nummers van materialen. (ISO 15608) Als het materiaal een groepsnummer heeft volgens: ISO/TR Europese materialen. ISO/TR Amerikaanse materialen. ISO/TR Japanse materialen. Moet dit groepsnummer gebruikt worden en niet de ISO/TR gebruiken om een nummer toe te kennen. Geldigheid gebied groepen voor staal staat in tabel 5. Geldigheid gebied voor Nikkel en Nikkel legering staat in tabel 6. 10

11 11
12 12

13 13
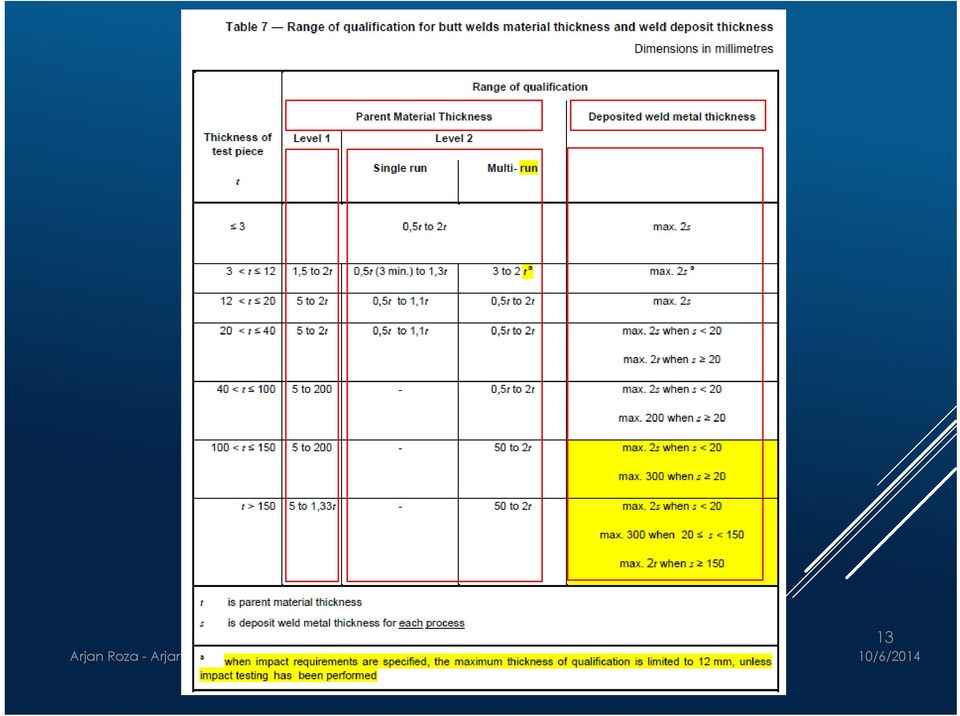
14 Geldigheid gebied voor lassen ongelijke dikten. Voor het lassen van ongelijke dikte materialen is er geen limiet op de de dikte rangevan het dikkere deel wanneer de kwalificatie werd uitgevoerd op basis materiaal van 30 mm of meer. 14

15 Dit was 0,5t (3 mm min) dus is een ruimere range geworden. Build -up kwalificeren met een stompe lasnaad vorm. 15

16 De handelsnaam van het las toevoegmateriaal is geen eis meer bij kwalificaties met een test temperatuur hoger of gelijk dan -20 C. Hiermee kunnen de staalconstructiebouwers gemakkelijker switchen naar een andere leverancier van toevoeg materialen. Wel moet het verplichte deel van de codering gelijk zijn. (Dus de rekgrens, impact en gas type.) 16

17 Heat input range. De heat input mag vervangen worden door Arc Energy. Bij Arc Energy geen K-factor meer nodig in de berekening. Wanneer kerftaaiheid een eis is dan zijn er twee ranges voor de heat input mogelijk. a) maximale heat input bereik tijdens lassen van het test stuk. b) De gemiddelde heat input + 25%. Bij elektroden lassen heat input voor elke diameter bepalen. Voor hele kleine boogtijden zoals reparaties of kleine hechten is het verifiëren van de lasparameters voldoende. 17
 maximale heat input bereik tijdens lassen van het test stuk. b) De gemiddelde heat input + 25%.")
18 Preheating range. Het is geoorloofd om 50 C naar beneden te gaan met de preheat temperatuur. Dit is alleen geoorloofd wanneer er aan de voorwaarden van de ISO/TR is voldaan. Dit vereist wel tracebillity naar de materialen die gelast worden, en kennis van zaken. Deze range is niet van toepassing als een materiaal gegloeid wordt boven de Upper Transformation Temperature. 18

19 PWHT range. Soaking mag niet worden weggelaten tijdens productie, maar wel worden toegevoegd. Separate kwalificaties voor PWHT voor temperaturen Boven de upper transformation temperature. Beneden de upper transformation temperatuur. Boven de upper transformation temperatuur gevolgd door een andere warmte behandeling beneden de upper transformation temperatuur. Tussen de lower- en de upper transformation temperatuur. 19

20 PWHT range. Bij kerftaaiheid eisen moet het test stuk onderworpen zijn aan een PWHT tijd van minstens 80% van de totale tijd die ook nodig is voor de productie lassen. Let op in de grotere dikten, dan gloeitijd bepalen op maximale dikte van WPQR range. De totale tijd wanneer meerdere gloeibehandelingen nodig zijn mag worden op geteld in 1 proefstuk. 20

21 Proces variabelen varianten van process 12. Introductie van toevoegen en weg laten van cold of hot wire 10% in ratio van toevoegen van supplementair toevoeg materiaal aan de electrode. Proces variabelen varianten van proces 13 en 14 Verduidelijking van de 10% regel van het beschermgas. Verduidelijking hoe om te gaan met componenten die minder dan 0,1% bedragen van beschermgas zijn. Dan geen her kwalificatie verplicht. 21
22 Verandering in range van de backing gassen. Voor de groepen 1 tot 6 mogen de backing gassen I1, N1, N2 en N3 worden uitgewisseld worden zonder her-kwalificatie. Voor de groepen 8 en 41 tot 48 een wissel tussen I, N, R vereist geen her kwalificatie. Voor de groepen 7 en 10 is her kwalificatie vereist bij een wissel van backing gas. Indien een lassen gemaakt worden op een materiaal support dikker dan 5 mm, dan is het weglaten van backing gas acceptabel. 22
23 Proces variabelen van process 15 Indien kerftaaiheid is vereist dan is een verandering van lasnaad en essentiële variabele en vereist her kwalificatie. In de bibliografie is nu een verwijzing opgenomen naar de materiaal normen ISO/TR (indeling van Europese materialen) ISO/TR (indeling van Amerikaanse materialen) ISO/TR (indeling van Japanse materialen) 23
24 In de aanstaande revisie ISO/TR (grouping system voor metallische materialen) komt een zin te staan die richting geeft aan het gebruik van de ISO/TR De strekking van deze zin is, als materialen al een groepsnummer hebben in de 2017x serie dan moet dat groepsnummer gebruikt worden, indien het materiaal niet in de 2017x serie staat dan alleen de ISO/TR gebruiken. EINDE. 24
Arjan Roza - Arjan Roza Lastechniek BV 1
 . 27-10-17 Arjan Roza - Arjan Roza Lastechniek BV 1 Voorlichting over NEN-EN-ISO 15614-1: 2017 Door Arjan Roza www.rozalastechniek.nl Arjan@Rozalastechniek.nl 27-10-17 Arjan Roza - Arjan Roza Lastechniek
. 27-10-17 Arjan Roza - Arjan Roza Lastechniek BV 1 Voorlichting over NEN-EN-ISO 15614-1: 2017 Door Arjan Roza www.rozalastechniek.nl Arjan@Rozalastechniek.nl 27-10-17 Arjan Roza - Arjan Roza Lastechniek
STAND VAN ZAKEN 12 oktober 2016, Gorinchem
 STAND VAN ZAKEN 12 oktober 2016, Gorinchem HENK BODT met medewerking van ARJAN ROZA LET OP: Deze presentatie is gebaseerd op de courante versie van de ontwerp-normen die worden besproken (oktober 2016).
STAND VAN ZAKEN 12 oktober 2016, Gorinchem HENK BODT met medewerking van ARJAN ROZA LET OP: Deze presentatie is gebaseerd op de courante versie van de ontwerp-normen die worden besproken (oktober 2016).
Nieuwe EN ISO
 Nieuwe EN ISO 15614-1 Inleiding: De norm EN ISO 15614-1 is het eerste deel van een veertiendelige normenreeks, die het kwalificeren van lasprocedures beschrijft voor verschillende lasprocessen en materialen.
Nieuwe EN ISO 15614-1 Inleiding: De norm EN ISO 15614-1 is het eerste deel van een veertiendelige normenreeks, die het kwalificeren van lasprocedures beschrijft voor verschillende lasprocessen en materialen.
kwalificatie van lasprocedures, lassers en lasoperateurs
 Laskennis opgefrist (nr. 23). Laskennis opgefrist: Normen kwalificatie van lasprocedures, lassers en Voor een gegeven toepassing is de meest voor de hand liggende route om de laskwaliteit zeker te stellen,
Laskennis opgefrist (nr. 23). Laskennis opgefrist: Normen kwalificatie van lasprocedures, lassers en Voor een gegeven toepassing is de meest voor de hand liggende route om de laskwaliteit zeker te stellen,
Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus
 Laskennis opgefrist (nr. 22) Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus Toepassingsnormen en praktijkrichtlijnen moeten verzekeren dat een constructie of een component een acceptabel kwaliteitsniveau
Laskennis opgefrist (nr. 22) Toepassingsnormen, praktijkrichtlijnen en kwaliteitsniveaus Toepassingsnormen en praktijkrichtlijnen moeten verzekeren dat een constructie of een component een acceptabel kwaliteitsniveau
Ervaringen overgang EN287-1 naar de EN ISO :2013
 Ervaringen overgang EN287-1 naar de EN ISO 9606-1:2013 Richard Blom (IWT) Senior Inspector Lloyd s Register Energy Working together for a safer world EN 287-1:2004 / 2011 Zijn deze nog geldig? Ja, maar.
Ervaringen overgang EN287-1 naar de EN ISO 9606-1:2013 Richard Blom (IWT) Senior Inspector Lloyd s Register Energy Working together for a safer world EN 287-1:2004 / 2011 Zijn deze nog geldig? Ja, maar.
Hygiënische lassen. Leo Vermeulen / Michel Voorhout. Hygiënische lassen 4 oktober
 Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
Hygiënische lassen Leo Vermeulen / Michel Voorhout 1 Hygiënische lassen Om de kwaliteit van laswerk te borgen is er uitgebreid stelsel aan maatregelen en normen voorhanden. In deze presentatie wordt een
STAND VAN ZAKEN 20 December 2016, LDR
 STAND VAN ZAKEN 20 December 2016, LDR HENK BODT met medewerking van ARJAN ROZA Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090 2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe
STAND VAN ZAKEN 20 December 2016, LDR HENK BODT met medewerking van ARJAN ROZA Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090 2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe
NEN EN ISO 9606-1: 2013
 NEN EN ISO 9606-1: 2013 Richard Blom (IWT) Senior Inspector & Roy van de Schoor (IWE) Lead Specialist Welding Version 03/2014 Working together for a safer world De gehele serie voor de kwalificatie van
NEN EN ISO 9606-1: 2013 Richard Blom (IWT) Senior Inspector & Roy van de Schoor (IWE) Lead Specialist Welding Version 03/2014 Working together for a safer world De gehele serie voor de kwalificatie van
Normpakket: Lassen A-Z
 CEN ISO/TR 15608 Welding - Guidelines for a metallic materials grouping system /TR 15608:2013) CEN ISO/TR 20172 Lassen - Groepsindelingen voor materialen - Europese materialen /TR 20172:2009) CEN ISO/TR
CEN ISO/TR 15608 Welding - Guidelines for a metallic materials grouping system /TR 15608:2013) CEN ISO/TR 20172 Lassen - Groepsindelingen voor materialen - Europese materialen /TR 20172:2009) CEN ISO/TR
Lastechnische Normen een update!
 Lastechnische Normen een update! Programma! Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090-2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe ISO 15614-1 ook volgend jaar?! De
Lastechnische Normen een update! Programma! Stand van zaken EN 1090 Er komt volgend jaar een nieuwe 1090-2! De belangrijkste wijzigingen. Lasmethodekwalificatie, nieuwe ISO 15614-1 ook volgend jaar?! De
Historiek van EN ISO :
 Historiek van EN ISO 9606-1 : Inleiding: Het totstandkomen van de vervanger voor de EN 287-1 heeft reeds vele voeten in de aarde gehad. Het was de bedoeling om de Europese norm EN 287-1: Het kwalificeren
Historiek van EN ISO 9606-1 : Inleiding: Het totstandkomen van de vervanger voor de EN 287-1 heeft reeds vele voeten in de aarde gehad. Het was de bedoeling om de Europese norm EN 287-1: Het kwalificeren
WELKOM. Sjaak de Koning DGA Revicon BV, Woerden
 WELKOM Sjaak de Koning DGA Revicon BV, Woerden BE- EN VERWERKEN VAN HOOGWAARDIG RVS AGENDA Introductie Revicon Verwerken van AISI 304 & AISI 316 Duplex / Super Duplex Hoog nikkel legeringen REVICON B.V.
WELKOM Sjaak de Koning DGA Revicon BV, Woerden BE- EN VERWERKEN VAN HOOGWAARDIG RVS AGENDA Introductie Revicon Verwerken van AISI 304 & AISI 316 Duplex / Super Duplex Hoog nikkel legeringen REVICON B.V.
Het geheim van het gebruik van de ASME IX
 Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl Voor een ASME IX training in Nederland zie de laatste sheets. Arjan Roza 16 09 2014 1 R.B. Grover
Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl Voor een ASME IX training in Nederland zie de laatste sheets. Arjan Roza 16 09 2014 1 R.B. Grover
Het geheim van het gebruik van de ASME IX
 Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl www.rozalastechniek.nl 06 53814406 1 R.B. Grover shoe factory 7:45 uur 1905 2 Maandag morgen. De
Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl www.rozalastechniek.nl 06 53814406 1 R.B. Grover shoe factory 7:45 uur 1905 2 Maandag morgen. De
Fred Neessen. Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel?
 2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
2 Het lassen van ongelijksoortige verbindingen Kan dat allemaal wel? 3 Het lassen van ongelijksoortige verbindingen. Kan dat allemaal wel? en Harm Meelker, Lincoln Smitweld B.V., Nijmegen Inleiding Het
``MOSE`` - de immense waterkering van Venetië gelast met Megafil 710 M.
 ``MOSE`` - de immense waterkering van Venetië gelast met Megafil 710 M. E. Engindeniz, Altleiningen; P. Giorgi, Padova-Italien Om de Lagune van Venetië tegen hoog water te beschermen heeft het Waterschap
``MOSE`` - de immense waterkering van Venetië gelast met Megafil 710 M. E. Engindeniz, Altleiningen; P. Giorgi, Padova-Italien Om de Lagune van Venetië tegen hoog water te beschermen heeft het Waterschap
Symbolen weergave op tekeningen Las- en soldeerverbindingen
 Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 17 maart 2015 1 Onafhankelijke stichting Opgericht in 1934 (81 jaar!) Behartiging van collectieve belangen
Het geheim van het gebruik van de ASME IX
 Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl Arjan Roza 11 03 2013 1 R.B. Grover shoe factory 7:45 uur 1905 Arjan Roza 11 03 2013 2 Maandag morgen.
Het geheim van het gebruik van de ASME IX Arjan Roza Arjan Roza Lastechniek BV Arjan@Rozalastechniek.nl Arjan Roza 11 03 2013 1 R.B. Grover shoe factory 7:45 uur 1905 Arjan Roza 11 03 2013 2 Maandag morgen.
Product/Gasvoerend lassen.
 Product/Gasvoerend lassen. Inleiding De wereld is een continu bedrijf, werken en leven gaat dag en nacht door, dus ook de levering van water, elektriciteit en gas. Om te zeker te stellen dat de levering
Product/Gasvoerend lassen. Inleiding De wereld is een continu bedrijf, werken en leven gaat dag en nacht door, dus ook de levering van water, elektriciteit en gas. Om te zeker te stellen dat de levering
In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V.
 In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V. TWQM Total Welding Quality Management (TWQM) maakt het mogelijk een toegevoegde waarde te geven aan aan onze producten en diensten. Kemppi
In samenwerking met: 1 Johan van Lenten / Kemppi Benelux B.V. TWQM Total Welding Quality Management (TWQM) maakt het mogelijk een toegevoegde waarde te geven aan aan onze producten en diensten. Kemppi
ecn.nl ECN-L
 Schadegevallen aan gelaste constructies in relatie tot functionaliteit en toepassing van codes BIL-NIL Lassymposium 29-30 nov 2017 Inhoud Wat weet u na deze presentatie? Falen als gevolg van niet optimale
Schadegevallen aan gelaste constructies in relatie tot functionaliteit en toepassing van codes BIL-NIL Lassymposium 29-30 nov 2017 Inhoud Wat weet u na deze presentatie? Falen als gevolg van niet optimale
EN-ISO 9606-1, de opvolger van EN 287-1
 Commissie: 341008 Lassen en verwante processen Secretaris: ir. J. Weber Datum: 2013-05-03 EN-ISO 9606-1, de opvolger van EN 287-1 De opvolger van de EN 287-1 heeft in de Europese industrie nogal wat stof
Commissie: 341008 Lassen en verwante processen Secretaris: ir. J. Weber Datum: 2013-05-03 EN-ISO 9606-1, de opvolger van EN 287-1 De opvolger van de EN 287-1 heeft in de Europese industrie nogal wat stof
$!&! ! " # $%! & % ' ( ) " &$ * ' # + *,% # * - #. (. + # / 0,$# (' + # ,$# &1 # 2 ,$# # 3)2 2 4 5 2 % "5 + # ) 6 & & % 7.. # + &% # 8 9 6 9 :
 &$ * ' # + *,% # * - #. (. + # / 0,$# (' + # ,$# &1 # 2 ,$# # 3)2 2 4 5 2 % 5 + # ) 6 & & % 7.. # + &% # 8 9 6 9 :") !!" !&!! "! & ' ( ) " & * ' + *,, * -. (. + / 0, (' +,, &1 2,, 3)2 2 4 5 2 "5 + ) 6 & & 7.. + & 8 9 6 9 : 8 ' 0" + - 1 ) & 5 + ; & +< = ) 5" + - >!, / 8 55 + ; ; 2 * & ( / 7' " ; '. '0 + / ; *? 5 * * *
!!" !&!! "! & ' ( ) " & * ' + *,, * -. (. + / 0, (' +,, &1 2,, 3)2 2 4 5 2 "5 + ) 6 & & 7.. + & 8 9 6 9 : 8 ' 0" + - 1 ) & 5 + ; & +< = ) 5" + - >!, / 8 55 + ; ; 2 * & ( / 7' " ; '. '0 + / ; *? 5 * * *
Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten. Lasproeven op dunne plaat
 Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
Voortgangsverslag Collectief Onderzoeksproject Innolas (IWT 060859) Kwaliteits- en productiviteitsverhoging door aanwending van innovatieve booglasvarianten Lasproeven op dunne plaat Belgisch Instituut
EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies
 Voor staal-en werktuigbouwkundige constructies pagina: 1 van 13 EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies Document: NBD 07005 Uitgave: 25-05-2005 * Afd./opsteller * toetser * vastgesteld
Voor staal-en werktuigbouwkundige constructies pagina: 1 van 13 EISEN BOOGLASSEN Voor staal- en werktuigbouwkundige constructies Document: NBD 07005 Uitgave: 25-05-2005 * Afd./opsteller * toetser * vastgesteld
Lastechnische theorie trainingen
 Lastechnische theorie trainingen Algemene informatie Problemen kosten onnodig veel tijd en geld. Daarom bieden wij een pakket lastechnische trainingen aan. Deze trainingen dragen bij aan het verbeteren
Lastechnische theorie trainingen Algemene informatie Problemen kosten onnodig veel tijd en geld. Daarom bieden wij een pakket lastechnische trainingen aan. Deze trainingen dragen bij aan het verbeteren
Lasprocessen - inleiding IWS
 ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
ONDERZOEK ADVIES OPLEIDING INFOTHEEK - inleiding IWS Fleur Maas 7 januari 2019 1 7/01/2019 Geschiedenis 3000 BC Solderen (onder 450 C) / hardsolderen (boven 450 C) 1000 BC Smeedlassen YouTube: bil-ibs
AIR LIQUIDE Welding Plasma lassen
 AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
AIR LIQUIDE Welding 1997 Plasma lassen Plasma lassen. Geschiedenis In 1922, realiseerde de heren Gerdien en Lotz voor het eerst een elektrische gestabiliseerde boog in een fijne waternevel. Dit proces
LASERLASSEN IN DE PRAKTIJK
 LASERLASSEN IN DE PRAKTIJK LASERLASSEN Bij het laserlassen wordt sterk geconcentreerd licht gebruikt om twee producten aan elkaar te verbinden. De bewerking wordt sinds vele jaren toegepast in de industrie.
LASERLASSEN IN DE PRAKTIJK LASERLASSEN Bij het laserlassen wordt sterk geconcentreerd licht gebruikt om twee producten aan elkaar te verbinden. De bewerking wordt sinds vele jaren toegepast in de industrie.
&() " # $ % ! '( ) * + "! # + ") ' ' + (, ( $ -. */ % %.. +. / 0$ # % 0 $ 0 $( 1 0 $. 0 $ 2( 1( 13 4 '1( #5 % ' 6 6 (. 5 -/ % 6 (.
 # $ % ! '( ) * + ! # + ) ' ' + (, ( $ -. */ % %.. +. / 0$ # % 0 $ 0 $( 1 0 $. 0 $ 2( 1( 13 4 '1( #5 % ' 6 6 (. 5 -/ % 6 (.") !""# %&'' &) " # % &! ' ) * + "! # + ") % ' ' +, - */ % % + / 0 # % 0 0 1 0 0 2 1 13 4 '1 #5 % + ' 6 6 5 -/ % 6 7 ' 0 7 ) /- %,! " 8 4" % 9 ' :8 ; "" + 4- % "! 7 45 % 1 > & ' "* > ) "# ' )* "- )4
!""# %&'' &) " # % &! ' ) * + "! # + ") % ' ' +, - */ % % + / 0 # % 0 0 1 0 0 2 1 13 4 '1 #5 % + ' 6 6 5 -/ % 6 7 ' 0 7 ) /- %,! " 8 4" % 9 ' :8 ; "" + 4- % "! 7 45 % 1 > & ' "* > ) "# ' )* "- )4
Ontwikkelingen op het. gebied van NEN-EN-ISO 9606-1. Marchel Kaspers
 Ontwikkelingen op het gebied van NEN-EN-ISO 9606-1 Marchel Kaspers 1 Het NIL heeft zitting in de NEN normcommissie 341008 (Lassen). 2 Versie 1.3 1 ISO 9606-1 De nieuwe ISO 9606-1 werd gezamenlijk door
Ontwikkelingen op het gebied van NEN-EN-ISO 9606-1 Marchel Kaspers 1 Het NIL heeft zitting in de NEN normcommissie 341008 (Lassen). 2 Versie 1.3 1 ISO 9606-1 De nieuwe ISO 9606-1 werd gezamenlijk door
Normen voor het lassen van metalen
 Normen voor het lassen van metalen Normen voor het lassen van metalen NEN-BUNDEL 18 Koninklijk Nederlands Normalisatie-instituut, Delft, 2018 Colofon Samenstelling NEN Standards Vormgeving Kade 05, Eindhoven
Normen voor het lassen van metalen Normen voor het lassen van metalen NEN-BUNDEL 18 Koninklijk Nederlands Normalisatie-instituut, Delft, 2018 Colofon Samenstelling NEN Standards Vormgeving Kade 05, Eindhoven
Nederlands Instituut voor Lastechniek
 Marchel Kaspers Lastechnisch adviseur Korte update op gebied van: - Lasserskwalificaties volgens NEN-EN-ISO 9606-1, de opvolger van EN 287-1; - Opstellen lasmethodebeschrijvingen volgens NEN-EN-ISO 15607;
Marchel Kaspers Lastechnisch adviseur Korte update op gebied van: - Lasserskwalificaties volgens NEN-EN-ISO 9606-1, de opvolger van EN 287-1; - Opstellen lasmethodebeschrijvingen volgens NEN-EN-ISO 15607;
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014. Leo Vermeulen (IWE) 21 maart Inhoud
 21 maart Inhoud") Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 21 maart 2017 1 Inhoud Lassymbolen Afmetingen van de lassen Afmetingen van de naadvoorbereidingen Alternatieve
Symbolen weergave op tekeningen Las- en soldeerverbindingen NEN-EN-ISO 2553:2014 Leo Vermeulen (IWE) 21 maart 2017 1 Inhoud Lassymbolen Afmetingen van de lassen Afmetingen van de naadvoorbereidingen Alternatieve
Geometrische afwijkingen - deel 1
 Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Laskennis opgefrist (nr. 56) Geometrische afwijkingen - deel 1 In deze aflevering bespreken we: Bovenmatig lasmetaal Randinkarteling Overbloezing Uitlijnigheid Onvolledige lasnaadvulling Dergelijke onvolkomenheden
Brabant last iedereen wint praktijk Pagina 1
 1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
Lassen op gasvoerende leidingen
 Lassen op gasvoerende leidingen Het lassen van leidingen onder druk leidingen" 20-11-2014 1 Lassen op gasvoerende leidingen in perspectief Lassen op gasvoerende leidingen Lassen op mediumvoerende leidingen
Lassen op gasvoerende leidingen Het lassen van leidingen onder druk leidingen" 20-11-2014 1 Lassen op gasvoerende leidingen in perspectief Lassen op gasvoerende leidingen Lassen op mediumvoerende leidingen
INHOUDSOPGAVE. Doel van het boek 4. Stap 1: Veiligheid 6. Stap 2: Wat is MIG/MAG lassen? 10
 INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
INHOUDSOPGAVE Doel van het boek 4 Stap 1: Veiligheid 6 Stap 2: Wat is MIG/MAG lassen? 10 Stap 3: Principe van het MIG/MAG lassen 13 3.1 De vlamboog en het smeltbad 16 Stap 4: Het MIG/MAG lasapparaat 18
Lasbaarheid van Materialen Staal
 Laskennis opgefrist (nr. 59) Lasbaarheid van Materialen Staal Oorzaak lasonvolkomenheden Tijdens het lassen moet de lasser zien te voorkomen dat er onvolkomenheden ontstaan in de las, zeker als de las
Laskennis opgefrist (nr. 59) Lasbaarheid van Materialen Staal Oorzaak lasonvolkomenheden Tijdens het lassen moet de lasser zien te voorkomen dat er onvolkomenheden ontstaan in de las, zeker als de las
Lasbaarheid van materialen - gietijzer
 Laskennis opgefrist (nr. 3) Lasbaarheid van materialen - gietijzer In deze aflevering van de rubriek Laskennis Opgefrist aandacht voor gietijzer. Gietijzer is een ijzerlegering met meer dan 2 % koolstof,
Laskennis opgefrist (nr. 3) Lasbaarheid van materialen - gietijzer In deze aflevering van de rubriek Laskennis Opgefrist aandacht voor gietijzer. Gietijzer is een ijzerlegering met meer dan 2 % koolstof,
Onder poeder lassen. Laskennis opgefrist (nr. 15) Proces beschrijving. Lasparameters
 Proces beschrijving. Lasparameters") Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
Laskennis opgefrist (nr. 15) Onder poeder lassen Het eerste patent op het onder poeder lasproces werd verleend in 1935 en omvatte het lassen met een elektrische vlamboog onder een deken van korrelige flux.
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN 16.12.2017 WiseRoot+ PRODUCTIEF EN KWALITATIEF HOOGWAARDIG MIG- LASPROCES WiseRoot+ is een geoptimaliseerd kortsluitbooglasproces voor het lassen van grondlagen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN 16.12.2017 WiseRoot+ PRODUCTIEF EN KWALITATIEF HOOGWAARDIG MIG- LASPROCES WiseRoot+ is een geoptimaliseerd kortsluitbooglasproces voor het lassen van grondlagen
Geometrische afwijkingen - deel 2
 Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Laskennis opgefrist (nr. 57) ] Geometrische afwijkingen - deel 2 In het eerste deel worden geometrische vormafwijkingen - typen en oorzaken van lasonvolkomenheden besproken. In het tweede deel beschouwen
Indien een norm wordt genoemd, dient de vigerende versie te worden gebruikt.
 1 Algemeen Te raadplegen overige documenten: - Algemeen Reglement HVO voor opleidingen OH1.00, toezicht en examens voor de niveaus 1, 2, 3 en 4 - Bijlage 1 t/m 5; deze bijlagen beschrijven de proces specifieke
1 Algemeen Te raadplegen overige documenten: - Algemeen Reglement HVO voor opleidingen OH1.00, toezicht en examens voor de niveaus 1, 2, 3 en 4 - Bijlage 1 t/m 5; deze bijlagen beschrijven de proces specifieke
Een las wordt ook wel lassnoer of lasrups genoemd, omdat de las de vorm van een snoer of rups kan hebben.
 Lassen Een las is een verbinding. Lassen betekent dan ook niets anders dan verbinden of samenvoegen. Maar in de techniek wordt er een heel specifieke manier van samenvoegen mee bedoeld, namelijk het laten
Lassen Een las is een verbinding. Lassen betekent dan ook niets anders dan verbinden of samenvoegen. Maar in de techniek wordt er een heel specifieke manier van samenvoegen mee bedoeld, namelijk het laten
FABRAP ACADEMY BASISTRAINING NDO rapportage, verwerken
 NDO rapportage verwerken. De aanvraag is samen met een opdracht bon gemaild naar SGS. De te onderzoeken lassen zijn gemerkt met tape en een label waar de informatie van de las op genoteerd is. Zo is de
NDO rapportage verwerken. De aanvraag is samen met een opdracht bon gemaild naar SGS. De te onderzoeken lassen zijn gemerkt met tape en een label waar de informatie van de las op genoteerd is. Zo is de
Lasmechanisatie. complex of toch nog eenvoudig
 Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
Lasmechanisatie complex of toch nog eenvoudig BIL / NIL Lassymposium, 24 en 25 november 2009, Gent, België Product Informatie Bulletin Ongeacht het lasproces dat men kiest, is de hoogste productiviteit
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
Workshop MIG/MAG-gevorderden RVS en Aluminium
 Workshop MIG/MAG-gevorderden RVS en Aluminium Leo Vermeulen (IWE) 1 Workshop MIG/MAG-lassen Procesprincipe MIG/MAG lassen, procesaanduidingen Stroombronnen en boogtypen Beschermgassoorten Toevoegmaterialen
Workshop MIG/MAG-gevorderden RVS en Aluminium Leo Vermeulen (IWE) 1 Workshop MIG/MAG-lassen Procesprincipe MIG/MAG lassen, procesaanduidingen Stroombronnen en boogtypen Beschermgassoorten Toevoegmaterialen
Ontwikkelingen. Lastechnieken en voorschriften. Leo Vermeulen (iwe) Lastechnische consultant. Nederlands Instituut voor Lastechniek
 Lastechnische consultant. Nederlands Instituut voor Lastechniek") Ontwikkelingen Lastechnieken en voorschriften Leo Vermeulen (iwe) Lastechnische consultant Nederlands Instituut voor Lastechniek Collectieve belangen behartigt van bedrijven, instellingen en personen die
Ontwikkelingen Lastechnieken en voorschriften Leo Vermeulen (iwe) Lastechnische consultant Nederlands Instituut voor Lastechniek Collectieve belangen behartigt van bedrijven, instellingen en personen die
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen
 Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Vandaag lassen met technologie van morgen. Arc. Q-Spot Q-START MULTITACK DYNAMIC ARC. Rowig 220 T
 Vandaag lassen met technologie van morgen Arc DYNAMIC ARC MULTITACK Q-Spot Rowig 220 T Rowig 220 T: Applications Dankzij zijn afmetingen en de verhouding gewicht-power/duty cyclus is de 220T de beste optie
Vandaag lassen met technologie van morgen Arc DYNAMIC ARC MULTITACK Q-Spot Rowig 220 T Rowig 220 T: Applications Dankzij zijn afmetingen en de verhouding gewicht-power/duty cyclus is de 220T de beste optie
Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipe
 tart conventionele lasverbindingsprincipe") Kemppi Oy Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipe White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Het verkleinen van de groefboog
Kemppi Oy Kemppi s Reduced Gap Technology (RGT) tart conventionele lasverbindingsprincipe White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Het verkleinen van de groefboog
Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS
 Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS Een prima eindresultaat in beider belang. De technologische vorderingen op het gebied van RVS-processen nemen alsmaar toe.
Up-to-date kennis van beschermgassen voor al uw las- en snijprocessen met RVS Een prima eindresultaat in beider belang. De technologische vorderingen op het gebied van RVS-processen nemen alsmaar toe.
Deze bijlage is geldig van: tot Vervangt bijlage d.d.:
 ijlage bij accreditatieverklaring (scope van accreditatie) van Vinçotte Nederland.V Locatie(s) waar activiteiten onder accreditatie worden uitgevoerd Hoofdkantoor Takkebijsters 8 4817 L reda Nederland
ijlage bij accreditatieverklaring (scope van accreditatie) van Vinçotte Nederland.V Locatie(s) waar activiteiten onder accreditatie worden uitgevoerd Hoofdkantoor Takkebijsters 8 4817 L reda Nederland
KEURINGSREGLEMENT MODELSTOOMKETELS 10 NOVEMBER 2012 10.11.2012
 KEURINGSREGLEMENT MODELSTOOMKETELS 10 NOVEMBER 2012 1 INHOUD Inleiding De paragrafen in de PED welke voor ons van belang zijn. De inhoud van het keuringsreglement Koperen ketels in Cat. I en II Uitvoering
KEURINGSREGLEMENT MODELSTOOMKETELS 10 NOVEMBER 2012 1 INHOUD Inleiding De paragrafen in de PED welke voor ons van belang zijn. De inhoud van het keuringsreglement Koperen ketels in Cat. I en II Uitvoering
UDDEHOLM ROYALLOY TM
 UDDEHOLM ROYALLOY TM Uddeholm Royalloy is geproduceerd door Edro Specially Steels,Inc., een divisie van de Voestalpine groep. Royalloy is beschermd door Edro Patenten #6,045,633 en #6,358,344 De informatie
UDDEHOLM ROYALLOY TM Uddeholm Royalloy is geproduceerd door Edro Specially Steels,Inc., een divisie van de Voestalpine groep. Royalloy is beschermd door Edro Patenten #6,045,633 en #6,358,344 De informatie
Zin én Onzin over Laskostenbeheersing
 Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
Zin én Onzin over Laskostenbeheersing Inleiding Sinds er gelast wordt is er al veel geschreven en gezegd over laskosten en de beheersing daarvan. Ook bestaan er vele overzichten van de zogenaamde kosten
Brabant last iedereen wint- juni 2009 praktijk Pagina 1
 1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
1.0 Laspraktijk Zonder dat het expliciet vermeld wordt, wordt in elke module van de lasser verwacht dat hij/zij zelfstandig: De las kan monteren en hechten De nodige voorzorgsmaatregelen zal nemen om vervormingen
Metaalkunde in de. Lastechniek. H.Schrijen 1. Lasgroep Zuid Limburg. Mechanische Eigenschappen. Trekproef. Metaalkunde en Lastechniek
 Lasgroep Zuid Limburg Lasgroep Zuid Limburg Metaalkunde in de Lastechniek Mechanische Eigenschappen Metaalkunde en Lastechniek LZL - 2010 Trekproef Ronde staven Platte staven Trekproef H.Schrijen 1 Algemeen
Lasgroep Zuid Limburg Lasgroep Zuid Limburg Metaalkunde in de Lastechniek Mechanische Eigenschappen Metaalkunde en Lastechniek LZL - 2010 Trekproef Ronde staven Platte staven Trekproef H.Schrijen 1 Algemeen
LIJ08: overzichtlijst EN1090 documenten
 FPC 1 B Kwaliteitshandboek & documenten: Conform EN100-2 (EXC2) en EN ISO 3834-3" Fabriekbeheersingsysteem (FPC) - KwaliteitsHandBoek (KHB) 1 PRO 1 B Taken en verantwoordelijkheden lascoördinator Procedures
FPC 1 B Kwaliteitshandboek & documenten: Conform EN100-2 (EXC2) en EN ISO 3834-3" Fabriekbeheersingsysteem (FPC) - KwaliteitsHandBoek (KHB) 1 PRO 1 B Taken en verantwoordelijkheden lascoördinator Procedures
1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties.
 Blad : 1 van 7 TOEPASSINGSGEBIED: Enexis 1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties. 2 TECHNISCHE AFBAKENING Deze instructie is van toepassing
Blad : 1 van 7 TOEPASSINGSGEBIED: Enexis 1 DOELSTELLING Uitvoering en Kwaliteitscontrole van lasverbindingen in stalen gasleidingen en gasinstallaties. 2 TECHNISCHE AFBAKENING Deze instructie is van toepassing
Even voorstellen...! Jan Gerrits! Directeur / Eigenaar! Saffir, Designers for Manufacturing! Bestuurslid Lasgroep Zuid!
 Even voorstellen...! Jan Gerrits! Directeur / Eigenaar! Saffir, Designers for Manufacturing! Bestuurslid Lasgroep Zuid! Hoogwaardig Ontwerpen! door Kennis van Produceren! - Kennis van de Technologie! -
Even voorstellen...! Jan Gerrits! Directeur / Eigenaar! Saffir, Designers for Manufacturing! Bestuurslid Lasgroep Zuid! Hoogwaardig Ontwerpen! door Kennis van Produceren! - Kennis van de Technologie! -
Maximale productiviteit
 Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
Wat u ook last, dankzij Air Products nieuwe reeks las- en snijgassen bent u zeker van het allerbeste resultaat. De speciale samenstelling van elk gas zorgt voor een hogere productiviteit. Gemakkelijk in
Welkom. Guillaume Venmans
 Welkom Guillaume Venmans Reden voor deze lezing Introductie Delta Heat Services U kennis laten maken met het Heat Treatment proces. Delta Heat Services Specialist in Heat Treatment services bij de klant
Welkom Guillaume Venmans Reden voor deze lezing Introductie Delta Heat Services U kennis laten maken met het Heat Treatment proces. Delta Heat Services Specialist in Heat Treatment services bij de klant
Toepassingen S-6013.LF kan worden gebruikt voor het lassen van machines, voertuigen, staal met lichte structuur en vulling van zware staal structuren.
 S-6013.L kan worden gebruikt voor het lassen van machines, voertuigen, staal met lichte structuur en vulling van zware staal structuren. S-6013.L is een lage damp, hoge titania electrode waarvan de damp
S-6013.L kan worden gebruikt voor het lassen van machines, voertuigen, staal met lichte structuur en vulling van zware staal structuren. S-6013.L is een lage damp, hoge titania electrode waarvan de damp
Gesoldeerde Platenwarmtewisselaars
 Gesoldeerde Platenwarmtewisselaars Algemene Documentatie L-Line gesoldeerde platenwarmtewisselaars Constructie Gesoldeerde platenwarmtewisselaars zijn pure tegenstroom warmtewisselaars. De gesoldeerde
Gesoldeerde Platenwarmtewisselaars Algemene Documentatie L-Line gesoldeerde platenwarmtewisselaars Constructie Gesoldeerde platenwarmtewisselaars zijn pure tegenstroom warmtewisselaars. De gesoldeerde
Defecten en onvolkomenheden in lasverbindingen: stolscheuren
 Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
Laskennis opgefrist (nr. 30) Defecten en onvolkomenheden in lasverbindingen: In deze aflevering van 'Laskennis Opgefrist', een bewerking van 'Job knowledge for welders' van TWI, gaan we in op de. Omdat
Versie KVBG / /2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL
 Versie KVBG / 2000.22.01 10/2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL 1. INLEIDING Een lasprocedure geeft, binnen bepaalde grenzen, de werkwijze weer die men moet volgen om een lasverbinding tot
Versie KVBG / 2000.22.01 10/2002 KWALIFICATIE VAN DE LASPROCEDURE VOOR STAAL 1. INLEIDING Een lasprocedure geeft, binnen bepaalde grenzen, de werkwijze weer die men moet volgen om een lasverbinding tot
Deze bijlage is geldig van: tot Vervangt bijlage d.d.:
 (s) waar activiteiten onder accreditatie worden uitgevoerd Hoofdkantoor Takkebijsters 8 4817 L reda Nederland Afkorting Hoofdlocatie Takkebijsters 8 4817 L reda Nederland Van Riemsdijkweg 12 3088 HC Rotterdam
(s) waar activiteiten onder accreditatie worden uitgevoerd Hoofdkantoor Takkebijsters 8 4817 L reda Nederland Afkorting Hoofdlocatie Takkebijsters 8 4817 L reda Nederland Van Riemsdijkweg 12 3088 HC Rotterdam
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN
 WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
WiseRoot+ ZEER EFFICIËNT LASSEN VAN GRONDLAGEN "WiseRoot+ is ongelooflijk gebruiksvriendelijk en doet wat er wordt beloofd. Hiermee kunnen wij op eenvoudige wijze omgaan met een breed scala aan afwijkingen
OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE
 OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PIJPLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De
OPLEIDINGENSTRUCTUUR LASSER BEKLEDE ELEKTRODE 1. BESCHRIJVING Referentiekaders: WELZIJN OP HET WERK Beroepsprofielen (SERV, oktober 2004) PIJPLASSER Beroepscompetentieprofiel (SERV/INOM, juli 2008) De
INFOFICHES RVS [DEEL 4-2]
![INFOFICHES RVS [DEEL 4-2]](/thumbs/26/7809101.jpg "INFOFICHES RVS [DEEL 4-2]") ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
ALGEMEEN Bij dit algemeen verspreid en zeer flexibel lasproces worden beklede elektroden gebruikt. Dit proces kan worden toegepast voor alle lasbare roestvaste staalsoorten en dit in een breed toepassingsgebied.
REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4.
 Pagina 1 van 12 REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens
Pagina 1 van 12 REGLEMENT ALGEMENE REGELS VOOR HET BEOORDELEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en examens
Lasfittingen BS / ISO 2851
 Lasfittingen BS 4825-2/ ISO 2851 Omdat er nog geen officiele norm bestaat voor de lasfittingen die aansluit op de buisnorm EN-10357 serie D, heeft SKS alle toepasbare fittingen opgenomen. Het betreft de
Lasfittingen BS 4825-2/ ISO 2851 Omdat er nog geen officiele norm bestaat voor de lasfittingen die aansluit op de buisnorm EN-10357 serie D, heeft SKS alle toepasbare fittingen opgenomen. Het betreft de
Krimpvervorming - Verschijningsvormen en oorzaken
 Laskennis opgefrist (nr. 4) Krimpvervorming - Verschijningsvormen en oorzaken Figuur 1: Doordieping (bukkeling) van de staalplaat tussen de verticale en horizontale verstijvingsprofielen ten gevolge van
Laskennis opgefrist (nr. 4) Krimpvervorming - Verschijningsvormen en oorzaken Figuur 1: Doordieping (bukkeling) van de staalplaat tussen de verticale en horizontale verstijvingsprofielen ten gevolge van
Bij de oplossing zijn de volgende uitgangspunten gekozen:
 Project: Pupp Lining De NV Nederlandse Gasunie wilde graag een uitbreiding van de veldcoating systemen voor boringen en persingen. De beoogde kwaliteit van dit veldcoating systeem zou nauwelijks onder
Project: Pupp Lining De NV Nederlandse Gasunie wilde graag een uitbreiding van de veldcoating systemen voor boringen en persingen. De beoogde kwaliteit van dit veldcoating systeem zou nauwelijks onder
Theorie internationaal lasser
 Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
Theorie internationaal lasser In het kader van de diploma s internationaal lasser, wordt de systematisch opgebouwd van hoeknaad naar pijplasser. Tegelijkertijd zijn er specifieke, procesgebonden en materiaalgebonden
en wolframelektroden optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales.
 Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden beschikbaar, dit zowel voor
Wolframelektroden voor optimale laseigenschappen. Des électrodes tungstène pour des propriétés de soudage optimales. Voor het TIG-lassen zijn er verschillende Wolframelektroden beschikbaar, dit zowel voor
INFOFICHES ROESTVAST STAAL [DEEL 4-3]
![INFOFICHES ROESTVAST STAAL [DEEL 4-3]](/thumbs/26/7454751.jpg "INFOFICHES ROESTVAST STAAL [DEEL 4-3]") INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
INFOFICHES ROESTVAST STAAL [DEEL 4-3] -LASSEN ROESTVAST STAAL In het vierde deel van de reeks rond roestvast staal geven we een overzicht van de lasprocessen die kunnen worden ingezet, elk met hun specifieke
toeleverancier met toegevoegde waarde
 toeleverancier met toegevoegde waarde Toeleverancier met toegevoegde waarde Wij zijn specialist in het vervaardigen van componenten, modules en complete systemen. Centraal staan gecompliceerde vormen in
toeleverancier met toegevoegde waarde Toeleverancier met toegevoegde waarde Wij zijn specialist in het vervaardigen van componenten, modules en complete systemen. Centraal staan gecompliceerde vormen in
Vragen. Vragen. De basistechniek van het lassen
 De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
De basistechniek van het lassen Om goed te kunnen booglassen, moet je de basistechniek van het lassen beheersen. Het starten van de elektrische boog Om te beginnen start je de elektrische boog. Dit wordt
Technische ondersteuning en advies op maat
 Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Technische ondersteuning en advies op maat Opleidingen en certificatie van metaallassers 50 lascabines Ervaren lasinstructeurs Persoonlijk advies & intensieve begeleiding Vervolmakingscentrum Voor Lassers
Het CMT-proces (Cold Metal Transfer)
") Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Het CMT-proces (Cold Metal Transfer) Principe Het Cold Metal Transfer-proces (CMT) van Fronius kan gezien worden als een verdere ontwikkeling van het MAG-kortsluitbooglassen. [1], [2], [3], [4], [5], [6]
Informatie omtrent het weerstandlassen met procestape
 Informatie omtrent het weerstandlassen met procestape Door gebruik te maken van een metalen strip tussen een puntlaselektrode en het werkstuk is men erin geslaagd het weerstandlassen op een hoger kwaliteitsniveau
Informatie omtrent het weerstandlassen met procestape Door gebruik te maken van een metalen strip tussen een puntlaselektrode en het werkstuk is men erin geslaagd het weerstandlassen op een hoger kwaliteitsniveau
High-throughput technologieën versnellen de ontwikkeling van nieuwe formuleringen
 High-throughput technologieën versnellen de ontwikkeling van nieuwe formuleringen Johan Paul FLAMAC, a division of SIM 1 Overzicht Inleiding Activiteiten van FLAMAC High-throughput formulatie onderzoek
High-throughput technologieën versnellen de ontwikkeling van nieuwe formuleringen Johan Paul FLAMAC, a division of SIM 1 Overzicht Inleiding Activiteiten van FLAMAC High-throughput formulatie onderzoek
Herman Pieper. CSWIP / IWT / IWI-C CSWIP QC Coordinator. Tel: /
 Herman Pieper CSWIP 3.1 + 3.2.2 / IWT / IWI-C CSWIP QC Coordinator Tel: 06-51691215 / e-mail: info@pieper-qsi.nl EN 1090 een serie geharmoniseerde normen Hoe wordt hier in de praktijk mee omgegaan en wat
Herman Pieper CSWIP 3.1 + 3.2.2 / IWT / IWI-C CSWIP QC Coordinator Tel: 06-51691215 / e-mail: info@pieper-qsi.nl EN 1090 een serie geharmoniseerde normen Hoe wordt hier in de praktijk mee omgegaan en wat
SLEEN HOOGEVEEN APPINGEDAM
 SLEEN HOOGEVEEN APPINGEDAM 1961 2011 KAMPHUIS 50 jaar een begrip in LASTECHNIEK Verlenging en bewaking van lasserskwalificaties en persoonsdocumenten online K-LAS database De geldigheid van een lasserkwalificatie
SLEEN HOOGEVEEN APPINGEDAM 1961 2011 KAMPHUIS 50 jaar een begrip in LASTECHNIEK Verlenging en bewaking van lasserskwalificaties en persoonsdocumenten online K-LAS database De geldigheid van een lasserkwalificatie
ONT 5: Schaarkrik. Robert-Jan Joosten & Tommy Groen & WP28 D1 & WP28 C2 7/5/2013
 2013 ONT 5: Schaarkrik Robert-Jan Joosten & Tommy Groen 12038210 & 12099643 WP28 D1 & WP28 C2 7/5/2013 Table of Contents 1. Inleiding... 2 2. Reflectie op het project:... 3 Opdracht... 3 Samenwerking...
2013 ONT 5: Schaarkrik Robert-Jan Joosten & Tommy Groen 12038210 & 12099643 WP28 D1 & WP28 C2 7/5/2013 Table of Contents 1. Inleiding... 2 2. Reflectie op het project:... 3 Opdracht... 3 Samenwerking...
REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4.
 Pagina 1 van 6 REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en
Pagina 1 van 6 REGLEMENT ALGEMENE REGELS VOOR HET VERVAARDIGEN VAN EXAMENWERKSTUKKEN NIVEAUS 1 TOT EN MET 4. Artikel 1: Algemeen Te raadplegen overige reglementen: - Algemeen Reglement van toezicht en
Mechanische beproeving
 Laskennis opgefrist (nr. 66) Mechanische beproeving Hardheidsbeproeving Deel 2 - Micro-hardheidsmetingen en methoden met draagbare apparatuur. In de vorige aflevering van Laskennis Opgefrist zijn de conventionele
Laskennis opgefrist (nr. 66) Mechanische beproeving Hardheidsbeproeving Deel 2 - Micro-hardheidsmetingen en methoden met draagbare apparatuur. In de vorige aflevering van Laskennis Opgefrist zijn de conventionele
TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]
![TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]](/thumbs/32/15554649.jpg "TOPTIG. Principe. elektrode. Figuur 1 : Schematische voorstelling TOPTIG. p. 1/5 [1], [2]") TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
TOPTIG Principe Vandaag worden de meeste gerobotiseerde lastoepassingen gerealiseerd met het MIG/MAGprocedé. Dit lasproces is hiervoor uitstekend geschikt, maar heeft wel één groot nadeel, namelijk de
MIG/MAG-lassen met massieve draad
 Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Laskennis opgefrist (nr. 24) MIG/MAG-lassen met massieve draad Het eerste patent voor het gasbooglassen met een afsmeltende elektrode, die gemechaniseerd werd aangevoerd, stamt uit de Verenigde Staten
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen
 Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Universele WPS-pakketten voor MIG/MAG- en MMA-lassen Maak nu, met ons, de sprong naar de richtlijn NEN-EN 1090 Voordelen De meest uitgebreide oplossing voor MIG/MAG- en MMA lassen. Zowel te gebruiken in
Lasproces Friex voor automatisch lassen van pijpleidingen
 Lasproces Friex voor automatisch lassen van pijpleidingen Koen Faes - Belgisch Instituut voor Lastechniek Eric Van Der Donckt - Denys NV Inleiding Afgelopen jaar werd de eerder ontwikkelde lasmethode voor
Lasproces Friex voor automatisch lassen van pijpleidingen Koen Faes - Belgisch Instituut voor Lastechniek Eric Van Der Donckt - Denys NV Inleiding Afgelopen jaar werd de eerder ontwikkelde lasmethode voor
Toelichting bij : ISO14341 voor massieve draad ISO voor vuldraden. Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL
 Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
Toelichting bij : ISO14341 voor massieve draad ISO 17632 voor vuldraden Leen Dezillie, IWE- VCL i.s.m. Benny Droesbeke, IWE BIL Overzicht normen ivm toevoegmaterialen ISO 14341 Selecteren toevoegdraad
NEDERLANDS INSTITUUT VOOR LASTECHNIEK
 NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
NEDERLANDS INSTITUUT VOOR LASTECHNIEK Voorbeeld examenvragen 2014: alle lasprocessen Blad 1 van 8 Meerkeuze vragen Autogeen vraag: 1. In welk temperatuurgebied vindt het hardsolderen plaats? Autogeen vraag:
WiseFusion OPVALLEND SNEL MIG-LASSEN
 WiseFusion OPVALLEND SNEL MIG-LASSEN 6.10.2017 WiseFusion GEOPTIMALISEERDE LASFUNCTIE VOOR KWALITEIT, SNELHEID EN GEBRUIKSGEMAK De geoptimaliseerde lasfunctie WiseFusion produceert een zeer smalle en geconcentreerde
WiseFusion OPVALLEND SNEL MIG-LASSEN 6.10.2017 WiseFusion GEOPTIMALISEERDE LASFUNCTIE VOOR KWALITEIT, SNELHEID EN GEBRUIKSGEMAK De geoptimaliseerde lasfunctie WiseFusion produceert een zeer smalle en geconcentreerde
P-stalen Warmgewalst constructiestaal volgens EN / EN in diverse leveringstoestanden, geschikt voor warmte- en drukvattoepassingen.
 -stalen Warmgewalst constructiestaal volgens EN 10207 / EN 10028 in diverse leveringstoestanden, geschikt voor warmte- en drukvattoepassingen. -steels Hot rolled steels for pressure purposes and boilers
-stalen Warmgewalst constructiestaal volgens EN 10207 / EN 10028 in diverse leveringstoestanden, geschikt voor warmte- en drukvattoepassingen. -steels Hot rolled steels for pressure purposes and boilers