Produced by WEMA KWALITEITSTECHNIEKEN
|
|
|
- Adam Bogaert
- 8 jaren geleden
- Aantal bezoeken:
Transcriptie
1 KWALITEITSTECHNIEKEN

2 WAAROM? We willen toch allemaal dat het beter wordt?

3 WAT MOET ER BETER? We willen toch allemaal dat het beter wordt?

4 20 Keys PPROF The Practical Programme of Revolution in Factories

5 5-S Werkplekorganisatie in 5 stappen soms ook 5 O Het is een Japans model waarin een organisatie leert om ordelijk te werken. De voordelen zijn duidelijk, in een ordelijke omgeving wordt het gemakkelijk om goede kwaliteit te leveren en komt de kwaliteit dus "als vanzelf". 1. Scheiden (Seiri) - Geen overbodige spullen op de werkplek. 2. Schikken (Seiton) - Alles heeft een vaste plaats en hoeveelheid. - Iedereen kan ogenblikkelijk zien, pakken en terugleggen wat nodig is voor het proces. 3. Schoonmaken = inspecteren (Seiso) - Afwijkingen worden zichtbaar door schoon te maken en op te ruimen. 4. Standaardiseren (Seiketsu) - Proces onder controle krijgen door alles volgens een vaste afspraak uit te voeren. 5. Standhouden (Shitsuke) - Iedereen houdt zich aantoonbaar aan de standaard totdat er een betere is. Werkplekorganisatie in 5 stappen
 - Afwijkingen worden zichtbaar door schoon te maken en op te ruimen. 4.")
6 5S
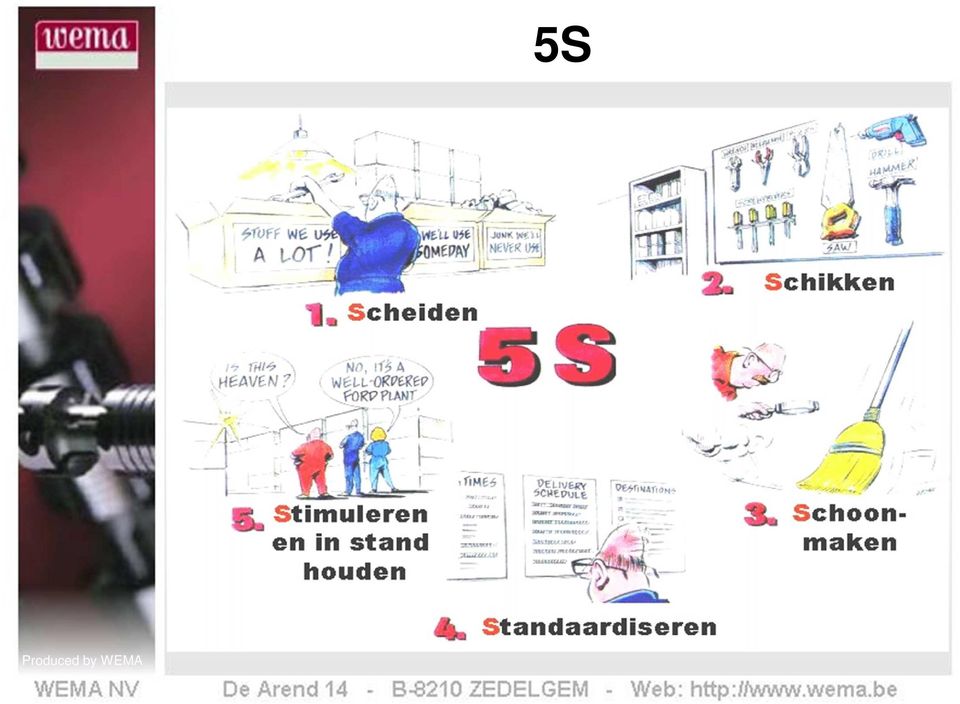
7 1) Scheiden (Seiri) 整 理 Scheiden betekent hier een onderscheid maken tussen wat noodzakelijk en wat overbodig is. Het onnodige verdwijnt uit de werkplaats. Dat zijn onder andere kapotte of beschadigde voorwerpen, voorwerpen die lang niet meer gebruikt of onveilig zijn. Het risico op vallen, struikelen, stoten vermindert aanzienlijk en de doorgangen worden ruimer. Een criteria hiervoor kan de gebruiksfrequentie zijn: hou enkel die zaken bij die nodig zijn voor de productie van de week. Zaken die je meerdere keren per week nodig hebt, worden ook bijgehouden, maar bij het sorteren wordt met de verschillende gebruiksfrequentie rekening gehouden.

8 2) Schikken (Seiton) 整 頓 Sorteren betekent de voorwerpen systematisch opslaan, de werkplek zodanig organiseren dat iedereen alles snel en gemakkelijk kan vinden: een geschikte plaats voor alles en alles op zijn geschikte plaats. Hierbij wordt rekening gehouden met ergonomie en hygiëne.

9 3) Schoonmaken (Seiso) 清 掃 Schoonmaken betekent het reinigen van muren, vloeren en alle voorwerpen (machines, gebruiksvoorwerpen, opbergsystemen,... ), maar ook het elimineren van oorzaken van storingen en incidenten, vervuilingsbronnen uitschakelen, schoonmaakmethodes vastleggen, standaards en verantwoordelijkheden bepalen, regels en normen opstellen,...

10 4) Standaardiseren (Seiketsu) 清 潔 Standaardiseren geeft duurzaamheid aan de eerste drie stappen. De eerste drie S en worden een gewoonte door methodes in te voeren die deze eerste fases vastleggen. Enkele methodes: visuele hulpmiddelen gebruiken (afbakening met lijnen, kleuren,... ), iedereen kent het wie, wat, waarom, hoe,... van de werkplaats, de betrokkenen kunnen snel een onderscheid maken tussen normaal en abnormaal,... Onvoorziene omstandigheden brengen risico s met zich mee. Door gestandaardiseerde procedures zijn die verrassingen tot een minimum beperkt.

11 5) Standhouden (Shitsuke) 躾 Systematiseren betekent het borgen van de andere vier pijlers, de zorg voor behoud en continuïteit, het altijd volgen van de gestandaardiseerde procedures. Hulpmiddelen zijn controlelijsten of audits op orde en netheid. De auditresultaten kunnen bekendgemaakt worden via tabellen of figuren en persoonlijke of themadoelstellingen kunnen afgesproken worden zodat een regelmatige evaluatie van deze scores mogelijk is.

12 5S Veiligheid : een georganiseerde en ordelijke werkplaats is een veiliger werkplaats. 5S activiteiten verwijderen alle rommel die valpartijen, brand of verwondingen kunnen veroorzaken. Visuele indicatoren maken het eenvoudig zaken terug te vinden, of kunnen veiligheidsrisico's aanduiden. Een goede organisatie van de werkplek zorgt er ook voor dat gevaarlijke stoffen altijd veilig gebruikt en opgeslagen worden. Verbetering van het productieproces en efficiëntie : 5S ondersteunt op meerdere manieren een gesmeerd productieproces. De tijd om iets te zoeken wordt gereduceerd door het verwijderen van overbodige items en het opslaan van noodzakelijke items waar ze het meest toegankelijk zijn. Schoonmaken en inspecteren verminderen ongeplande stilstanden omdat je in staat bent afwijkingen te zien voordat ze storingen veroorzaken. Kwaliteitsverbetering : De dagelijkse activiteiten helpen het product en het productieproces schoon en op niveau te houden. De dagelijkse controle van het gereedschap tijdens het schoonmaken bevordert het opsporen van problemen die zouden kunnen leiden tot defecten aan het product. Controle over de werkplaats: Met 5S wordt de werkplaats opnieuw ingericht door: Te bepalen wat echt nodig is en wat niet. Te bepalen waar voorwerpen geplaatst moeten worden, en hoeveel. Dit te onderhouden. Diverse bedrijven passen 5S al met veel succes toe, en veel bedrijven zullen nog volgen!

13 5S
14 5S

15 5S
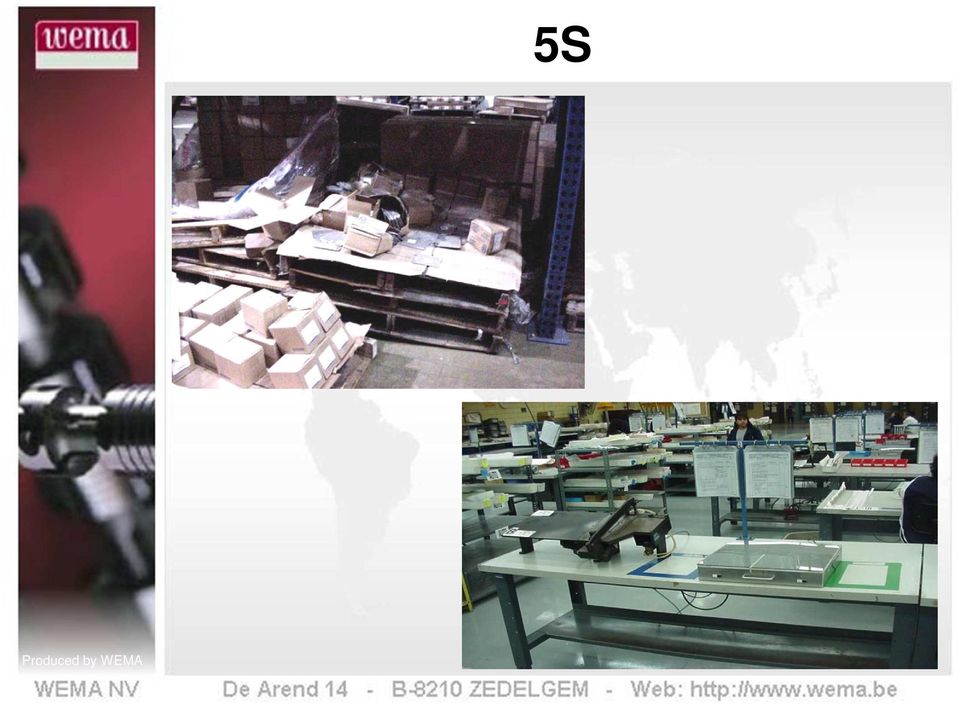
16 5S Voorbeeld AFVAL: VROEGER: hier en daar een vuilbak Alles was restafval! HEEL ONOVERZICHTELIJK HEEL DUUR NU: Centrale plaatsen voor afval Alles sorteren VEEL DUIDELIJKER EEN HEEL STUK GOEDKOPER

17 5S Voorbeeld MEETMIDDELENBEHEER: VROEGER: Meetgerief in losse schuiven Niemand weet waar wat ligt! HEEL ONOVERZICHTELIJK HEEL VEEL ZOEKTIJD NU: Centrale magazijnkast Alles overzichtelijk Gekoppeld aan software Wat ligt waar! Kalibratie!, VEEL DUIDELIJKER EN HEEL TOEGANKELIJK NADEEL: magazijnbeheer lukt niet met 150 mensen!

18 6 SIGMA?

19 6 SIGMA? Een meting van variatie proces machine meetmethode ligging spreiding vorm 3,4 slecht per miljoen (0,00034%) 7,2 sigma = doden per jaar in de luchtvaart Een manier om processen te verbeteren 6 Sigma = Cp en Cpk = 2 Een gedisciplineerde toepassing van statistische hulpmiddelen



20 6 - SIGMA Een methodiek gebaseerd op feiten en cijfers om volgens een vast stappenplan via statistiek en kwaliteitstechnieken drastische verbeteringen teweeg te brengen Kwaliteit bekomt men door het reduceren van spreiding Praktisch Probleem Statistisch Probleem Praktische Oplossing Statistische oplossing

21 Oorsprong Motorola heeft in 1987 de redenering van SPC omgedraaid: wanneer in een bepaald proces slechts 2 à 3 fouten per miljoen (mogelijkheden) worden gemaakt (denk aan de typefouten van een typiste), dan werkt men volgens six sigma. Sigma" is een letter uit het Griekse alfabet en wordt gebruikt in de statistiek als meting van variatie. Maatgevend voor het Six Sigma programma is dan ook het denken in termen van die variatie; Six Sigma is dus toepasbaar binnen vrijwel ieder bedrijfsproces.
22 Hoe Het toepassen van Six Sigma binnen een bedrijf is eenvoudig. Speciale groepen richten zich op het oplossen van één specifiek probleem om een gewenst doel te bereiken. Alle individuele deelnemers zijn tot in de details opgeleid en benutten de ervaring van hun eigen vakgebied op diverse niveaus. Om de rol en het niveau van de individuen aan te geven, is het judoband systeem zonder te vertalen overgenomen: White Belts, Green Belts, Black Belts, Master Black Belts en Champions. Een bedrijf dat op deze manier Six Sigma implementeert, voldoet steeds aan de voortdurend groeiende verwachtingen van hun klanten. Kort gezegd is Six Sigma een praktische en eenvoudige manier om processen te verbeteren en om kosten te verminderen, wat aantoonbaar positief doorwerkt in het eindresultaat van het bedrijf.
23 Structuur De functies binnen 6 sigma: Top management Voorzien van middelen. Opvolging van het proces en de resultaten. Grote impact op selectie van projecten.voorbeeldfunctie o.a. door te participeren in bepaalde projecten. Champion Begrijpt gebruik van Six Sigma technieken. Management ondersteuner van Black Belts. Opvolgen van de voortgang van de projecten. Master Black Belt Trainer van Six Sigma technieken. Technische ondersteuner van Black Belts. Black Belt Project manager voor grote six sigma projecten. Ondersteunt teamleden in het gebruik van technieken. Leidt green belts op. Green Belt Participeert in Six Sigma projecten. Kan zelf kleinere projecten begeleiden waar minder geavanceerde technieken gebruikt worden.
24 Beheersen pas daarna Verbeteren
25 Sigma? MAX σ σ Buigpunt -3 σ -2 σ -1 σ Doel 1 σ 2 σ 3 σ 2* σ = 69,1 % 2*2 σ = 69,1 % = 30,9% uitval 2*3 σ = 93,3 % = 6,7% uitval 6σ = 99,9997 % = 0,00034% uitval!
26 Hoeveel? 1 sigma = ppm = 69,77% 2 sigma = ppm = 30,87% Stel watermaatschappij: 1 sigma = 17 uur per dag zonder water 2,5 sigma = kwaliteitscijfer WEMA sigma = 66810ppm = 6,681% (meeste processen) Anderhalve typfout per blad - 3,4 sigma = verloren bagage in de luchtvaart 4 sigma = 6210ppm = 0,621% 1 typfout per 32 blz. - Stel elektriciteitsmaatschappij: 4 sigma = 3,5 uur per maand zonder elektriciteit 5 sigma = 233ppm = 0,0233% 1 typfout per 10 boeken - Stel postbedeling 5 sigma = 750 brieven, per uur die verdwijnen bij de post 6 sigma = 3,4ppm = 0,00034% 1 typfout per boeken - 7,2 sigma = doden per jaar in de luchtvaart Z = sigma level = 3 x Cp en 3x Cpk 6 Sigma = Cp en Cpk = 2
27 Definiëren Meten Analiseren Verbeteren Controleren Stappenplan 6 sigma is een toolset van 5 stappen om bepaalde projecten te realiseren, het is geen doel op zich!
28 6 sigma Definiëren Vaststellen welke projecten moeten worden opgestart door na te gaan waar men het meest ontevreden over is. De projecten worden helder en volledig omschreven in een projecthandvest. Meten Exact vaststellen hoe het proces verloopt, wat de prestaties zijn, welke risico s het proces nog in zich heeft en hoe goed de meetmiddelen zijn (betrouwbare data).(flow chart mind mapping FMEA SPC MSA - ) Analyseren De analysefase geeft de verdieping in de proceskennis. In deze fase wordt gezocht welke proceskarakteristieken het meest correleren met de resultaten van het proces. Er wordt een antwoord gezocht op de vraag waarom het proces de gemeten resultaten oplevert. Daarbij wordt net zo lang gegraven totdat de echte oorzaak is achterhaald. Verbeteren Als bekend is wat de belangrijkste proceskarakteristieken zijn die van invloed zijn op de resultaten van het proces, wordt een optimaal proces bepaald en ingesteld. Ook kan in deze fase worden besloten of geadviseerd om het proces helemaal anders te gaan doen. Controleren De verbeterde situatie moet worden bewaakt om terugval te voorkomen. Daarom worden er technieken geïmplementeerd die de resultaten volgen en ingrijpen mogelijk maken als het proces weer terugvalt in prestatie. (Control Plan SPC)
29 DEFINE 6-Sigma stappenplan Project selectie Procesbeschrijving Externe CTQ MEASURE ANALYZE IMPROVE CONTROL 1. Selecteer de interne CTQ 2. Operationaliseer de CTQ 3. Valideer de meetprocedure 4. Bepaal de procesprestatie 5. Bepaal de doelstelling 6. Identificeer potentiële invloedsfactoren 7. Selecteer de belangrijkste invloedsfactoren 8. Relatie tssn CTQ en invloedsfactoren 9. Ontwerp verbeteracties 10. Pas het kwaliteitsbeheersingsysteem aan 11. Bepaal de nieuwe procesprestatie 12. Sluit het project af
30 WAT MOET ER BETER? We willen toch allemaal dat het beter wordt?
31 PROJECTSELECTIE Criteria & Selectie Terugkerend probleem Voldoende belang ( - klanttevredenheid) Meting Y beschikbaar of snel te bekomen Beperkt aantal afdelingen betrokken (1,2,3) Beperkte externe invloed Af te werken in 2 3 maanden Belang project & link met strategie Kans op succes Verdeling projecten over het bedrijf Team met voldoende controle over het proces
32 DEFINE Mogelijke verbeterprojecten Definieren Meten Analyseren Verbeteren Borgen Project selectie Procesbeschrijving (MACRO-model) bvb:sipoc TOOLING Procesbeschrijving (MESO-model) Bestelbon Bestelbon Willy Johan Tek. Prijsvragen Marleen Bestelling Marleen Prijs onderhandelingen + cont acten Offertes Leverancier Los briefje Iedereen Tooling in kast Tooling uit kast Willy Willy,... Tooling in Instellen + productie Productie NOK SCRAP Tooling Zendnota OK Stop Procesbeschrijving (MICRO-model) Zendnota Archief Ontvangst JobBoss PaulW Ontvangst Tooling Willy Terugkoppeling Boekhouding Ontvangst Tooling Ontvangst Tooling Johan Werkplaats Binnenbrengen bij Willy Toestand Tooling? NOK SCRAP Zendnota Archief Verifiëren bestelbon Herslijpen? Externe CTQ CHAMPION Joos De Smedt Leverancier COACH Geert Gadeyne AMELIOR Structuur (GREEN BELT) Geert Gadeyne (gegevens) BLACK BELT (in spé) Kürt Demurie (GREEN BELT) Martin Hautekeete Martin Descheemaecker Dirk De Wulf (GREEN BELT) Johan Van Roosebeke Vragen Erwin Sys Luc Somers Kurt Vannecke Claude David Rony Sevenant Peter Stevens
33 MEASURE Definieren Meten Analyseren Verbeteren Borgen 1. Selecteer de externe & interne CTQ s 2. Operationaliseer de CTQ s MEETPROCEDURE: EENHEID: EIS: 3. Valideer de meetprocedure
34 ANALYSE Definieren Meten Analyseren Verbeteren Borgen 4. Bepaal de procesprestatie 5. Bepaal de doelstelling van het project 6. Identificeer potentiële invloedsfactoren To-Do list check-list Lijsten Creativiteit brainstroming nieuw project planning Notities Bij problemen analyse bijsturen structuren voorbereiding Presentaties Vergadering agenda verslag
35 IMPROVE Definieren Meten Analyseren Verbeteren Borgen 7. Selecteer de belangrijkste invloedsfactoren 8. Stel de relatie vast tussen CTQ en invloedsfactoren 9. Ontwerp verbeteracties
36 CONTROL Definieren Meten Analyseren Verbeteren Borgen 10. Pas het kwaliteitsbeheersingsysteem aan 11. Bepaal de nieuwe procesprestatie 12.Sluit het project af
37 8-D Problem Solving Het gedisciplineerd oplossen van problemen in 8 stappen (bvb. klantenklachten). Hierbij worden, via een multidisciplinaire aanpak en de gepaste technieken, de problemen grondig aangepakt. 1.Team vormen 2.Probleem omschrijven 3.Begrens het probleem 4.Oorzaak zoeken 5.Corigerende Acties 6.Probleem oplossen 7.Preventieve acties 8.Team feliciteren
38 8-D
39 8-D
40 8-D
41 20/80-REGEL % 80 20% oorzaak (Pareto) 80% van de gevolgen zijn afkomstig van 20% van de oorzaken (en omgekeerd) 20% van de machines maken 80% van de scrap 80% belastingsontduiking komt van 20% van de mensen
42 APQP - PPAP (Advanced Product and Quality Planning) Is een gestructureerde manier om de noodzakelijke stappen te definiëren, te plannen en uit te voeren die moeten leiden tot een product dat volledig voldoet aan de eisen van de klant. Een van de handboeken van QS9000 DOEL: - Bevorderen van communicatie tussen betrokkenen - Reductie van complexiteit en doorlooptijd van het product HOOFDFASEN: 1. Ontwerp en development 2. Proces ontwikkeling 3. Product en proces validatie (PPAP)
43 APQP 1) Ontwerp en development (grotendeels door de klant) In deze fase worden technieken gebruikt ter ondersteuning van het product ontwerp. Waaraan moet het product voldoen? Functioneel,levensduur, Opmaken van DFMEA analyse van de mogelijke problemen Kan dit gemaakt worden en wat is hiervoor nodig? Machines,meetgerief, Fase wordt afgesloten met een maakbaarheidsbeoordeling.
44 APQP 2) Proces ontwikkeling Op basis van het ontwikkelde product en de eisen wordt het proces uitgewerkt: Een proces vastgelegd. (volgkaart) Proces FMEA, analyse van mogelijke problemen Kritische zaken vastleggen Controleplan opstellen MSA uitvoeren op het meetgerief SPC vastleggen voor het proces Fase wordt afgesloten met de start van de productierun.
45 APQP 3) Product en proces validatie Na de ontwikkeling van het proces zal formeel moeten worden of aan alle eisen voldaan wordt. Proefrun bvb 1 shift zoals in échte productie Alle gegevens worden verzameld en verwerkt in PPAP Samen met klant en leverancier wordt het traject van de APQP vastgelegd en afgetekend.
46 M A N A G E M E N T APQP-Structuur VERKOOP PRODUCT ENGINEERING PROCESS ENGINEERING PRODUCTIE PRODUCT QUALITY Q U A L I T Y
47 APQP structuur APQP = Advanced Product Quality Planning VERKOOP volgt het APQP-traject op en doet de communicatie met de klant PRODUCT ENGINEERING Analyse van het product en klaarmaken routing, FMEA, ControlPlan, PROCES ENGINEERING (supervising) PROEFRUN: analyse tijdens productie en feed-back naar product engineering, SERIEPRODUCTIE: analyse en opvolging productie ivm processtappen, nieuwe technieken, samen met productie en kwaliteitsdienst PRODUCTIE PROEFRUN: Procesparameters bepalen en volgen SERIEPRODUCTIE: Bijsturen aan de hand van procesbeheersing KWALITEITSDIENST PROEFRUN: PPAP: metingen op het afgewerkt stuk, SERIEPRODUCTIE: analyse niet-conformiteiten en klantenklachten Verbeterprojecten met Green-Belts uit productie
48 PPAP Product Part Aproval Process Het is een formele vrijgave van een product voor levering aan de klant. PPAP kan gezien worden als afsluiting van een APQP traject.
49 AUDIT Vertrekkende van het bedrijfsbeleid en de visie - Verifiëren of het zo gebeurt zoals afgesproken - Of het kan verbeteren SYSTEEM Structuur (bvb. ISO handboek, ) Functie (bvb. directiebeoordeling, opleiding, ) PROCES Proces of procedure (bvb. Inkoop, meetmiddelenbeheer, ) Deelproces (bvb. Registraties in de werkplaats, ) PRODUCT Product (bvb. Eindcontroles) Halffabrikaat (bvb. meetregistraties & procesbeheersing in productie)
50 POSITIEF Kennis Oordeel Geduld Professionaliteit Luisteraar Communicator Analyst Diplomatisch AUDIT NEGATIEF Lui Grof Hard scherp Cynisch Agressief Autoritair Onderbreker Irritant
51 Audit Rond 10 uur ziet iemand, die in een geparkeerde auto zit, de lichten uitgaan in de winkel aan de overkant van de straat. Opeens verschijnt er een man en de persoon die achter de toonbank staat, opent de kas. De inhoud van de kas wordt geledigd in een zak. De man spoedt zich weg. Er wordt onmiddellijk een dringende telefoon gegeven. J N? De persoon in de wagen is getuige van een misdaad De man was een dief De man eiste geld De eigenaar van de winkel opende de kas Het geld werd in de zak geplaatst De man sprong in een auto De getuige belde de politie op Het gebeurde s avonds Niet iedereen reageert op dezelfde manier!
52 COMMUNICATIE Boodschap Zender Ontvanger Feedback «Zet de doos van voor!»
53 COMMUNICATIE DUIDELIJKE VOLDOENDE COMMUNICATIE
54 DMAIC Define = Definiëren Measure = Meten Analyse = Analiseren Improve = Verbeteren Control = Controleren DMAIC (Stappenplan voor 6-sigma)
55 DOE (Design Of Experiments) DOE is een methodiek om industriële experimenten op een efficiënte manier op te zetten en te plannen. Experimenten spelen een grote rol in het begrijpen en beheersen van processen. De theorie van de statistische proefopzetten levert direct toepasbare inzichten om experimenten efficiënt op te zetten de resultaten correct en grondig te analyseren Als resultaat wordt met een minimum aan inspanning een maximum aan kennis aangaande het betreffende onderzoek verkregen.
56 EFFECT E = K x A Effect van het besluit Kwaliteit v.h. besluit Acceptatie Het effect van het besluit is afhankelijk van de kwaliteit van een besluit & de acceptatie ervan.
57 EFQM 5 Factoren: - Leiderschap - Beleid & Strategie - Mensen - Parters & middelen - Processen 4 Resultaten: - Klant - Mens - Samenleving - Kernresultaten
58 FMEA FMEA is een methodiek om, met behulp van een groep terzake deskundigen (ontwerpers, engineers, 'blue collar workers') een inventarisatie te maken van de faalmogelijkheden, faalkansen (risico's) en de gevolgen daarvan voor apparaat, machine, proces, product of dienst.
59 GESPREKKEN Functioneringsgesprek (gedrag, tweezijdig gesprek) Doel: vastleggen afspraken Onderwerp: werkprestaties +... Periode: verleden, heden, toekomst Beoordelingsgesprek (persoon, eenzijdig gesprek) Doel: geven van een formeel oordeel Onderwerp: werkprestaties Periode: enkel verleden
60 HYPOTHESE (wat is de invloed van invloedsfactor (X) op onze CTQ (Y)?) Ho = nulhypothese = er is GEEN relatie tussen X en Y X = invloedsfactor Y = CTQ (critical to quality = kritische parameter) P-waarde = mate van waarschijnlijkheid tussen 0 1 Bvb: P > 0,05 de data normaal verdeeld is P < 0,05 de waarschijnlijkheid van de Ho klein is maw dat er een relatie is tussen de X en de Y Bvb: Het vermoeden bestaat dat vrouwen vaker een verkoudheid hebben dan mannen. Men twijfelt dus aan de veronderstelling dat vrouwen even vaak verkouden zijn als mannen. Deze veronderstelling wordt de nulhypothese genoemd. Ho: µ(vrouwen) = µ(mannen)
61 HYPOTHESE Y = CTQ continue data categorische data X invloedsfactor X invloedsfactor continue data categorische data continue data categorische data Regressie Analyse NEEN Meer dan 2 invloedsfactoren? JA Logische Regressie Chi²-Test Normaal verdeeld Normaal verdeeld niet normaal verdeeld niet normaal verdeeld 2-Sample T- test Mann-Whitney ANOVA KRUSKAL- WALLIS


62 ISO Deze internationale norm specificeert eisen voor een milieumanagementsysteem om een organisatie in staat te stellen een beleid en doelstellingen te formuleren waarbij rekening wordt gehouden met eisen vanuit wet- en regelgeving en informatie over belangrijke milieu-effecten.

63 Onderwerp en toepassingsgebied

64 Normatieve verwijzingen

65 Termen en definities

66 4.1 Algemene eisen
67 4.2 Milieubeleid
68 4.3 Planning
69 4.4 Implementatie en uitvoering
70 4.5 Controle
71 4.6 Beoordeling door de directie
72 ISO 9001 Deze norm geeft de eisen weer voor een kwaliteitsmanagementsysteem dat door een organisatie gebruikt kan worden om klanttevredenheid te verhogen. Dit door te voldoen aan de eisen van de klant en aan wet- en regelgeving. KLANT(eisen) (management middelen proces - bijsturen) KLANT(tevredenheid)
73 Onderwerp & Toepassingsgebied

74 Normatieve verwijzing
75 Termen en definities
76 Kwaliteitsmanagementsysteem
77 Directieverantwoordelijkheid
78 Management van middelen
79 Realiseren van het product
80 Meting, analyse en verbetering
81 ISO/TS 16949:2002 Dit is een serie vastgelegde internationale normen hoofdzakelijk bedoeld om voorwaarden te scheppen aangaande toelevering aan de automobielindustrie. Deze is gebaseerd op ISO-9001 maar is een heel stuk strenger én ook breder! Een systeem dat doorleeft moet worden op alle niveaus met een serieus engagement vanuit het management
82 ISO/TS : 2002
83 1) Onderwerp en toepassingsgebied
84 2) Normatieve verwijzing
85 3) Termen en definities
86 4) Kwaliteitsmanagementsysteem
87 5) Directieverantwoordelijkheid
88 6) Management van middelen
89 7) Realiseren van het product
90 8) Meting, analyse en verbetering
91 KANBAN Het Japans voor "kaart" en wordt gebruikt om interne leveranciers en interne of externe subassemblage of onderdelenaanmaak aan te sturen. Het is het meest eenvoudige en tevens het meest succesvolle systeem om op tijd en in de juiste hoeveelheid je spullen te krijgen. Kanban staat voor een productmethode waarbij alleen wordt geproduceerd op het moment dat de voorraad is gedaald.
92 Kwal. Kost KWALITEITSKOST Totale kwaliteits kost Preventieve kost Beoordelingskost Externe foutkost Interne foutkost Praktijk ideaal Kwaliteit
93 KWALITEITSKOST Preventiekost Onderzoek & ontwikkeling Scholing Processtudie Beoordelingskost 100% controle Ingangs- proces- uitgangs controle Meetmiddelen Doorlichting Foutkost Herwerkers Interne scrap Uitsorteren Retour klant Onderzoek retour Tegenonderzoek
94 LEAN Lean production (Engels voor slanke productie) of Lean manufacturing of het Toyota Production System (TPS) is een managementsfilosofie die erop gericht is om verspillingen ( 無 駄, Muda), zaken die geen toegevoegde waarde leveren, te elimineren. Hierdoor gaat de productiekwaliteit omhoog en de productiekosten omlaag, wat leidt in een algemene winst. Value added activities (toegevoegde waarde) Waste (Geen toegevoegde waarde) Afkeur en afval Overproductie Wachten Transport Bewerkingen (machines) Bewegingen (mens) Voorraden en tussenvoorraden
95 LEAN
96 S Me/R-Kaart Me/R-kaart Stuk Nr.: Klant: onze klant Wema Stuk Nr.: WO-Nr: WEMA nv Wijz. Datum: BENAMING: MAAT: Bewerking: editie: 1 Paraaf: Voorbeeldstuk Meetfreq.: 3 Max.: 30,06 Me-kaart 10 Min.: 29,96 TEKENING STEEKPROEF Nr.: M AAT: 30,06 30,05 30,04 30,03 30,02 30, ,99 29,98 29,97 29,96 Meetgereedschap: Bijgesteld: S S R-kaart 8 7 gereedschap vervangen 6 beitelplaatje gedraaid 5 bijgesteld v vroege ploeg 4 diamant vervangen L late ploeg 3 x x x dressing D dagploeg 2 x x x x x opstarten machine 1 x x x x x x x x x x x x x x x x... 0 x x x x x x x x x x x x x x x x x x x x x x x x x x Ploeg: V L V L V D D V L V D L (F015) Jaar:..... Dag / maand: 15/3 15/3 16/3 16/3 17/3 18/3 19/3 22/3 22/3 23/3 24/3 24/3
97 MINDMAPPING To-Do list check-list Lijsten Creativiteit brainstroming nieuw project planning Notities Bij problemen analyse bijsturen structuren voorbereiding Presentaties Vergadering agenda verslag
98 MSA of R&R-Study Met een R&R studie worden meetprocessen geanalyseerd. Met name wordt bepaald of de meetonnauwkeurigheid afkomstig is van de operator (R - reproducibility) of het meetapparaat (R - repeatability) zelf. Tenslotte wordt een relatie gelegd met het specificatiegebied van de gemeten variabele (R&R %). De methode houdt in dat meerdere monsters door meerdere operators meerdere malen worden gemeten, en wel volgens een bepaald testschema (DOE). DOE (Design Of Experiments) DOE is een methodiek om industriële experimenten op een efficiënte manier op te zetten en te plannen. De structuur van een DOE experiment is zodanig dat de verhouding informatie/geld ("information value for money") zo gunstig mogelijk is.
99 OORZAAK - GEVOLG Materiaal Methode Mens GEVOLG Machine Management Milieu Ishikawa (6M)
100 PDCA Kaizen (Ky zen) Kai = veranderen zen = ten goede Deming cirkel Plannen Doen Controleren Actie
101 POKA-YOKE ポカヨケ (Corrigeren van Menselijke fouten) Streven naar Zero Defect door de menselijke fouten uit te schakelen. Er zijn corrigerende en waarschuwende Poka-Yoke systemen: Corrigerend: Een diskette kan je niet ondersteboven of achterstevoren in een diskettestation krijgen Waarschuwend: Signaal via knipperlichtje indien je de autogordel niet aan hebt of signaal wanneer de lichten blijven branden
102 PRIORITEITEN Belangrijk Dringend
103 PPM (Parts Per Million) PPM 1% = PPM 1 sigma = ppm = 69,77% 2 sigma = ppm = 30,87% 3 sigma = 66810ppm = 6,681% 4 sigma = 6210ppm = 0,621% 5 sigma = 233ppm = 0,0233% 6 sigma = 3,4ppm = 0,00034% 6 Sigma = Cp en Cpk = 2
104 PROCESBEHEERSING Kaizen (Ky zen) Kai means change zen means good SPC Plannen Doen Controleren Actie
105 PROBLEMEN OPLOSSEN 1. Mogelijke problemen identificeren 2. Probleem selecteren 3. Activiteiten plannen 4. Gegevens verzamelen 5. Gegevens onderzoeken 6. Meetbare doelen bepalen 7. Oorzaak gevolg diagram 8. Oplossingen ontwikkelen 9. Oplossing uitvoeren 10. Oplossing standaardiseren
106 QOS (Quality Operating System) Fordmethode voor het sturen van de organisatie via het opmaken van doelstellingen, komende uit de verwachtingen van de klanten. Deze top-down methode vereist een volledige betrokkenheid van het management en een goede interne communicatie voor het ontplooien van doelstellingen en targets in alle onderliggende afdelingen. De ene doelstelling hangt wat hoger of lager maar ze hangen allemaal aan diezelfde kapstok
107 REPUTATIE Kwaliteitsreputatie verlies je vlugger dan je ze opbouwt!
108 SMART Doelstellingen moeten SMART zijn: Specifiek Meetbaar Aanvaardbaar Actiegericht Realistisch Tijdsgebonden
109 SMED (Single Minute Exchange of Die) SMED (Omsteltijden) Het is een reeds lang bekende manier om snel om te stellen. De vergelijking met de Formule 1 pitstops wordt altijd gemaakt. 1. Observering 2. Scheiding 3. Converteer 4. Stroomlijn 5. Stroomlijn 6. Documenteer 7. Herhaal
110 SMED (Single Minute Exchange of Die) 1. Observeer de huidige methode 2. Scheiding van interne en externe omstelactiviteiten. Interne activiteiten zijn diegene die enkel uitgevoerd kunnen worden wanneer het systeem gestopt is. Externe activiteiten kunnen wel uitgevoerd worden terwijl de laatste of de eerste batch geproduceerd wordt. Bijvoorbeeld: het halen van gereedschap vóór de machine stopt. 3. Converteer (waar mogelijk) interne activiteiten naar externe activiteiten (bvb. voorverwarmen van gereedschappen). 4. Stroomlijn de overblijvende interne activiteiten door ze te vereenvoudigen. Bvb. concentreer op klemmingen. Shingo merkte terecht op dat het enkel de laatste draai van een bout is die hem vast zet, de rest is gewoon nutteloze beweging. 5. Stroomlijn de externe activiteiten. 6. Documenteer de nieuwe procedure, en beschrijf wat er in de toekomst nog ondernomen moet worden. 7. Herhaal deze methode. Voor elke iteratie van het bovenstaande proces kan een 45% verbetering verwacht worden. Dus het kan verschillende iteraties vergen om onder de 10 minuten te raken.
111 SPC Statistical = Statistiek Process = Proces Control = Beheersing De gedachte achter SPC is het streven naar een procesvoering waarin alle onnodige variatie wordt vermeden. Dit leidt tot een proces waarin alleen nog toevallige factoren de variatie bepalen. SPC is een wiskundige benadering van gegevens die ons met een zekere waarschijnlijkheid dingen kan vertellen
112 SPC 2 dingen zijn nooit gelijk, ze zullen altijd van elkaar afwijken! Hoeveel ze mogen afwijken moet vastgelegd worden! (toleranties die de uitwisselbaarheid garanderen) We streven naar Zero Defects! Met SPC kunnen we slechte producten voorkomen, door preventief bij te sturen in onze «processen». Om te achterhalen wanneer we processen mogen bijsturen, gaan we meten en analyseren; hiervoor maken we gebruik van de wiskunde. PROCESBEHEERSING
113 SPC LSL ondergrens USL bovengrens LCL onderste regelgrens of ORG UCL bovenste regelgrens of BRG X gemiddelde Me mediaan (soort gemiddelde) R range, spreiding Cp spreidingsindex proces Cpk kwaliteitsindex proces Cm spreidingsindex machine Cmk kwaliteitsindex machine Pp performance index idem aan Cp maar long time Ppk performance index idem aan Cpk maar long time σ Sigma, standaard deviatie, afwijking, spreiding µ Gemiddelde Z sigma level = 3 x Cp en 3x Cpk p kans of waarschijnlijkheid > 0,05 is hoog n steekproefgrootte
114 SPC Statistical = Statistiek Process = Proces Control = Beheersing De gedachte achter SPC is het streven naar een procesvoering waarin alle onnodige variatie wordt vermeden. Dit leidt tot een proces waarin alleen nog toevallige factoren de variatie bepalen. SPC is een wiskundige benadering van gegevens die ons met een zekere waarschijnlijkheid dingen kan vertellen
115 SPC-TECHNIEKEN 2 dingen zijn nooit gelijk, ze zullen altijd van elkaar afwijken! Hoeveel ze mogen afwijken moet vastgelegd worden! (toleranties die de uitwisselbaarheid garanderen) We streven naar Zero Defects! Met SPC kunnen we slechte producten voorkomen, door preventief bij te sturen in onze «processen». Om te achterhalen wanneer we processen mogen bijsturen, gaan we meten en analyseren; hiervoor maken we gebruik van de wiskunde. PROCESBEHEERSING
116 EERST BEHEERSEN e
117 DAARNA VERBETEREN e
118 PROCESBEHEERSING

119 PROCESBEHEERSING Wanneer regelen we bij? Hoeveel regelen we bij?
20/80-regel. (Pareto) 80% van de gevolgen is afkomstig van 20% van de oorzaken (en omgekeerd) 80% 20%
 80% van de gevolgen is afkomstig van 20% van de oorzaken (en omgekeerd) 80% 20%") 20/80-regel 100 90 80 70 60 50 40 30 20 10 0 80% 80 20% 14 3 2 1 oorzaak (Pareto) 80% van de gevolgen is afkomstig van 20% van de oorzaken (en omgekeerd) 20% van de machines maken 80% van de scrap 80%
20/80-regel 100 90 80 70 60 50 40 30 20 10 0 80% 80 20% 14 3 2 1 oorzaak (Pareto) 80% van de gevolgen is afkomstig van 20% van de oorzaken (en omgekeerd) 20% van de machines maken 80% van de scrap 80%
BEGRIPPEN EN DEFINITIES SIX SIGMA
 Gemiddelde X = ( χ + χ i + χ +... n ) / n S = 1 χ i X n 1 n Variantie ( ) Standaarddeviatie σ = S Mediaan Kwartielen i= 1 Middelste waarneming binnen het totaal van de waarnemingen Oneven aantal waarnemingen:
Gemiddelde X = ( χ + χ i + χ +... n ) / n S = 1 χ i X n 1 n Variantie ( ) Standaarddeviatie σ = S Mediaan Kwartielen i= 1 Middelste waarneming binnen het totaal van de waarnemingen Oneven aantal waarnemingen:
Kaizen, Lean en Six Sigma. Verschillen en overeenkomsten. Bert van Eekhout
 Kaizen, Lean en Six Sigma Verschillen en overeenkomsten Bert van Eekhout Van Eekhout Consulting Lean, Six Sigma & Supply Chain Optimisation Telefoon +31 318 641387 Mobiel +31 6 46241071 E-mail: beekhout@wxs.nl
Kaizen, Lean en Six Sigma Verschillen en overeenkomsten Bert van Eekhout Van Eekhout Consulting Lean, Six Sigma & Supply Chain Optimisation Telefoon +31 318 641387 Mobiel +31 6 46241071 E-mail: beekhout@wxs.nl
Lean Six Sigma. 1. Wat is het? Wat is Lean Six Sigma (LSS)?
?") 1. Wat is het? 2. Wat levert het me op? 3. Hoe werkt het? Lean, Six Sigma en DMAIC. 4. Wie gebruikt het? 5. Hoe maak ik een eerste stap? Lean Six Sigma 1. Wat is het? Wat is Lean Six Sigma (LSS)? Het gebruikt
1. Wat is het? 2. Wat levert het me op? 3. Hoe werkt het? Lean, Six Sigma en DMAIC. 4. Wie gebruikt het? 5. Hoe maak ik een eerste stap? Lean Six Sigma 1. Wat is het? Wat is Lean Six Sigma (LSS)? Het gebruikt
FOCUS > ACTIE > FLOW WERKPLEKORGANISATIE. Een artikel van Ad van der Hulst. op basis van de Toyota techniek 5S
 FOCUS > ACTIE > FLOW Een artikel van Ad van der Hulst WERKPLEKORGANISATIE op basis van de Toyota techniek 5S telefoon: 06 224 559 02 5S WERKPLEKORGANISATIE Deze Toyota methodiek geeft een logisch stappenplan
FOCUS > ACTIE > FLOW Een artikel van Ad van der Hulst WERKPLEKORGANISATIE op basis van de Toyota techniek 5S telefoon: 06 224 559 02 5S WERKPLEKORGANISATIE Deze Toyota methodiek geeft een logisch stappenplan
Voorwoord 6. 1. Basis van Lean. 2. Gemba cultuur. 3. Standaard werk. 4. Werkplekorganisatie. 5. Probleem oplossing (Kaizen)
") 3 Hoofdstuk Inhoud blz. Voorwoord 6 1. Basis van Lean 2. Gemba cultuur 3. Standaard werk 4. Werkplekorganisatie met 5S 5. Probleem oplossing (Kaizen) 6. Nul fouten (Zero Defects) 1.1 Definitie Lean 1.2
3 Hoofdstuk Inhoud blz. Voorwoord 6 1. Basis van Lean 2. Gemba cultuur 3. Standaard werk 4. Werkplekorganisatie met 5S 5. Probleem oplossing (Kaizen) 6. Nul fouten (Zero Defects) 1.1 Definitie Lean 1.2
Six Sigma. Wat is Six Sigma?
 Six Sigma Wat is het, wat brengt het? Oktober 2015 Wat is Six Sigma? OVERZICHT Statistische benadering Lange termijn Continu verbeteren Streven om te voldoen aan klantwens Een business filosofie en strategie
Six Sigma Wat is het, wat brengt het? Oktober 2015 Wat is Six Sigma? OVERZICHT Statistische benadering Lange termijn Continu verbeteren Streven om te voldoen aan klantwens Een business filosofie en strategie
Verbeter uw operationele rendement. Joris Aalberse BDO Consultants
 Verbeter uw operationele rendement Joris Aalberse BDO Consultants Joris Aalberse Professionele ervaring: Procesoptimalisatie in service en productie Lean Six Sigma Black Belt Ruime ervaring in diverse
Verbeter uw operationele rendement Joris Aalberse BDO Consultants Joris Aalberse Professionele ervaring: Procesoptimalisatie in service en productie Lean Six Sigma Black Belt Ruime ervaring in diverse
Heidag NDC mediagroep 31 mei 2012 LEAN MANAGEMENT. Praktische toepassing
 Heidag NDC mediagroep 31 mei 2012 LEAN MANAGEMENT Praktische toepassing Programma 09.30-09.45 uur: Ontvangst met koffie/thee en iets lekkers 10.00-12.30 uur: Workshop door Machtelt Dijk en Lucie Kraaijeveld
Heidag NDC mediagroep 31 mei 2012 LEAN MANAGEMENT Praktische toepassing Programma 09.30-09.45 uur: Ontvangst met koffie/thee en iets lekkers 10.00-12.30 uur: Workshop door Machtelt Dijk en Lucie Kraaijeveld
DACE seminar Value Management: Van Crisis naar Kans - 4 november 2009
 DACE seminar Value Management: Van Crisis naar Kans - 4 november 2009 Biografie Jos Verschuijten Jos Verschuijten (44) is in 1994 afgestudeerd als Werktuigbouwkundig Ingenieur aan de Technische Universiteit
DACE seminar Value Management: Van Crisis naar Kans - 4 november 2009 Biografie Jos Verschuijten Jos Verschuijten (44) is in 1994 afgestudeerd als Werktuigbouwkundig Ingenieur aan de Technische Universiteit
Lean Six Sigma De mindset, de essentie, de aanvullendheid en de succesfactoren
 Lean Six Sigma De mindset, de essentie, de aanvullendheid en de succesfactoren Kees Ahaus Research on Healthcare Organisation & Innovation, Faculteit Economie en Bedrijfskunde De mindset van Six Sigma
Lean Six Sigma De mindset, de essentie, de aanvullendheid en de succesfactoren Kees Ahaus Research on Healthcare Organisation & Innovation, Faculteit Economie en Bedrijfskunde De mindset van Six Sigma
Lean Labs. Benjamin Kemper (b.p.h.kemper@uva.nl) Six Sigma, Lean, en innovatie. Consultant en trainer IBIS UvA
 Six Sigma, Lean, en innovatie. Consultant en trainer IBIS UvA") Lean Labs Six Sigma, Lean, en innovatie Benjamin Kemper (b.p.h.kemper@uva.nl) Consultant en trainer IBIS UvA Onderzoeker Kwantitatieve Economie Universiteit van Amsterdam Instituut voor Bedrijfs- en Industriële
Lean Labs Six Sigma, Lean, en innovatie Benjamin Kemper (b.p.h.kemper@uva.nl) Consultant en trainer IBIS UvA Onderzoeker Kwantitatieve Economie Universiteit van Amsterdam Instituut voor Bedrijfs- en Industriële
Lean management in een paar minuten
 management in een paar minuten Introductie De term staat voor slimmer, sneller en slanker alles met de helft doen: slimmer werken, niet harder! is een managementfilosofie en een bedrijfsstrategie Focus
management in een paar minuten Introductie De term staat voor slimmer, sneller en slanker alles met de helft doen: slimmer werken, niet harder! is een managementfilosofie en een bedrijfsstrategie Focus
Verspillingen leren voorkomen
 Verspillingen leren voorkomen met Lean Praktische opleiding van The Lean Six Sigma Company Wat is Lean? Lean leert u op een andere manier kijken naar organisaties. Het is een verbetermethodiek om verspillingen
Verspillingen leren voorkomen met Lean Praktische opleiding van The Lean Six Sigma Company Wat is Lean? Lean leert u op een andere manier kijken naar organisaties. Het is een verbetermethodiek om verspillingen
Verspillingen ontdekken, analyseren en elimineren. Systematisch en blijvend oplossen. 29 april 2016
 Verspillingen ontdekken, analyseren en elimineren Systematisch en blijvend oplossen 29 april 2016 Onderwerpen Verspillingen ONT-dekken Verspillingen analyseren Verspillingen elimineren Opdracht Algemeen
Verspillingen ontdekken, analyseren en elimineren Systematisch en blijvend oplossen 29 april 2016 Onderwerpen Verspillingen ONT-dekken Verspillingen analyseren Verspillingen elimineren Opdracht Algemeen
Let s go Gemba Operationele uitmuntendheid op de werkvloer. Jan Angenon: Manager Operations Excellence, BMI-C Belgium
 Let s go Gemba Operationele uitmuntendheid op de werkvloer Jan Angenon: Manager Operations Excellence, BMI-C Belgium Uitgangssituatie In 2009 werd de strategie van het nieuwe Barco gedefinieerd. Operational
Let s go Gemba Operationele uitmuntendheid op de werkvloer Jan Angenon: Manager Operations Excellence, BMI-C Belgium Uitgangssituatie In 2009 werd de strategie van het nieuwe Barco gedefinieerd. Operational
Trial and Error - Acht jaar procesverbeteren
 Trial and Error - Acht jaar procesverbeteren Trial and Error - Acht jaar procesverbeteren Start Lean Six Sigma UMCG at the Universitair Medisch Centrum Groningen dr. Gerard Niemeijer CMC g.c.niemeijer@umcg.nl
Trial and Error - Acht jaar procesverbeteren Trial and Error - Acht jaar procesverbeteren Start Lean Six Sigma UMCG at the Universitair Medisch Centrum Groningen dr. Gerard Niemeijer CMC g.c.niemeijer@umcg.nl
Als producent/leverancier moet je in de basis dingen maken en doen op de juiste manier en met de juiste middelen en waar de klant om vraagt.
 World Class Manufacturing Als producent/leverancier moet je in de basis dingen maken en doen op de juiste manier en met de juiste middelen en waar de klant om vraagt. De juiste dingen, juist doen! Klinkt
World Class Manufacturing Als producent/leverancier moet je in de basis dingen maken en doen op de juiste manier en met de juiste middelen en waar de klant om vraagt. De juiste dingen, juist doen! Klinkt
Lean: Kort-cyclisch verbeteren. Geen dieet maar life-style IHC de Zorgmakelaar Chantal Aarts & Lissy Hurkmans
 Lean: Kort-cyclisch verbeteren Geen dieet maar life-style IHC de Zorgmakelaar Chantal Aarts & Lissy Hurkmans Programma Van individueel naar collectief leren Waar gaan we het niet over hebben deze workshop
Lean: Kort-cyclisch verbeteren Geen dieet maar life-style IHC de Zorgmakelaar Chantal Aarts & Lissy Hurkmans Programma Van individueel naar collectief leren Waar gaan we het niet over hebben deze workshop
Het toepassen van LEAN op het laboratorium. Hoe doe je dat?
 Het toepassen van LEAN op het laboratorium. Hoe doe je dat? Michiel de Ruiter De wereld verandert 1 Crisis?%Welke%crisis?% Toepassen van Lean 2 WAT is LEAN Lean is een andere wijze van denken. Lean bestaat
Het toepassen van LEAN op het laboratorium. Hoe doe je dat? Michiel de Ruiter De wereld verandert 1 Crisis?%Welke%crisis?% Toepassen van Lean 2 WAT is LEAN Lean is een andere wijze van denken. Lean bestaat
erbeterdezaak.nl Processen managen Een inleiding erbeterdezaak.nl
 Processen managen Een inleiding Proces cultuur De klant komt eerst Zorg dat je altijd waarde toevoegt Moedig eigen initiatief aan Geef medewerkers ruimte Moedig teamwerk aan Beloon team prestaties Werk
Processen managen Een inleiding Proces cultuur De klant komt eerst Zorg dat je altijd waarde toevoegt Moedig eigen initiatief aan Geef medewerkers ruimte Moedig teamwerk aan Beloon team prestaties Werk
4 Daagse Lean Management Training 13-10-2010
 Leren Zien Robert van der Weerdt Accent Organisatie Advies 1 www.accentadvies.nl Agenda Lean als methode Leren zien Aantal technieken Filmpje Andere verbetermethoden Theory of Constraints (TOC) Six Sigma
Leren Zien Robert van der Weerdt Accent Organisatie Advies 1 www.accentadvies.nl Agenda Lean als methode Leren zien Aantal technieken Filmpje Andere verbetermethoden Theory of Constraints (TOC) Six Sigma
Methoden om te werken aan continue verbetering
 Methoden om te werken aan continue verbetering Een aantal bekende methoden om te werken aan continue verbetering zijn: PDCA DMAIC Kaizen TOC 8D Kata Op de volgende pagina s zijn de methoden verder uitgewerkt
Methoden om te werken aan continue verbetering Een aantal bekende methoden om te werken aan continue verbetering zijn: PDCA DMAIC Kaizen TOC 8D Kata Op de volgende pagina s zijn de methoden verder uitgewerkt
5S: de vijf stappen nader uitgelegd
 1. Stap 1 van 5S: de eerste stap: Selecteren Met geringe inspanning een aanzienlijke besparing De kracht van eenvoud wordt in bedrijven onderschat, je kunt je er twee zaken bij voorstellen: de vereenvoudiging
1. Stap 1 van 5S: de eerste stap: Selecteren Met geringe inspanning een aanzienlijke besparing De kracht van eenvoud wordt in bedrijven onderschat, je kunt je er twee zaken bij voorstellen: de vereenvoudiging
De 17 principes van lean working
 De 17 principes van lean working Lean working kan samengevat worden in 17 basis principes. De totale aanpak is hieruit opgebouwd. Het kennen en beheersen van de principes is belangrijk voor de continu
De 17 principes van lean working Lean working kan samengevat worden in 17 basis principes. De totale aanpak is hieruit opgebouwd. Het kennen en beheersen van de principes is belangrijk voor de continu
Lean Workshop 16 juni 2015
 Lean Workshop 16 juni 2015 Wat is Lean? 2 De klant staat centraal Samen doelen bereiken en doorbraken realiseren Operationele Stabiliteit Kwaliteit Doorlooptijd Kosten per item Altijd op tijd De gevraagde
Lean Workshop 16 juni 2015 Wat is Lean? 2 De klant staat centraal Samen doelen bereiken en doorbraken realiseren Operationele Stabiliteit Kwaliteit Doorlooptijd Kosten per item Altijd op tijd De gevraagde
Een visueel management tool dat direct zicht geeft op de status van een operatie. Bijvoorbeeld een rood licht als iets mis gaat.
 Japanse begrippen Andon Een visueel management tool dat direct zicht geeft op de status van een operatie. Bijvoorbeeld een rood licht als iets mis gaat. Chaku-chaku Automatisering waarbij de operator het
Japanse begrippen Andon Een visueel management tool dat direct zicht geeft op de status van een operatie. Bijvoorbeeld een rood licht als iets mis gaat. Chaku-chaku Automatisering waarbij de operator het
Het kan in het Martini ziekenhuis, efficiency en kwaliteit gaan samen. CQi-Ziekenhuizen van meten naar actie 9 oktober 2012 Patrick Wennekes
 Het kan in het Martini ziekenhuis, efficiency en kwaliteit gaan samen CQi-Ziekenhuizen van meten naar actie 9 oktober 2012 Patrick Wennekes Inhoud Introductie Lean Six Sigma Project ontslag procedure (door:
Het kan in het Martini ziekenhuis, efficiency en kwaliteit gaan samen CQi-Ziekenhuizen van meten naar actie 9 oktober 2012 Patrick Wennekes Inhoud Introductie Lean Six Sigma Project ontslag procedure (door:
PRODU-TECH ALGEMEEN:
 Produ-Tech De enige aanvaardbare norm voor verliezen is nul! Pagina 1 van 5 De start voor een hogere productiviteit. Produ-Tech helpt productieteams maximaal te presteren. Methodes en technieken richten
Produ-Tech De enige aanvaardbare norm voor verliezen is nul! Pagina 1 van 5 De start voor een hogere productiviteit. Produ-Tech helpt productieteams maximaal te presteren. Methodes en technieken richten
ERP & Lean: Hoe kunnen ze elkaar versterken. 7 juni 2007
 ERP & Lean: Hoe kunnen ze elkaar versterken 7 juni 2007 Even voorstellen. Erik Meevis, partner bij KCLA KCLA: Groep onafhankelijke organisatieadviseurs Afkomstig uit MKB Gericht op productiebedrijven in
ERP & Lean: Hoe kunnen ze elkaar versterken 7 juni 2007 Even voorstellen. Erik Meevis, partner bij KCLA KCLA: Groep onafhankelijke organisatieadviseurs Afkomstig uit MKB Gericht op productiebedrijven in
ISO 9000:2000 en ISO 9001:2000. Een introductie. Algemene informatie voor medewerkers van: SYSQA B.V.
 ISO 9000:2000 en ISO 9001:2000 Een introductie Algemene informatie voor medewerkers van: SYSQA B.V. Organisatie SYSQA B.V. Pagina 2 van 11 Inhoudsopgave 1 INLEIDING... 3 1.1 ALGEMEEN... 3 1.2 VERSIEBEHEER...
ISO 9000:2000 en ISO 9001:2000 Een introductie Algemene informatie voor medewerkers van: SYSQA B.V. Organisatie SYSQA B.V. Pagina 2 van 11 Inhoudsopgave 1 INLEIDING... 3 1.1 ALGEMEEN... 3 1.2 VERSIEBEHEER...
Lean Six Sigma binnen AEGON
 SPIder Jaarconferentie 2008 Julien Sterk September 2008 AEGON wereldwijd Wereldwijd Ruim 30.000 medewerkers Actief in meer dan 20 landen in Europa, Amerika en Azië, met omvangrijke activiteiten in Verenigde
SPIder Jaarconferentie 2008 Julien Sterk September 2008 AEGON wereldwijd Wereldwijd Ruim 30.000 medewerkers Actief in meer dan 20 landen in Europa, Amerika en Azië, met omvangrijke activiteiten in Verenigde
Hoeveel vertrouwen heb ik in mijn onderzoek en conclusie? Les 1
 Hoeveel vertrouwen heb ik in mijn onderzoek en conclusie? Les 1 1 Onderwerpen van de lessenserie: De Normale Verdeling Nul- en Alternatieve-hypothese ( - en -fout) Steekproeven Statistisch toetsen Grafisch
Hoeveel vertrouwen heb ik in mijn onderzoek en conclusie? Les 1 1 Onderwerpen van de lessenserie: De Normale Verdeling Nul- en Alternatieve-hypothese ( - en -fout) Steekproeven Statistisch toetsen Grafisch
Hoofdstuk 7: Statistische gevolgtrekkingen voor distributies
 Hoofdstuk 7: Statistische gevolgtrekkingen voor distributies 7.1 Het gemiddelde van een populatie Standaarddeviatie van de populatie en de steekproef In het vorige deel is bij de significantietoets uitgegaan
Hoofdstuk 7: Statistische gevolgtrekkingen voor distributies 7.1 Het gemiddelde van een populatie Standaarddeviatie van de populatie en de steekproef In het vorige deel is bij de significantietoets uitgegaan
7/06/2016. Lean bouwen in de praktijk. Principes van lean Historiek. Principes van lean Definitie. Principes van lean
 Lean bouwen in de praktijk Master title - 07-06-16 - Page 1 Historiek 1900 1945 1965 1980 1993 LEAN (MIT) LEAN CONSTRUCTION Master title - 07-06-16 - Page 2 Master title - 07-06-16 - Page 3 1 Master title
Lean bouwen in de praktijk Master title - 07-06-16 - Page 1 Historiek 1900 1945 1965 1980 1993 LEAN (MIT) LEAN CONSTRUCTION Master title - 07-06-16 - Page 2 Master title - 07-06-16 - Page 3 1 Master title
Produced by WEMA ISO/TS 16949:2002
 ISO/TS 16949:2002 ISO/TS 16949:2002 QS9000 is de automobielnorm van Chrysler, Ford en General Motors vanuit Amerika. Andere landen hadden dan weer andere normen zoals VDA6, FIEV of ANFIA-norm. Vanuit deze
ISO/TS 16949:2002 ISO/TS 16949:2002 QS9000 is de automobielnorm van Chrysler, Ford en General Motors vanuit Amerika. Andere landen hadden dan weer andere normen zoals VDA6, FIEV of ANFIA-norm. Vanuit deze
De cruciale rol van cijfers voor Continu Verbeteren
 KPMG Lean Six Sigma De cruciale rol van cijfers voor Continu Verbeteren Landelijk Congres V&J 18 Februari 2016 Wij zijn wij? http://www.linkedin.com/in/sajburgers https://nl.linkedin.com/in/markkopmels
KPMG Lean Six Sigma De cruciale rol van cijfers voor Continu Verbeteren Landelijk Congres V&J 18 Februari 2016 Wij zijn wij? http://www.linkedin.com/in/sajburgers https://nl.linkedin.com/in/markkopmels
QUALITY SYSTEM ENGINEER
 QUALITY SYSTEM ENGINEER We bieden uw medewerkers aan, die afgebakende taken komen uitvoeren en/of coördineren. Procedures up to date houden Formulieren en files up to date houden Handboeken up to date
QUALITY SYSTEM ENGINEER We bieden uw medewerkers aan, die afgebakende taken komen uitvoeren en/of coördineren. Procedures up to date houden Formulieren en files up to date houden Handboeken up to date
FMEA Measurement systems analysis Statistische procesbeheersing
 Opleiding FMEA Measurement systems analysis Statistische procesbeheersing DataLyzer International Tel: 040-2940980 Email: sales@datalyzer.com Internet: www.datalyzer.com FMEA Voorkomen kwaliteitsproblemen
Opleiding FMEA Measurement systems analysis Statistische procesbeheersing DataLyzer International Tel: 040-2940980 Email: sales@datalyzer.com Internet: www.datalyzer.com FMEA Voorkomen kwaliteitsproblemen
LEAN WERKEN IN DE BOUW
 Voor Gemeente Westland en VNO-NCW Westland-Delfland Naaldwijk, 4 juni 2015 Verzorgd door Weboma i.s.m. Maruna Maruna Opgericht 1996 Ons vak Procesverbeteren Ons doel Kennisoverdracht Specialisme Lean&
Voor Gemeente Westland en VNO-NCW Westland-Delfland Naaldwijk, 4 juni 2015 Verzorgd door Weboma i.s.m. Maruna Maruna Opgericht 1996 Ons vak Procesverbeteren Ons doel Kennisoverdracht Specialisme Lean&
Agile buiten de IT. Bent u al onbewust bekwaam met agile? Bert Leibbrand bert.leibbrand@itri.nl +31 6 27 74 60 88
 Agile buiten de IT Bent u al onbewust bekwaam met agile? Bert Leibbrand bert.leibbrand@itri.nl +31 6 27 74 60 88 Agenda Overzicht Agile: een hype? Agile termen Planningpoker: zelf ervaren Samenvatten Volgende
Agile buiten de IT Bent u al onbewust bekwaam met agile? Bert Leibbrand bert.leibbrand@itri.nl +31 6 27 74 60 88 Agenda Overzicht Agile: een hype? Agile termen Planningpoker: zelf ervaren Samenvatten Volgende
Kennismaking met de inhoud van ISO 9001
 Kennismaking met de inhoud van ISO 9001 Deze tekst is te gebruiken als eerste stap naar het toepassen van de standaard. Denk niet dat de standaard vraagt wat je denkt. Lees de standaard of doe navraag
Kennismaking met de inhoud van ISO 9001 Deze tekst is te gebruiken als eerste stap naar het toepassen van de standaard. Denk niet dat de standaard vraagt wat je denkt. Lees de standaard of doe navraag
Duurzaamheid in productie en logistiek. Een toolbox van technieken en praktijken voor betere prestaties
 Duurzaamheid in productie en logistiek Een toolbox van technieken en praktijken voor betere prestaties Voet Marnix, projectmanager INNOFLOW, Fedustria 15/12/2011 een gezamenlijk initiatief van: met steun
Duurzaamheid in productie en logistiek Een toolbox van technieken en praktijken voor betere prestaties Voet Marnix, projectmanager INNOFLOW, Fedustria 15/12/2011 een gezamenlijk initiatief van: met steun
Operational Excellence
 Operational Excellence Totaal oplossing voor Operational Excellence biedt inzage in verbeteringspotentieel For more information visit us at www.novotek.com 12/02/2015 Page 2 Agenda Wat is Operational Excellence?
Operational Excellence Totaal oplossing voor Operational Excellence biedt inzage in verbeteringspotentieel For more information visit us at www.novotek.com 12/02/2015 Page 2 Agenda Wat is Operational Excellence?
Seiri ( 整理 ) Seiton ( 整頓 ) Seisō ( 清掃 ) Seiketsu ( 清潔 ) Shitsuke ( 躾 )
 Seiton ( 整頓 ) Seisō ( 清掃 ) Seiketsu ( 清潔 ) Shitsuke ( 躾 )") 5S Seiri ( 整理 ) Seiton ( 整頓 ) Seisō ( 清掃 ) Seiketsu ( 清潔 ) Shitsuke ( 躾 ) Het programma 5S is een programma voor (veiligheid) orde en netheid, dat leidt tot een zeer gestructureerde en opgeruimde werkplek,
5S Seiri ( 整理 ) Seiton ( 整頓 ) Seisō ( 清掃 ) Seiketsu ( 清潔 ) Shitsuke ( 躾 ) Het programma 5S is een programma voor (veiligheid) orde en netheid, dat leidt tot een zeer gestructureerde en opgeruimde werkplek,
Informatiebrochure Lean Facilitator Cursus
 Informatiebrochure Lean Facilitator Cursus Training Lean Manufacturing voor facilitators/coördinatoren Het implementeren van Lean manufacturing doe je niet zomaar. Het succesvol invoeren van deze manier
Informatiebrochure Lean Facilitator Cursus Training Lean Manufacturing voor facilitators/coördinatoren Het implementeren van Lean manufacturing doe je niet zomaar. Het succesvol invoeren van deze manier
Is dit werkzaam? Hoe kan ik er bij komen? En als er dan brand is? Door de bomen zien we het bos niet meer. Soms lijkt het wel een kunstwerk
 Lean and Clean Hessel Visser hesselvisser@chello.nl www.hesselvisser.nl s-gravendeel Dordrecht s-gravendeel Slank, Slim, Schoon, Sober en Sneller werken met 7W en 5S 2 x HTS en TU Basisonderwijs Hessel
Lean and Clean Hessel Visser hesselvisser@chello.nl www.hesselvisser.nl s-gravendeel Dordrecht s-gravendeel Slank, Slim, Schoon, Sober en Sneller werken met 7W en 5S 2 x HTS en TU Basisonderwijs Hessel
Onze Lean Yellow Belt opleiding is geschikt voor iedereen die in zijn of haar organisatie wil bijdragen aan een cultuur van continue verbetering.
 Lean Yellow Belt Open jij de deur naar het Lean Universum? Lean Yellow Belt is de deur die het Lean Universum voor je opent. Maak uitgebreid kennis met de Lean-filosofie en verzeker jezelf van handige
Lean Yellow Belt Open jij de deur naar het Lean Universum? Lean Yellow Belt is de deur die het Lean Universum voor je opent. Maak uitgebreid kennis met de Lean-filosofie en verzeker jezelf van handige
Six Sigma. Een introductie. Algemene informatie voor medewerkers van: SYSQA B.V.
 Six Sigma Een introductie Algemene informatie voor medewerkers van: SYSQA B.V. Organisatie SYSQA B.V. Pagina 2 van 10 Inhoudsopgave 1 INLEIDING... 3 1.1 ALGEMEEN... 3 1.2 VERSIEBEHEER... 3 2 INTRODUCTIE...
Six Sigma Een introductie Algemene informatie voor medewerkers van: SYSQA B.V. Organisatie SYSQA B.V. Pagina 2 van 10 Inhoudsopgave 1 INLEIDING... 3 1.1 ALGEMEEN... 3 1.2 VERSIEBEHEER... 3 2 INTRODUCTIE...
Populaties beschrijven met kansmodellen
 Populaties beschrijven met kansmodellen Prof. dr. Herman Callaert Deze tekst probeert, met voorbeelden, inzicht te geven in de manier waarop je in de statistiek populaties bestudeert. Dat doe je met kansmodellen.
Populaties beschrijven met kansmodellen Prof. dr. Herman Callaert Deze tekst probeert, met voorbeelden, inzicht te geven in de manier waarop je in de statistiek populaties bestudeert. Dat doe je met kansmodellen.
VOICE OF THE CUSTOMER
 4/20/ E-BOOK VOICE OF THE CUSTOMER Gratis e-book leansixsigmatools.nl Introductie Bij Six Sigma staat het denken vanuit de behoeften van de klant centraal. Juist de vertaling van de stem(men) van de klant(en)
4/20/ E-BOOK VOICE OF THE CUSTOMER Gratis e-book leansixsigmatools.nl Introductie Bij Six Sigma staat het denken vanuit de behoeften van de klant centraal. Juist de vertaling van de stem(men) van de klant(en)
Start 2 Lean. Hans Crampe. Opmars LEAN. Opmars LEAN in primaire zorgprocessen. Opmars LEAN gezondheid en welzijn: ondersteunende processen
 Start 2 Lean Hans Crampe Opmars LEAN Opmars LEAN gezondheid en welzijn: ondersteunende processen Opmars LEAN in primaire zorgprocessen Virginia Mason MedicalCenter, Productive Ward, Lief en LEAN, Wij maken
Start 2 Lean Hans Crampe Opmars LEAN Opmars LEAN gezondheid en welzijn: ondersteunende processen Opmars LEAN in primaire zorgprocessen Virginia Mason MedicalCenter, Productive Ward, Lief en LEAN, Wij maken
Lean Six Sigma Yellow Belt
 Lean Six Sigma Yellow Belt Jouw vliegende start naar foutloos en efficiënter werken Met deze opleiding open jij de deur naar de wereld van foutloos en efficiënter werken. Je maakt uitgebreid kennis met
Lean Six Sigma Yellow Belt Jouw vliegende start naar foutloos en efficiënter werken Met deze opleiding open jij de deur naar de wereld van foutloos en efficiënter werken. Je maakt uitgebreid kennis met
Lean Six Sigma Black Belt als pakket (Blended)
") Lean Six Sigma Black Belt als pakket (Blended) 8 Maanden ICM biedt u de mogelijkheid om het Lean Six Sigma Black Beltdiploma als pakket in 8 maanden tijd te te behalen. U start met Lean Six Sigma Green
Lean Six Sigma Black Belt als pakket (Blended) 8 Maanden ICM biedt u de mogelijkheid om het Lean Six Sigma Black Beltdiploma als pakket in 8 maanden tijd te te behalen. U start met Lean Six Sigma Green
Procesmanagement Werken met procedures, processen,
 Procesmanagement Werken met procedures, processen, Procesmanagement Werken met procedures, processen, 2 Organisatie van processen Het management moet bedrijfsdoelstellingen formuleren en verwezenlijken.
Procesmanagement Werken met procedures, processen, Procesmanagement Werken met procedures, processen, 2 Organisatie van processen Het management moet bedrijfsdoelstellingen formuleren en verwezenlijken.
Hiermee rekenen we de testwaarde van t uit: n. 10 ( x ) ,16
 ,16") modulus strepen: uitkomst > 0 Hiermee rekenen we de testwaarde van t uit: n 10 ttest ( x ) 105 101 3,16 n-1 4 t test > t kritisch want 3,16 >,6, dus 105 valt buiten het BI. De cola bevat niet significant
modulus strepen: uitkomst > 0 Hiermee rekenen we de testwaarde van t uit: n 10 ttest ( x ) 105 101 3,16 n-1 4 t test > t kritisch want 3,16 >,6, dus 105 valt buiten het BI. De cola bevat niet significant
Werken op en aan een Lean Airport Schiphol Voorwaarden en valkuilen voor succes
 Werken op en aan een Lean Airport Schiphol Voorwaarden en valkuilen voor succes Ex-Manager Lean & Six Sigma Programma Theo van Heijningen 26 september 2017 Schipholwaarden Betrouwbaar Efficient Duurzaam
Werken op en aan een Lean Airport Schiphol Voorwaarden en valkuilen voor succes Ex-Manager Lean & Six Sigma Programma Theo van Heijningen 26 september 2017 Schipholwaarden Betrouwbaar Efficient Duurzaam
Lean. Lean denken in lokale besturen
 Lean Lean denken in lokale besturen Vonk www.apbvonk.be Basis van lean: continu verbeteren van efficiëntie Vertrekken vanuit het bestaande. Stap voor stap verbeteren. Het continue verbeteren werkbaar en
Lean Lean denken in lokale besturen Vonk www.apbvonk.be Basis van lean: continu verbeteren van efficiëntie Vertrekken vanuit het bestaande. Stap voor stap verbeteren. Het continue verbeteren werkbaar en
Verbeterde lijnefficiëntie met behulp van OEE. Corporate WCM & Sustainability Manager Michel de Waal
 Verbeterde lijnefficiëntie met behulp van OEE Corporate WCM & Sustainability Manager Michel de Waal OEE (Overall Equipment Effectiveness) Wat is OEE (Overall Equipment Effectiveness)? Waarom zou ik OEE
Verbeterde lijnefficiëntie met behulp van OEE Corporate WCM & Sustainability Manager Michel de Waal OEE (Overall Equipment Effectiveness) Wat is OEE (Overall Equipment Effectiveness)? Waarom zou ik OEE
Enkelvoudige ANOVA Onderzoeksvraag Voorwaarden
 Er is onderzoek gedaan naar rouw na het overlijden van een huisdier (contactpersoon: Karolijne van der Houwen (Klinische Psychologie)). Mensen konden op internet een vragenlijst invullen. Daarin werd gevraagd
Er is onderzoek gedaan naar rouw na het overlijden van een huisdier (contactpersoon: Karolijne van der Houwen (Klinische Psychologie)). Mensen konden op internet een vragenlijst invullen. Daarin werd gevraagd
Studiedag VZI Risicomanagement Toepassing van gecertificeerde kwaliteitsmanagementsystemen Kees van Putten, DEKRA Solutions B.V.
 Studiedag VZI Risicomanagement Toepassing van gecertificeerde kwaliteitsmanagementsystemen Kees van Putten, DEKRA Solutions B.V. Een kwaliteitsmanagementsysteem helpt bij de beheersing van risico s Want
Studiedag VZI Risicomanagement Toepassing van gecertificeerde kwaliteitsmanagementsystemen Kees van Putten, DEKRA Solutions B.V. Een kwaliteitsmanagementsysteem helpt bij de beheersing van risico s Want
WI 20 : PPAP (sample) eisen voor leveranciers
 eisen voor leveranciers") P a g. : 1 / 8 G e s c h r e v e n d o o r : K o e n M e s t d a g h G o e d g e k e u r d d o o r : V i n c e n t B a y a r t WI 20 : PPAP (sample) eisen voor leveranciers 0) Wijziging: 0 1 : volledige
P a g. : 1 / 8 G e s c h r e v e n d o o r : K o e n M e s t d a g h G o e d g e k e u r d d o o r : V i n c e n t B a y a r t WI 20 : PPAP (sample) eisen voor leveranciers 0) Wijziging: 0 1 : volledige
Klachten en Meldingen. Managementdashboard
 Welkom bij de demonstratie van het Welkom bij de systeem demonstratie van Welkom bij de systeem demonstratie van het Management Klachten en Meldingen System Managementdashboard Systemen van Inception Borgen
Welkom bij de demonstratie van het Welkom bij de systeem demonstratie van Welkom bij de systeem demonstratie van het Management Klachten en Meldingen System Managementdashboard Systemen van Inception Borgen
6. Project management
 6. Project management Studentenversie Inleiding 1. Het proces van project management 2. Risico management "Project management gaat over het stellen van duidelijke doelen en het managen van tijd, materiaal,
6. Project management Studentenversie Inleiding 1. Het proces van project management 2. Risico management "Project management gaat over het stellen van duidelijke doelen en het managen van tijd, materiaal,
Life Sciences division Lean Workshop
 Life Sciences division Lean Workshop Gaëlle Van Dyck 04 oktober 2012 Presentation title slide 1 version 1.0 Cartoons via www.ami.be Agenda» 1. Introductie interactief» 2. Wat is Lean?» 3. Hoe gaan we te
Life Sciences division Lean Workshop Gaëlle Van Dyck 04 oktober 2012 Presentation title slide 1 version 1.0 Cartoons via www.ami.be Agenda» 1. Introductie interactief» 2. Wat is Lean?» 3. Hoe gaan we te
In 10 stappen naar een managementsysteem
 In 10 stappen naar een managementsysteem Luc Bortels Publisher HSE 9/2/2017 Luc Bortels Publisher Health, Safety & Environment bij Wolters Kluwer meer dan 25 jaar ervaring in het opzetten van systemen
In 10 stappen naar een managementsysteem Luc Bortels Publisher HSE 9/2/2017 Luc Bortels Publisher Health, Safety & Environment bij Wolters Kluwer meer dan 25 jaar ervaring in het opzetten van systemen
René Aernoudts Directeur Lean Management Instituut
 Wat is Lean... R éa dt René Aernoudts Directeur Lean Management Instituut Lean Management Instituut LMI is de Nederlandse tak van het Lean Global Network, eennon profit non corporation met het hoofdkantoor
Wat is Lean... R éa dt René Aernoudts Directeur Lean Management Instituut Lean Management Instituut LMI is de Nederlandse tak van het Lean Global Network, eennon profit non corporation met het hoofdkantoor
Verbeteren van processen in industriële organisaties
 Verbeteren van processen in industriële organisaties met Lean Six Sigma Black Belt voor de Industrie Praktische opleiding van The Lean Six Sigma Company Wat doet een Black Belt voor de Industrie? Een goed
Verbeteren van processen in industriële organisaties met Lean Six Sigma Black Belt voor de Industrie Praktische opleiding van The Lean Six Sigma Company Wat doet een Black Belt voor de Industrie? Een goed
Nascholingsbijeenkomst BMTZ 27 september 2012
 Lean als tool bij procesoptimalisatie binnen ziekenhuizen Nascholingsbijeenkomst BMTZ 27 september 2012 St. Elisabeth Ziekenhuis Bureau Zorg Innovatie Ronald Aalbersberg Laboratorium voor Medische Microbiologie
Lean als tool bij procesoptimalisatie binnen ziekenhuizen Nascholingsbijeenkomst BMTZ 27 september 2012 St. Elisabeth Ziekenhuis Bureau Zorg Innovatie Ronald Aalbersberg Laboratorium voor Medische Microbiologie
PVT-WERKBOEK CLUSTER: Pagina 1
 PVT-WERKBOEK NAAM : TEAM : CLUSTER: Pagina 1 Voorwoord Met verbeterteams zult u de theorie in praktijk kunnen brengen. Dit programma laat u zien hoe u kwaliteitsverbetering tot een integraal onderdeel
PVT-WERKBOEK NAAM : TEAM : CLUSTER: Pagina 1 Voorwoord Met verbeterteams zult u de theorie in praktijk kunnen brengen. Dit programma laat u zien hoe u kwaliteitsverbetering tot een integraal onderdeel
De nieuwe ISO norm 2015 Wat nu?!
 De nieuwe ISO norm 2015 Wat nu?! Stichting QualityMasters Nieuwland Parc 157 3351 LJ Papendrecht 078-3030060 info@qualitymasters.com www.qualitymasters.com 02-2015 Inhoud Inleiding pagina 3 Van Oud naar
De nieuwe ISO norm 2015 Wat nu?! Stichting QualityMasters Nieuwland Parc 157 3351 LJ Papendrecht 078-3030060 info@qualitymasters.com www.qualitymasters.com 02-2015 Inhoud Inleiding pagina 3 Van Oud naar
LEAN SIX SIGMA BLACK BELT
 LEAN SIX SIGMA BLACK BELT ARNHEM EINDHOVEN LEIDEN Het 11-daagse Lean Six Sigma Black Belt programma is op HBO+ werk- en denkniveau. Hoe en met welk succes kun je je processen verbeteren? Wat maakt het
LEAN SIX SIGMA BLACK BELT ARNHEM EINDHOVEN LEIDEN Het 11-daagse Lean Six Sigma Black Belt programma is op HBO+ werk- en denkniveau. Hoe en met welk succes kun je je processen verbeteren? Wat maakt het
6-SIGMA METRICS. Teaching old dogmas and learning new tricks. Douwe van Loon
 6-SIGMA METRICS Teaching old dogmas and learning new tricks Douwe van Loon Na deze presentatie zou u kunnen weten: dat IQ controle meer is dan alleen de bewaking van de interne kwaliteit van onze analyses
6-SIGMA METRICS Teaching old dogmas and learning new tricks Douwe van Loon Na deze presentatie zou u kunnen weten: dat IQ controle meer is dan alleen de bewaking van de interne kwaliteit van onze analyses
Vandaag. Onderzoeksmethoden: Statistiek 3. Recap 2. Recap 1. Recap Centrale limietstelling T-verdeling Toetsen van hypotheses
 Vandaag Onderzoeksmethoden: Statistiek 3 Peter de Waal (gebaseerd op slides Peter de Waal, Marjan van den Akker) Departement Informatica Beta-faculteit, Universiteit Utrecht Recap Centrale limietstelling
Vandaag Onderzoeksmethoden: Statistiek 3 Peter de Waal (gebaseerd op slides Peter de Waal, Marjan van den Akker) Departement Informatica Beta-faculteit, Universiteit Utrecht Recap Centrale limietstelling
LEAN SIX SIGMA GREEN BELT
 LEAN SIX SIGMA GREEN BELT ARNHEM EINDHOVEN LEIDEN De 8 daagse Lean Six Sigma Green Belt is een training op HBO werk- en denkniveau. Hoe en met welk succes kun je je processen verbeteren? Wat maakt het
LEAN SIX SIGMA GREEN BELT ARNHEM EINDHOVEN LEIDEN De 8 daagse Lean Six Sigma Green Belt is een training op HBO werk- en denkniveau. Hoe en met welk succes kun je je processen verbeteren? Wat maakt het
van werken en heeft haar wortels tot voor de
 Lean voor FM (deel 1) Een manier van werken en verbeteren Ook in facilitaire omgevingen is het gebruik van Lean in opkomst. De kern ligt in het minimaliseren van verspillingen en het maximaliseren van
Lean voor FM (deel 1) Een manier van werken en verbeteren Ook in facilitaire omgevingen is het gebruik van Lean in opkomst. De kern ligt in het minimaliseren van verspillingen en het maximaliseren van
Les 1 Kwaliteitsbeheersing. Les 2 Kwaliteitsgegevens. Les 3 Introductie Statistiek. Les 4 Normale verdeling. Kwaliteit
 Kwaliteit Les 1 Kwaliteitsbeheersing Introductie & Begrippen Monstername Les 2 Kwaliteitsgegevens Gegevens Verzamelen Gegevens Weergeven Les 3 Introductie Statistiek Statistische begrippen Statistische
Kwaliteit Les 1 Kwaliteitsbeheersing Introductie & Begrippen Monstername Les 2 Kwaliteitsgegevens Gegevens Verzamelen Gegevens Weergeven Les 3 Introductie Statistiek Statistische begrippen Statistische
KAIZEN Institute wereldwijd
 KAIZEN Institute wereldwijd Benelux Oprichter Masaaki Imai KAIZEN is K A I Veranderen Z E N om beter te worden. K A I Z E N = CI - Continu Verbeteren Iedereen! Elke dag! Overal!... CI Lean Strategie! Hoe
KAIZEN Institute wereldwijd Benelux Oprichter Masaaki Imai KAIZEN is K A I Veranderen Z E N om beter te worden. K A I Z E N = CI - Continu Verbeteren Iedereen! Elke dag! Overal!... CI Lean Strategie! Hoe
VOOR HET SECUNDAIR ONDERWIJS
 VOOR HET SECUNDAIR ONDERWIJS Steekproefmodellen en normaal verdeelde steekproefgrootheden 5. Werktekst voor de leerling Prof. dr. Herman Callaert Hans Bekaert Cecile Goethals Lies Provoost Marc Vancaudenberg
VOOR HET SECUNDAIR ONDERWIJS Steekproefmodellen en normaal verdeelde steekproefgrootheden 5. Werktekst voor de leerling Prof. dr. Herman Callaert Hans Bekaert Cecile Goethals Lies Provoost Marc Vancaudenberg
HOOFDSTUK VII REGRESSIE ANALYSE
 HOOFDSTUK VII REGRESSIE ANALYSE 1 DOEL VAN REGRESSIE ANALYSE De relatie te bestuderen tussen een response variabele en een verzameling verklarende variabelen 1. LINEAIRE REGRESSIE Veronderstel dat gegevens
HOOFDSTUK VII REGRESSIE ANALYSE 1 DOEL VAN REGRESSIE ANALYSE De relatie te bestuderen tussen een response variabele en een verzameling verklarende variabelen 1. LINEAIRE REGRESSIE Veronderstel dat gegevens
Hoofdstuk 3 Statistiek: het toetsen
 Hoofdstuk 3 Statistiek: het toetsen 3.1 Schatten: Er moet een verbinding worden gelegd tussen de steekproefgrootheden en populatieparameters, willen we op basis van de een iets kunnen zeggen over de ander.
Hoofdstuk 3 Statistiek: het toetsen 3.1 Schatten: Er moet een verbinding worden gelegd tussen de steekproefgrootheden en populatieparameters, willen we op basis van de een iets kunnen zeggen over de ander.
3/10/2015. Hans Crampe. Lean. Wat is het niet? Het taalgebruik;
 Bloemlezing Leanmethodieken in de zorgsector. Hans Crampe Wat is het niet? Het taalgebruik; Lean 1 Inleiding Verzamelnaam 3 inzichten: 1. MUDA - verwijderen van niet toegevoegde waarde: Hoe zorg ik ervoor
Bloemlezing Leanmethodieken in de zorgsector. Hans Crampe Wat is het niet? Het taalgebruik; Lean 1 Inleiding Verzamelnaam 3 inzichten: 1. MUDA - verwijderen van niet toegevoegde waarde: Hoe zorg ik ervoor
Cursus TEO: Theorie en Empirisch Onderzoek. Practicum 2: Herhaling BIS 11 februari 2015
 Cursus TEO: Theorie en Empirisch Onderzoek Practicum 2: Herhaling BIS 11 februari 2015 Centrale tendentie Centrale tendentie wordt meestal afgemeten aan twee maten: Mediaan: de middelste waarneming, 50%
Cursus TEO: Theorie en Empirisch Onderzoek Practicum 2: Herhaling BIS 11 februari 2015 Centrale tendentie Centrale tendentie wordt meestal afgemeten aan twee maten: Mediaan: de middelste waarneming, 50%
Voer de gegevens in in een tabel. Definieer de drie kolommen van de tabel en kies als kolomnamen groep, vooraf en achteraf.
 Opdracht 10a ------------ t-procedures voor gekoppelde paren t-procedures voor twee onafhankelijke steekproeven samengestelde t-procedures voor twee onafhankelijke steekproeven Twee groepen van 10 leraren
Opdracht 10a ------------ t-procedures voor gekoppelde paren t-procedures voor twee onafhankelijke steekproeven samengestelde t-procedures voor twee onafhankelijke steekproeven Twee groepen van 10 leraren
Opgaven hoofdstuk 14 Methoden voor kwaliteitsverbetering
 Opgaven hoofdstuk 14 Methoden voor kwaliteitsverbetering 14.1 Waaraan moet de variatie van een proces voldoen voordat een x -regelkaart wordt gebruikt om de uitvoer van het proces te registreren? Waarom?
Opgaven hoofdstuk 14 Methoden voor kwaliteitsverbetering 14.1 Waaraan moet de variatie van een proces voldoen voordat een x -regelkaart wordt gebruikt om de uitvoer van het proces te registreren? Waarom?
SPSS Introductiecursus. Sanne Hoeks Mattie Lenzen
 SPSS Introductiecursus Sanne Hoeks Mattie Lenzen Statistiek, waarom? Doel van het onderzoek om nieuwe feiten van de werkelijkheid vast te stellen door middel van systematisch onderzoek en empirische verzamelen
SPSS Introductiecursus Sanne Hoeks Mattie Lenzen Statistiek, waarom? Doel van het onderzoek om nieuwe feiten van de werkelijkheid vast te stellen door middel van systematisch onderzoek en empirische verzamelen
9. Lineaire Regressie en Correlatie
 9. Lineaire Regressie en Correlatie Lineaire verbanden In dit hoofdstuk worden methoden gepresenteerd waarmee je kwantitatieve respons variabelen (afhankelijk) en verklarende variabelen (onafhankelijk)
9. Lineaire Regressie en Correlatie Lineaire verbanden In dit hoofdstuk worden methoden gepresenteerd waarmee je kwantitatieve respons variabelen (afhankelijk) en verklarende variabelen (onafhankelijk)
IETS over KAIZEN. Metrics. Tel GSM BTW BE
 IETS over KAIZEN en Metrics www.leankmo.be Tel 016 44 84 64 GSM 0475 964098 BTW BE 0865.205.257 Eric Schmitz Kaizen als continu verbeteren heeft op iedere medewerker betrekking van de hoogste in rang van
IETS over KAIZEN en Metrics www.leankmo.be Tel 016 44 84 64 GSM 0475 964098 BTW BE 0865.205.257 Eric Schmitz Kaizen als continu verbeteren heeft op iedere medewerker betrekking van de hoogste in rang van
Theorie en aantekeningen Naam:
 Het Voortdurend Verbeterboekje Theorie en aantekeningen Naam: Versie: maart 2013 Ter introductie Inleiding Voor u ligt het Voortdurend Verbeterboekje. Het geeft een overzicht op hoofdlijnen van de achtergronden,
Het Voortdurend Verbeterboekje Theorie en aantekeningen Naam: Versie: maart 2013 Ter introductie Inleiding Voor u ligt het Voortdurend Verbeterboekje. Het geeft een overzicht op hoofdlijnen van de achtergronden,
Examen G0N34 Statistiek
 Naam: Richting: Examen G0N34 Statistiek 8 september 2010 Enkele richtlijnen : Wie de vragen aanneemt en bekijkt, moet minstens 1 uur blijven zitten. Je mag gebruik maken van een rekenmachine, het formularium
Naam: Richting: Examen G0N34 Statistiek 8 september 2010 Enkele richtlijnen : Wie de vragen aanneemt en bekijkt, moet minstens 1 uur blijven zitten. Je mag gebruik maken van een rekenmachine, het formularium
VOOR HET SECUNDAIR ONDERWIJS. Kansmodellen. 3. Populatie en steekproef. Werktekst voor de leerling. Prof. dr. Herman Callaert
 VOOR HET SECUNDAIR ONDERWIJS Kansmodellen. Werktekst voor de leerling Prof. dr. Herman Callaert Hans Bekaert Cecile Goethals Lies Provoost Marc Vancaudenberg . Populatie: een intuïtieve definitie.... Een
VOOR HET SECUNDAIR ONDERWIJS Kansmodellen. Werktekst voor de leerling Prof. dr. Herman Callaert Hans Bekaert Cecile Goethals Lies Provoost Marc Vancaudenberg . Populatie: een intuïtieve definitie.... Een
Examen Statistiek I Feedback
 Examen Statistiek I Feedback Bij elke vraag is alternatief A correct. Bij de trekking van een persoon uit een populatie beschouwt men de gebeurtenissen A (met bril), B (hooggeschoold) en C (mannelijk).
Examen Statistiek I Feedback Bij elke vraag is alternatief A correct. Bij de trekking van een persoon uit een populatie beschouwt men de gebeurtenissen A (met bril), B (hooggeschoold) en C (mannelijk).
Auteur Helen van Meeuwen de Jong Datum 6 juni 2016. Introductie in Lean management Apotheek Partners Congres 2016
 Auteur Helen van Meeuwen de Jong Datum 6 juni 2016 Introductie in Lean management Apotheek Partners Congres 2016 Programma 5 principes van Lean Huis van Lean Implementatie Lean is een manier om processen
Auteur Helen van Meeuwen de Jong Datum 6 juni 2016 Introductie in Lean management Apotheek Partners Congres 2016 Programma 5 principes van Lean Huis van Lean Implementatie Lean is een manier om processen
Energiemanagement Actieplan
 1 van 8 Energiemanagement Actieplan Datum 18 04 2013 Rapportnr Opgesteld door Gedistribueerd aan A. van de Wetering & H. Buuts 1x Directie 1x KAM Coördinator 1x Handboek CO₂ Prestatieladder 1 2 van 8 INHOUDSOPGAVE
1 van 8 Energiemanagement Actieplan Datum 18 04 2013 Rapportnr Opgesteld door Gedistribueerd aan A. van de Wetering & H. Buuts 1x Directie 1x KAM Coördinator 1x Handboek CO₂ Prestatieladder 1 2 van 8 INHOUDSOPGAVE
Lean Six Sigma in de gezondheidszorg. Mij een zorg!
 Lean Six Sigma in de gezondheidszorg. Mij een zorg! Bron: leandenkenindezorg.blogspot.nl Bron: www.zorgvisie.nl Nadat Lean Six Sigma aanvankelijk werd omarmd door het bedrijfsleven zijn ook ziekenhuizen
Lean Six Sigma in de gezondheidszorg. Mij een zorg! Bron: leandenkenindezorg.blogspot.nl Bron: www.zorgvisie.nl Nadat Lean Six Sigma aanvankelijk werd omarmd door het bedrijfsleven zijn ook ziekenhuizen
Lean. Voortdurend verbeteren. Jelle vd Helm helmvander@gmail.cim. Hanna Neys (AMC)
") Lean Voortdurend verbeteren Jelle vd Helm helmvander@gmail.cim Hanna Neys (AMC) Start van de reis Wat is Lean Een dag op de polikliniek Verbetertools Lean in het ziekenhuis Lean op de werkvloer 23 december
Lean Voortdurend verbeteren Jelle vd Helm helmvander@gmail.cim Hanna Neys (AMC) Start van de reis Wat is Lean Een dag op de polikliniek Verbetertools Lean in het ziekenhuis Lean op de werkvloer 23 december
TECHNISCHE UNIVERSITEIT EINDHOVEN Faculteit Wiskunde en Informatica. Tentamen Statistiek 2 voor TeMa (2S195) op dinsdag , uur.
 op dinsdag , uur.") TECHNISCHE UNIVERSITEIT EINDHOVEN Faculteit Wiskunde en Informatica Tentamen Statistiek voor TeMa (S95) op dinsdag 3-03-00, 9- uur. Bij het tentamen mag gebruik worden gemaakt van een zakrekenmachine en
TECHNISCHE UNIVERSITEIT EINDHOVEN Faculteit Wiskunde en Informatica Tentamen Statistiek voor TeMa (S95) op dinsdag 3-03-00, 9- uur. Bij het tentamen mag gebruik worden gemaakt van een zakrekenmachine en
Wat is de impact van operationele KPI s op uw productie?
 Discussieforum Productie Rapportering Deel uw ervaringen en leer uit die van anderen! Wat is de impact van operationele KPI s op uw productie? Johannes Cottyn, XiaK-UGent Doelstelling van de presentatie
Discussieforum Productie Rapportering Deel uw ervaringen en leer uit die van anderen! Wat is de impact van operationele KPI s op uw productie? Johannes Cottyn, XiaK-UGent Doelstelling van de presentatie
Wiskunde B - Tentamen 2
 Wiskunde B - Tentamen Tentamen van Wiskunde B voor CiT (57) Donderdag 4 april 005 van 900 tot 00 uur Dit tentamen bestaat uit 8 opgaven, 3 tabellen en formulebladen Vermeld ook je studentnummer op je werk
Wiskunde B - Tentamen Tentamen van Wiskunde B voor CiT (57) Donderdag 4 april 005 van 900 tot 00 uur Dit tentamen bestaat uit 8 opgaven, 3 tabellen en formulebladen Vermeld ook je studentnummer op je werk
Valerie Verhaeghe Lean Coördinator, AZ Sint Lucas B.A.A.S. 2015 congress 27/02/2015
 DE LEAN REIS VAN HET CDZ IN HET AZ SINT LUCAS Valerie Verhaeghe Lean Coördinator, AZ Sint Lucas B.A.A.S. 2015 congress 27/02/2015 LEAN IN VOGEL VLUCHT HET LEAN TRAJECT VAN HET CDZ letterlijk vertaald =
DE LEAN REIS VAN HET CDZ IN HET AZ SINT LUCAS Valerie Verhaeghe Lean Coördinator, AZ Sint Lucas B.A.A.S. 2015 congress 27/02/2015 LEAN IN VOGEL VLUCHT HET LEAN TRAJECT VAN HET CDZ letterlijk vertaald =