Bedieningshandboek 2/1996
|
|
|
- Emmanuel Bauwens
- 8 jaren geleden
- Aantal bezoeken:
Transcriptie
1 2/1996 Bedieningshandboek

2 De TNC-leidraad: Van produktietekening naar programmagestuurde bewerking Stap Opdracht TNC- Vanaf blz. werkstand Voorbereiding 1 Gereedschappen kiezen 2 Werkstuknulpunt voor coördinateningave vastleggen 3 Toerentallen en aanzetten bepalen willekeurig 17, TNC en machine inschakelen 17 5 Referentiemerken passeren 17 6 Werkstuk opspannen 7Referentiepunt bepalen / positieweergaven bepalen... 7a... met de tastfuncties 33 7b... zonder tastfuncties 31 Programma ingeven en testen 8 Bewerkingsprogramma ingeven of via externe data-aansluiting inlezen 59 9 Proef: bewerkingsprogramma zonder gereedschap regel voor regel uitvoeren 13 1 Indien nodig: bewerkingsprogramma optimaliseren 59 Werkstuk bewerken 12 Gereedschap inzetten en bewerkingsprogramma uitvoeren 15

3 MOD MOD INFO INFO HELP ENT GOTO HELP ENT GOTO Beeldscherm Werkstand of functie Klaartekstmeldingen Werkstandsymbolen, actuele werkstand op voorgrond CE ZЫY+ X+«XЫ5 YÐ Z+«1 15 F % I NC I NC HEIDENHAIN Softkey-veld (met 5 softkeys) Ingaveregel Softkeys Gereedschapsnummer en gereedschapsas Spilrem Spiltoerental Aanzet Extra functie M Gekozen ref.punt Beeldscherm in de werkstand PROGRAMMEREN/ BEWERKEN en bij PROGRAMMA-AFLOOP Actuele regel Actuele posities Statusregel Softkey-veldensymbool Machine-functies besturen Spilrotatie links Spilrem Spilrotatie rechts CE 5 ZЫY+ X+«XЫYÐ Z+«1 15 F % I NC I NC HEIDENHAIN X+ Z Y+ X Richtingstoetsen voor machine-assen; ijlgangtoets Voedingsspanning 1 Y Z+ NOT-AUS 5 15 F % Aanzetoverride Koelmiddel Gereedschap vrijgeven

4 MOD MOD INFO INFO HELP ENT GOTO HELP ENT GOTO Functies kiezen en programmeren Parameters en instellingen veranderen INFO-functies kiezen / verlaten CE ZЫY+ X+«XЫYÐ Z+«1 I NC I MOD INFO HELP Verklaringen kiezen / verlaten 5 15 NC F % HEIDENHAIN 5 Softkeys (functie afhankelijk van het toegekende veld op het beeldscherm) Getallenwaarden ingeven Voorteken veranderen Ingavewaarde of foutmelding wissen CE ENT Ingaven overnemen Beeldschermblz. bladeren Kettingmaat aanduiden Een softkey-veld terugspringen Voor het veranderen op programmaregel gaan staan of bedrijfsparameter overschakelen Werkstand kiezen; NC en spil starten/stoppen GOTO Programmaregel of bedrijfsparameters oproepen Programma's en programmaregels kiezen POSITIONEREN MET HANDINGAVE PROGRAMMA-AFLOOP CE 5 ZЫY+ X+«XЫYÐ Z+«1 15 I NC I NC HANDBEDRIJF PROGRAMMEREN/ BEWERKEN F % HEIDENHAIN Spil AAN I NC I NC starten (toets NC-I) Spil UIT NC NC stoppen

5 Inhoud Geldigheid van dit handboek... 7 De TNC Het handboek goed gebruiken... 8 Bijzondere opmerkingen in dit handboek... 9 TNC-accessoires Basisprincipes voor positiegegevens...11 Referentiesysteem en coördinatenassen Referentiepunten en positiegegevens Machinebewegingen en lengte- en hoekmeetsystemen Hoekgegevens Werken met de TNC 124 eerste stappen...17 Voordat men begint TNC 124 inschakelen Werkstanden van de TNC Functies HELP, MOD en INFO Softkey-functies kiezen Symbolen op het TNC-beeldscherm De geïntegreerde gebruikershandleiding... 2 Foutmeldingen Maatsysteem kiezen Positieweergave kiezen Begrenzingen verplaatsingsbereik Handbedrijf en stellen...23 Aanzet F, spiltoerental S en additionele functie M Machine-assen verplaatsen Gereedschapslengte en -radius ingeven Gereedschapsgegevens oproepen Referentiepunt kiezen... 3 Referentiepunt bepalen: posities benaderen en actuele waarde ingeven Functies voor het bepalen van het referentiepunt Diameters en afstanden meten Positioneren met handingave...38 Voordat het werkstuk bewerkt wordt Rekening houden met de gereedschapsradius Aanzet F, spiltoerental S en additionele functie M Posities ingeven en benaderen Boren en schroefdraadtappen Boorpatronen Gatencirkel Gatenreeksen Kamerfrezen Programmeren...59 De TNC 124 in de werkstand PROGRAMMEREN/BEWERKEN Inhoud

6 Programmanummer ingeven... 6 Programma wissen... 6 Programma-ingave Programmaregels bewerken Programmaregels veranderen Programmaregels wissen Aanzet F, spiltoerental S en additionele functie M Programma-onderbreking ingeven Gereedschapsgegevens in een programma oproepen Referentiepunt oproepen Stilstandtijd ingeven Werkstukposities in het programma...71 Werkstukposities ingeven Posities overnemen: Teach-In-werkstand Boorcycli, boorpatronen en freescycli in het programma...77 Cyclusoproep ingeven Boorcycli in het programma Boorpatronen in het programma Kamerfrezen in het programma Onderprogramma's en herhaling van programmadelen...94 Onderprogramma Herhaling van een programmadeel Overdracht van bestanden via de data-aansluiting...1 Overdracht van programma naar de TNC Programma vanuit de TNC uitgeven Overdracht van gereedschaps- en referentiepunttabellen Programma's afwerken...13 Regel voor regel Automatische programma-afloop Programma-afloop onderbreken Berekening verspaningsgegevens, stopwatch en rekenmachine: de INFO-functie...17 Verspaningsgegevens: spiltoerental S en aanzet F berekenen Stopwatch Rekenfuncties Gebruikerparameters: de MOD-functie Gebruikerparameters ingeven Gebruikerparameters in de TNC Tabellen, overzichten en diagrammen Additionele functies (M-functies) Pinbezetting en aansluitingskabel voor de data-aansluiting Diagram voor de werkstukbewerking Technische informatie Accessoires Kernwoorden...119

7 Geldigheid van dit handboek Dit handboek geldt voor de TNC 124 vanaf software-versie progr. 246 xxx 9. De drie x" staan voor willekeurige cijfers. Uitgebreide technische informatie staat in het technische handboek van de TNC 124. NC- en PLC-software-nummers van de TNC De TNC toont de NC- en PLC-software-nummers na het inschakelen op het beeldscherm. Toepassing Het apparaat voldoet aan klasse A volgens EN 5522 en is hoofdzakelijk bedoeld voor industriële werkzaamheden. TNC 124 TNC-familie Wat betekent eigenlijk "NC"? Het Nederlandse begrip voor "NC" (Numerical Control) luidt "numerieke besturing", d.w.z. "besturing met behulp van getallen". Moderne besturingen zoals de TNC's van HEIDENHAIN hebben daarvoor een ingebouwde computer. Zij worden derhalve "CNC" genoemd (Computerized NC). HEIDENHAIN heeft de NC's van het begin af aan voor de vakman achter de machine ontworpen, die direct aan de machine zijn programma in de besturing intypt. Derhalve heten HEIDENHAIN besturingen TNC (Type-NC). De TNC 124 is een lijnbesturing voor boor- en freesmachines tot en met drie assen. Additioneel kan de TNC 124 de positie van een vierde as tonen. Dialoog-programmering De vakman legt de werkstukbewerking in een bewerkingsprogramma vast. In het bewerkingsprogramma schrijft hij alle gegevens, die de TNC voor de bewerking nodig heeft, b.v. de coördinaten van de eindposities, de bewerkingsaanzet en het spiltoerental. Bij de dialoogprogrammering begint de vakman de programmaingave eenvoudig d.m.v. het indrukken van een toets of softkey. De TNC vraagt dan automatisch in klaartekst alle gegevens op, die voor deze werkstap nodig zijn. TNC 124 7

8 Het handboek goed gebruiken Voor TNC-beginners geldt het handboek als leerboek. Aan het begin worden in het kort enkele belangrijke basisprincipes verklaard en wordt er een overzicht gegeven van de functies van de TNC 124. Daarna wordt iedere functie uitvoerig verklaard aan de hand van een voorbeeld. Men behoeft zich dus niet onnodig met de "theorie" bezig te houden. Aan TNC-beginners adviseren wij alle voorbeelden consequent door te werken. De voorbeelden zijn bewust kort gehouden; over het algemeen zal men niet meer dan 1 minuten nodig hebben om de voorbeeldingaven in te typen. Voor TNC-experts geldt het boek als referentie- en naslagwerk. De overzichtelijke opbouw van het handboek en de trefwoorden-index vergemakkelijken het vinden van bepaalde thema's. Handelingsaanwijzingen. Schematische handelingsaanwijzingen vullen elk voorbeeld in dit handboek aan. Zij worden op de volgende manier opgebouwd: De werkstand staat boven de eerste handelingsaanwijzing. Hier staan de toetsen, die ingedrukt moeten worden. Hier wordt de functie van de toets of de werkstap verklaard. Indien nodig, staat hier ook aanvullende informatie. Ingave - vraag Hier staan de toetsen, die ingedrukt moeten worden. Hier wordt de functie van de toets of de werkstap verklaard. Indien nodig, staat hier ook aanvullende informatie. Wanneer er na de laatste aanwijzing nog een pijl staat, wordt de handelingsaanwijzing op de volgende blz. voortgezet. De ingave-vraag verschijnt bij enkele handelingen (niet altijd) bovenin het TNC-beeldscherm. Wanneer twee handelingsaanwijzingen door een streeplijn en het woord "of" gescheiden worden, kan tussen de beide handelingen gekozen worden. Bij enkele handelingsaanwijzingen wordt als extra, rechts het beeldscherm getoond, dat na het indrukken van de toets verschijnt. Verkorte handelingsaanwijzingen Verkorte handelingsaanwijzingen vullen de voorbeelden en verklaringen aan. D.m.v. een pijl ( ) wordt een nieuwe ingave of een werkstap aangeduid. 8 TNC 124

9 Bijzondere opmerkingen in dit handboek Bijzonder belangrijke informatie staat separaat in grijze vlakken. Let speciaal op deze opmerkingen. Wanneer er niet op deze opmerkingen gelet wordt, kan het b.v. gebeuren, dat functies niet werken zoals het hoort of dat het werkstuk of gereedschap beschadigd wordt. Symbolen in de opmerkingen Elke opmerking wordt links door een symbool gekenmerkt, dat over de betekenis van de opmerkingen informeert. Algemene opmerking, b.v. over het gedrag van de besturing. Opmerking naar de machinefabrikant, b.v., dat hij de functie moet vrijgeven. Belangrijke opmerking, b.v., dat voor de functie een bepaald gereedschap nodig is. TNC 124 9

10 TNC-accessoires Elektronische handwielen De "elektronische handwielen" van HEIDENHAIN vergemakkelijken het precieze handmatig verplaatsen van de machinesleden. Evenals op een conventionele machine, bewerkstelligt het draaien aan het handwiel, het verplaatsen van de machinesleden over een bepaalde afstand. De verplaatsing per rotatie kan daarbij gekozen worden. Het elektronische handwiel HR 41 1 TNC 124

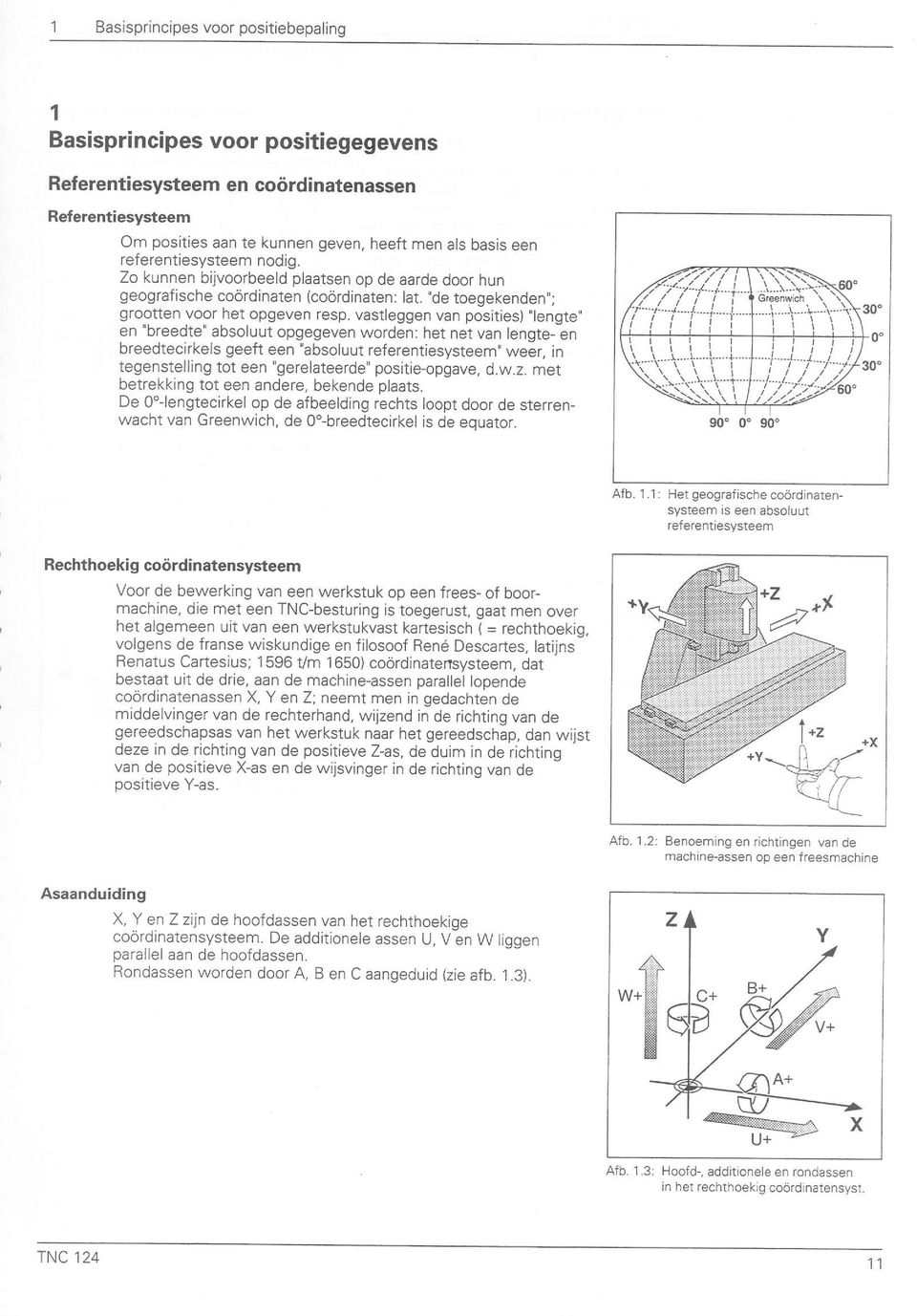
11
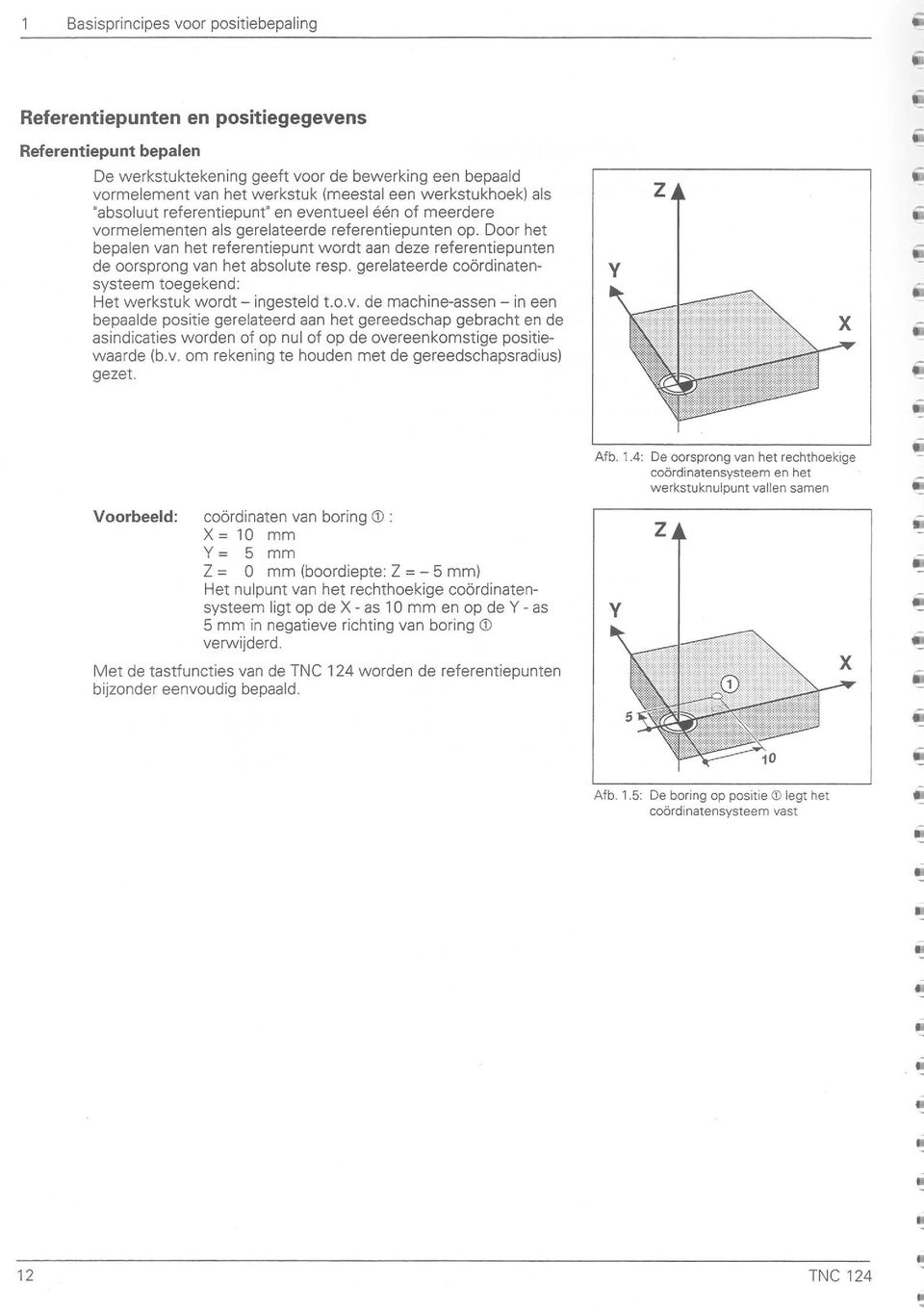
12
13

14

15

16
17 2 Werken met de TNC eerste stappen 2 Werken met de TNC 124 eerste stappen Voordat men begint Na het inschakelen moeten iedere keer de referentiemerken gepasseerd worden: de TNC 124 bepaalt uit de posities van de referentiemerken automatisch de relaties tussen assledepositie en indicatie-waarden, die het laatst zijn vastgelegd voor het uitschakelen. Wanneer een nieuw referentiepunt wordt bepaald, slaat de TNC de daardoor nieuw vastgelegde relaties automatisch op. TNC 124 inschakelen äÿ1 Voedingsspanning van TNC en machine inschakelen. GEHEUGENTEST Wachten a.u.b. De TNC voert een zelftest van het intern geheugen door. STROOMONDERBREKING CE Melding STROOMONDERBREKING wissen. STUURSPANNING VOOR RELAIS ONTBREEKT Stuurspanning inschakelen. De TNC controleert automatisch de functie van de NOODSTOP-schakelaar. Voor elke as: of Na elkaar indrukken en vasthouden: X+ Y+ Z+ REFERENTIEPUNTEN PASSEREN NC Referentiepunten in de volgorde passeren, die de TNC op het beeldscherm voorstelt. of Referentiepunten in willekeurige volgorde passeren: richtingstoets indrukken en vasthouden, tot de weergave van de te verplaatsen as verdwijnt. Volgorde in dit voorbeeld: X-AS, Y-AS, Z-AS De TNC 124 is nu gebruiksklaar in de werkstand HANDBEDRIJF. TNC

18 2 Werken met de TNC 124 eerste stappen Werkstanden van de TNC 124 Met de werkstand wordt gekozen, welke functies van de TNC 124 gebruikt kunnen worden. Bruikbare functies Werkstand Toets Machineassen verplaatsen HAND- met de richtingstoetsen, BEDRIJF met elektronisch handwiel, stapmaatpositionering; Referentiepunt bepalen - ook met tastfuncties (b.v. cirkelmidden als referentiepunt); spiltoerental en additionele functie ingeven en veranderen Positioneerregels regel v. regel POSITIONEREN ingeven en afwerken; MET boorpatronen ingeven en HANDINGAVE regel voor regel afwerken; spiltoerental, aanzet en additionele functies veranderen; gereedschapsdata ingeven Werkstappen voor kleine series PROGRAMMEREN/ in de TNC opslaan door BEWERKEN ingave via toetsenbord Teach-In; overdracht van programma's via de data-aansluiting Programma's afwerken PROGRAMMA- continu AFLOOP regel voor regel Er kan op elk moment tussen de werkstanden gewisseld worden als de toets van de gewenste werkstand, waarin gewisseld moet worden, ingedrukt wordt. Functies HELP, MOD en INFO De functies HELP, MOD en INFO in de TNC 124 kunnen op elk moment opgeroepen worden. Functie oproepen: Druk op de functietoets. Functie verlaten: Druk opnieuw op de functietoets. Functies Aanduiding Toets Geïntegreerde gebruikershandl.: HELP grafische ondersteuning en verklaringen betreffende de act. situatie op beeldscherm tonen Gebruikerparameters wijzigen: MOD gedrag van de TNC 124 opnieuw vastleggen Verspaningsgegev.-berekening INFO stopwatch, rekenfuncties HELP MOD INFO 18 TNC 124

19 2 Werken met de TNC eerste stappen Softkey-functies kiezen De softkey-functies staan in één of meerdere softkey-velden. De TNC toont het aantal velden door een symbool onder rechts op het beeldscherm. Wanneer daar geen symbool verschijnt, staan alle functies die gekozen kunnen worden in het getoonde softkeyveld. Het actuele softkey-veld wordt in het symbool d.m.v. een oplichtende rechthoek weergegeven. Functie-overzicht Functie Toets Door de softkey-velden bladeren: vooruit Door de softkey-velden bladeren: terug Een softkey-vlak terug springen De TNC toont de softkeys met de hoofdfuncties van een werkstand altijd aan, op het moment dat de werkstandtoets ingedrukt wordt. Afb. 2.1: Het softkey-velden-symbool onder rechts op het beeldscherm; getoond wordt het eerste softkey-veld Symbolen op het TNC-beeldscherm Die TNC informeert middels de symbolen voortdurend over de werktoestand. De symbolen verschijnen op het beeldscherm naast de aanduiding van de coördinatenas of in de statusregel onder op het beeldscherm. Symbool Functie/betekenis T... Gereedschap, b.v. T 1 S... * ) Spiltoerental, b.v. S 1 [omw/min] F... * ) Aanzet, b.v. F 2 [mm/min] M... Additionele functie, b.v. M 3 ACT NOMINAAL REF SLPF... Referentiepunt b.v.: 1 TNC toont de actuele waarde TNC toont de nominale waarde TNC toont de referentiepositie TNC toont de sleepfouten Besturing actief Spilrem actief Spilrem niet actief As kan met elektronisch handwiel verplaatst worden *) Wanneer het symbool F of S hel oplichtend verschijnt, dan ontbreekt de aanzet- of spilvrijgave van de PLC. TNC

20 2 Werken met de TNC 124 eerste stappen De geïntegreerde gebruikershandleiding De geïntegreerde gebruikershandleiding helpt in iedere situatie met de passende informatie. Geïntegreerde gebruikershandleiding oproepen: Druk op de toets HELP. Blader met de "blader"-toetsen, als de situatie op meerdere beeldschermen verklaard wordt. Geïntegreerde gebruikershandleiding verlaten: Druk opnieuw op de toets HELP. Voorbeeld: geïntegreerde gebruikershandleiding voor bepaling ref.-punt ( TASTEN MIDDELLIJN ) De functie TASTEN MIDDELLIJN wordt in dit handboek op blz. 35 omschreven. Kies de werkstand HANDBEDRIJF. Blader naar de tweede beeldschermblz. Druk op de toets HELP. Op het beeldscherm verschijnt de eerste blz. met verklaringen betreffende de tastfuncties. Rechtsonder op het beeldscherm staat een bladindicatie: voor de schuine streep staat de gekozen blz. en erachter het aantal blz. De geïntegreerde gebruikershandleiding bevat nu op drie beeldschermblz. de volgende informatie over het thema HANDBEDRIJF - TASTFUNCTIES : Overzicht van de tastfuncties (blz. 1) Grafische weergaven van alle tastfuncties (blz. 2 en blz. 3) Geïntegreerde gebruikershandleiding weer verlaten: druk opnieuw op de toets HELP. Op het TNC-beeldscherm verschijnt weer het keuzemenu voor de tastfuncties. Druk (b.v.) op de toets middellijn. Druk op de toets HELP. De geïntegreerde gebruikershandleiding bevat nu op drie beeldschermbladzijden speciale informatie betreffende de functie TASTEN MIDDELLIJN : Samenvatting van alle bewerkingsstappen (blz. 1) Grafische weergave van de tastprocedure (blz. 2) Aanwijzingen over het gedrag van de TNC en over het bepalen van het referentiepunt (blz. 3) Geïntegreerde gebruikershandleiding weer verlaten: Druk opnieuw op de toets HELP. Afb. 2.2: Geïntegreerde gebruikershandleiding m.b.t. het TASTEN, blz. 1 Afb. 2.3: Geïntegreerde gebruikershandleiding m.b.t. TASTEN MIDDELLIJN, blz. 1 Afb. 2.4: Geïntegreerde gebruikershandleiding m.b.t. TASTEN MIDDELLIJN, blz. 2 2 TNC 124
 De functie TASTEN MIDDELLIJN wordt in dit handboek op blz. 35 omschreven. Kies de werkstand HANDBEDRIJF. Blader naar de tweede beeldschermblz. Druk op de toets HELP.")
21 2 Werken met de TNC eerste stappen Foutmeldingen Wanneer bij het werken met de TNC een fout optreedt, dan verschijnt op het beeldscherm een melding in dialoog. Verklaringen betreffende de gemelde fout oproepen: Druk op de toets HELP. Foutmelding wissen: Druk op de toets CE. Knipperende foutmeldingen O P G E L E T! Bij knipperende meldingen wordt de bedrijfszekerheid van de TNC niet gewaarborgd. Als de TNC een knipperende foutmelding toont: Noteer de op het beeldscherm getoonde foutmelding. Schakel de voedingsspanning van de TNC en de machine uit. Probeer wanneer de voedingsspanning is uitgeschakeld, de fout op te heffen. Neem contact op met de service, als de fout niet is opgeheven of wanneer knipperende foutmeldingen opnieuw terugkomen. Maatsysteem kiezen De posities kunnen in millimeters of inches getoond worden. Wanneer "inch" gekozen wordt, verschijnt bovenin het beeldscherm de weergave inch. Maatsysteem overschakelen: Druk op de toets MOD. Blader door het softkey-veld met de gebruikerparameter mm of inch. Druk op de softkey mm of inch. Hij schakelt nu over naar de andere stand. Druk opnieuw op de toets MOD. Meer informatie over de gebruikerparameters staat in hoofdstuk 12. Afb. 2.5: De weergave inch op het beeldscherm TNC
22 2 Werken met de TNC 124 eerste stappen Positieweergave kiezen Van een gereedschapspositie kan de TNC verschillende positiewaarden weergeven. 1 Afb. 2.6 bevat onderstaande posities Uitgangspositie van het gereedschap Eindpositie van het gereedschap Z Nulpunt werkstuk W Nulpunt meetliniaal M A A 2 3 Z De positieweergaven van de TNC kunnen op de onderstaande afleeswaarden gezet worden: Nominale positie NOMINAAL 1 door de TNC momenteel voorgestelde positiewaarde Actuele positie ACT 2 actuele positie van het gereedschap, gerelateerd aan het werkstuknulpunt Sleepfout SLPF 3 Verschil tussen nominale en actuele positie (NOMINAAL - ACT) Actuele positie gerelateerd aan het nulpunt van de meetliniaal REF 4 M W Afb. 2.6: Posities van gereedschap en werkstuk 4 Positieweergave veranderen Druk op de toets MOD. Blader naar het softkey-veld met de gebruikerparameter posit. Druk op de softkey voor het kiezen van de positieweergave. Hij wisselt naar de andere stand. Kies de gewenste weergave. Druk opnieuw op de toets MOD. Meer informatie betreffende de gebruikerparameters staat in hoofdstuk 12. Begrenzingen verplaatsingsbereik De machinefabrikant legt de maximale verplaatsing van de machine-assen vast. Z Z max Z min Y Y max X min X max Y min X Afb. 2.7: Begrenzingen verplaatsingsbereik leggen de werkruimte vast 22 TNC 124
23 3 Handbedrijf en stellen 3 Handbedrijf en stellen De machinefabrikant kan voor het verplaatsen van de machine-assen een andere functie vastleggen, dan omschreven wordt in dit handboek. Bij de TNC 124 kunnen de assen van de machine op vier verschillende manieren verplaatst worden: richtingstoetsen elektronisch handwiel stapmaatpositionering positioneren met handingave (zie hoofdstuk 4) Additioneel kunnen in de werkstanden HANDBEDRIJF en POSITIONEREN MET HANDINGAVE (zie hoofdstuk 4) onderstaande grootten ingegeven en veranderd worden: aanzet F (aanzet ingeven alleen in POSITIONEREN MET HANDINGAVE ) spiltoerental S additionele functie M Aanzet F, spiltoerental S en additionele functie M Aanzet F veranderen Met de override-draaiknop op het bedieningspaneel van de TNC kan de aanzet F traploos veranderd worden. X+«ZЫY+ XЫAanzet-override Aanzet F op t/m 15% van de vastgelegde waarde instellen F % 5 1 YÐ Z+«15 F % Afb. 3.1: Aanzet-override op het bedieningspaneel van de TNC TNC
24 3 Handbedrijf en stellen Aanzet F, spiltoerental S en additionele functie M Spiltoerental S ingeven en veranderen De machinefabrikant legt vast, welke spiltoerentallen S op de TNC toegestaan zijn. Voorbeeld: spiltoerental S ingeven Functie Spiltoerental S kiezen. Spiltoerental? 9 5 Spiltoerental S ingeven, b.v. 95 omw./min. NC Spiltoerental S veranderen. Spiltoerental S veranderen Met de override-draaiknop -indien voorhanden- op het bedieningspaneel v.d. TNC kan het spiltoerental S traploos gewijzigd worden. Spiltoerental-override Spiltoerental S op t/m 15% van de vastgelegde waarde instellen S % Additionele functie M ingeven De machinefabrikant legt vast, welke additionele functies M er op de TNC gebruikt kunnen worden en welke functie zij hebben. Voorbeeld: additionele functie ingeven Functie "additionele functie" M kiezen. Additionele functie M? 3 Additionele functie M ingeven, b.v. M 3: spil AAN, rechtsom. NC Additionele functie M uitvoeren. 24 TNC 124
25 3 Handbedrijf en stellen Machine-assen verplaatsen Op het bedieningspaneel van de TNC bevinden zich zes richtingstoetsen. De toetsen voor de assen X en Z worden d.m.v. een ' aangeduid. Dat betekent, dat de op de toets aangegeven verplaatsingsrichting een machinetafelbeweging voorstelt. Verplaatsen met de richtingstoetsen Met een richtingstoets wordt tegelijkertijd gekozen de coördinatenas, b.v. X de verplaatsingsrichting, b.v. negatief: X X+ Z Y+ X Bij machines met centrale aandrijving kunnen machine-assen slechts afzonderlijk verplaatst worden. Wanneer de machine-assen met de richtingstoets verplaatst worden, stopt de TNC de assen automatisch, zodra de richtingstoetsen worden losgelaten. Machine-assen continu verplaatsen Machine-assen kunnen ook continu verplaatst worden: de TNC verplaatst dan de assen ook nadat de richtingstoetsen zijn losgelaten, verder. De machine-assen worden gestopt d.m.v. een druk op de toets (zie voorbeeld 2 onder op deze blz.). Verplaatsen in ijlgang Wanneer in ijlgang verplaatst moet worden: Druk op de ijlgangtoets tegelijk met de richtingstoets. B.v.: Machine-as met de richtingstoets in de richting Z+ verplaatsen (gereedschap uit het materiaal halen) Y Z+ Afb. 3.2: De richtingstoetsen op het bedieningspaneel van de TNC, in het midden de ijlgangtoets Y Z X Voorbeeld 1: Machine-assen verplaatsen Werkstand: HANDBEDRIJF Indrukken en vasthouden: Z+ Richtingstoets, b.v. voor positieve Z-richting ( Z'+ ), indrukken en vasthouden, net zolang als de TNC de machine-assen moet verplaatsen. Voorbeeld 2: Machine-assen continu verplaatsen Werkstand: HANDBEDRIJF Tegelijkertijd: Z+ NC As starten: tegelijk richtingstoets indrukken, b.v. voor positieve Z-richting ( Z'+ ) en toets NC-I. NC As stoppen. TNC
26 3 Handbedrijf en stellen Machine-assen verplaatsen Verplaatsen met een elektronisch handwiel Elektronische handwielen kunnen alleen op machines met spelingsvrije aandrijvingen aangesloten worden. De machinefabrikant informeert U, of op de machine elektronische handwielen aangesloten kunnen worden of niet. 1 2 De onderstaande elektronische handwielen van HEIDENHAIN kunnen op de TNC 124 aangesloten worden: draagbaar handwiel HR 41 inbouwhandwiel HR 13 Verplaatsingsrichting De machinefabrikant legt vast, hoe de draairichting op het handwiel t.o.v. de verplaatsingsrichting van de assen werkt. Wanneer met het draagbare handwiel HR 41 gewerkt wordt Het draagbare handwiel HR 41 wordt met twee zijdelings aangebrachte vrijgavetoetsen ➂ toegerust. De machine-assen kunnen met het handwiel ➁ alleen verplaatst worden, wanneer een vrijgavetoets ingedrukt wordt. Verdere functies van het handwiel HR 41: Via de askeuzetoetsen X, Y en Z ➃ kan de as, die verplaatst moet worden, gekozen worden. Via de richtingstoetsen + en - ➆ kunnen de assen continu verplaatst worden. De snelheid voor het verplaatsen met het handwiel en de richtingstoetsen worden met de drie snelheidstoetsen gekozen ➅. Via de toets actuele waarde-overname ➄ kunnen in werkstand "Teach-in" posities in het programma of gereedschapsgegevens in de gereedschapstabel overgenomen worden. Drie willekeurig te bezetten toetsen voor machinefuncties ➇. Uw machinefabrikant informeert U over de verschillende mogelijkheden. Voor uw veiligheid is er, behalve de vrijgavetoetsen, een NOODSTOP-schakelaar ➀ aanwezig - ook op deze manier kan de machine snel en veilig stilgezet worden. Via hechtmagneten op de achterkant kan het handwiel op een willekeurige plaats op de machine gezet worden FCT A X Y Z FCT B IV V + FCT C Afb. 3.3: Het draagbare elektronische handwiel HR 41 Voorbeeld: machine-as met een elektronisch handwiel HR 41 verplaatsen, b.v. Y-as Werkstand: HANDBEDRIJF Functie elektronisch handwiel kiezen. Het handwielsymbool verschijnt naast de "X" van de X-coördinaat. Coördinatenas op het handwiel kiezen. Het handwielsymbool springt naar de gekozen coördinatenas. Verplaatsing per omwenteling op het handwiel kiezen:"groot - middel - klein", overeenkomstig het vastleggen van de machinefabrikant. Vrijgavetoets indrukken! Machine-as door het draaien van het handwiel verplaatsen. 26 TNC 124
27 3 Handbedrijf en stellen Machine-assen verplaatsen Stapmaat-positionering Bij de stapmaatpositionering wordt een vaste verplaatsing ingegeven, de "stapmaat". De TNC verplaatst de machine-assen met deze stapmaat. Actuele waarde van de stapmaat Wanneer een stapmaat is ingegeven, slaat de TNC het getal van deze stapmaat op en toont deze rechts naast het oplichtende ingaveveld voor de verplaatsing. Dit getal geldt voor de stapmaat, totdat een nieuwe waarde via het toetsenbord ingegeven of met de softkey gekozen wordt. Maximale waarde van de stapmaat,1 mm stapmaat 99,999 mm B.v.: Aanzet F veranderen De aanzet F kan met de aanzet-override verkleind of verhoogd worden. Machine-assen met de stapmaat-positionering in richting X+ verplaatsen Afb. 3.4: Het beeldscherm van de TNC bij de stapmaat-positionering Z X Werkstand: HANDBEDRIJF Functie stapmaat kiezen. Verplaatsing :. Verplaatsing ( 5 mm ) ingeven - per softkey. of 5 ENT of Verplaatsing ( 5 mm ) ingeven - via het toetsenbord. Ingave bevestigen. Verplaatsing :. 5. Machine-as volgens de ingegeven verplaatsing verplaatsen, X+ b.v. in richting X+. TNC
28 3 Handbedrijf en stellen MOD Gereedschapslengte en -radius ingeven Lengten en radiussen van de gereedschappen moeten geregistreerd worden in de gereedschapstabel in de TNC. De TNC houdt rekening met deze gegevens bij het bepalen van het referentiepunt en bij alle bewerkingen. Er kunnen t/m 99 gereedschappen ingegeven worden. Als "gereedschapslengte" moet het lengteverschil ΔL tussen gereedschap en nulgereedschap ingegeven worden. Z R 1 T 1 T 2 T 3 R 2 R 3 Wanneer ter bepaling van de gereedschapslengte het werkstukoppervlak wordt aangeraakt, dan kan heel eenvoudig de actuele positie van de gereedschapsas per softkey overgenomen worden. Voorteken voor het lengteverschil DL Het gereedschap is langer dan het nulgereedschap: ΔL > Het gereedschap is korter dan het nulgereedschap: ΔL < ΔL 1 = ΔL 2 > Afb. 3.5: Gereedschapslengten en -radiussen ΔL 3 < X B.v.: Gereedschapslengte en -radius in de gereedschapstabel ingeven Gereedschapsnummer: b.v. 7 Gereedschapslengte: L = 12 mm Z T T 7 Gereedschapsradius: R = 8 mm R 7 L = L 7 > X MOD Gebruikerparameters kiezen. / Naar het softkey-veld met de softkey gereed.-tabel bladeren. Gereedschapstabel openen. Gereedschapsnummer? 7 ENT Gereedschapsnummer ingeven (b.v. 7 ). Ingave bevestigen. Gereedschapslengte? 1 of 2 ENT Gereedschapslengte ingeven ( 12 mm ). Ingave bevestigen. of Actuele positie van de gereedschapsas via de softkey overnemen. of of Actuele positie van de gereedschapsas via de toets "actuele waardeovername" op het handwiel overnemen. 28 TNC 124
29 3 Handbedrijf en stellen MOD Gereedschapsradius? 8 ENT Gereedschapsradius ingeven ( 8 mm ). Ingave bevestigen. MOD Gebruikerparameters verlaten. Gereedschapsgegevens oproepen De lengten en radiussen van de gereedschappen moeten in de gereedschapstabel van de TNC geregistreerd worden (zie vorige blz.). Voor een bewerking wordt in de gereedschapstabel het gereedschap en de gereedschapsas gekozen, waarmee de bewerking uitgevoerd wordt. Daarvoor moet het oplichtende gedeelte op het gewenste gereedschap gezet worden; kies de as met softkey en druk op de softkey gereed.oproep De TNC houdt dan bij het werken met gereedschapscorrectie rekening met de opgeslagen gereedschapsgegevens, b.v. ook bij boorpatronen. De gereedschapsgegevens kunnen ook door de opdracht TOOL CALL in een programma opgeroepen worden. Afb. 3.6: De gereedschapstabel op het beeldscherm van de TNC B.v.: Gereedschapsgegevens oproepen MOD Gebruikerparameters kiezen. / Naar het eerste softkey-veld met de softkey gereed.-tabel bladeren. Gereedschapstabel kiezen. 5 Gereedschapsnummer? Gereedschapsnummer ingeven (b.v. 5). Ingave bevestigen. ENT Gereedschapsas kiezen (Z). Gereedschap "activeren" en gebruikerparameters verlaten. TNC
30 3 Handbedrijf en stellen Referentiepunt kiezen De TNC 124 slaat t/m 99 referentiepunten in een referentiepunttabel op. Dit voorkomt veel verplaatsingsberekeningen; zowel bij het werken met ingewikkelde produktietekeningen met meerdere referentiepunten alsook wanneer er meerdere werkstukken tegelijk op de machinetafel zijn opgespannen. In de referentiepunttabel staan voor elk referentiepunt de posities, die de TNC 124 bij het "referentiepunt bepalen" aan het referentiepunt op de meetliniaal van elke as toegekend heeft (REF-waarden). Wanneer de REF-waarden in de referentiepunttabel veranderd worden, verschuift het referentiepunt. De TNC 124 toont het nummer van het actuele referentiepunt rechts onder op het beeldscherm. Zo wordt door U een referentiepunt gekozen: In alle werkstanden: Druk op de toets MOD en blader naar het softkey-veld met de softkey ref.p.-tabel. Druk op de softkey ref.p.-tabel. Kies het referentiepunt, waarmee gewerkt moet worden. Verlaat de referentiepunttabel: Druk opnieuw op de toets MOD. In HANDBEDRIJF en POSITIONEREN MET HANDINGAVE: Druk op de verticale pijltoetsen. De machinefabrikant legt vast, of het "snel referentiepunt kiezen" via de pijltoetsen gebruikt kan worden of niet. In PROGRAMMEREN/PROGRAMMA-AFLOOP: Een referentiepunt kan ook door de opdracht DATUM in een programma gekozen worden. 3 TNC 124
31 3 Handbedrijf en stellen Referentiepunt bepalen: posities benaderen en actuele waarde ingeven Referentiepunten worden het eenvoudigst bepaald met de tastfuncties van de TNC. De tastfuncties worden vanaf blz. 32 omschreven. Natuurlijk kan ook heel conventioneel de ene zijkant van het werkstuk na de andere aangeraakt worden en kan de gereedschapspositie als referentiepunt ingegeven worden (voorbeeld op deze en de volgende blz.). Voorbeeld: referentiepunt werkstuk bepalen zonder tastfunctie Bewerkingsvlak: X / Y Z Gereedschapsas: Z Voorbereiding Gereedschapsradius: Volgorde bij het bepalen in dit voorbeeld: R = 5 mm X Y Z Y 1 2 X Kies het gewenste referentiepunt (zie "referentiepunt kiezen"). Zet het gereedschap in. Druk op de toets MOD en blader naar het softkey-veld met de softkey gereed.tabel. Kies de gebruikerparameter gereed.tabel. Kies het gereedschap, waarmee de referentiepunten bepaald moeten worden. Verlaat de gereedschapstabel: Druk op de softkey gereed.-oproep Schakel de spil in, b.v. met de additionele functie M3. TNC
32 3 Handbedrijf en stellen Referentiepunt bepalen: posities benaderen en actuele waarde ingeven Werkstand: HANDBEDRIJF Functie referentiepunt kiezen. As kiezen: X-as. Werkstuk op zijkant 1 aanraken. Referentiepunt - bepalen X = + ENT 5 Positie van het gereedschapsmiddelpunt ( X = 5 mm ) ingeven en X-coördinaat van het referentiepunt overnemen. As kiezen: Y-as. Werkstuk op zijkant 2 aanraken. Referentiepunt - bepalen Y = - 5 ENT Y-coördinaat van het referentiepunt overnemen. As kiezen: Z-as. Werkstukoppervlak aanraken. ENT Referentiepunt - bepalen Z = - 5 Positie van de gereedschapspunt ( Z = mm ) ingeven en Z-coördinaat van het referentiepunt overnemen. 32 TNC 124
33 3 Handbedrijf en stellen Functies voor het bepalen van het referentiepunt Referentiepunten worden bijzonder eenvoudig bepaald met de functies van de TNC. Hiervoor is geen tastsysteem en kantentaster nodig, maar worden de zijkanten van het werkstuk eenvoudig aangeraakt met het gereedschap. Onderstaande tastfuncties worden door de TNC ter beschikking gesteld: Zijkant werkstuk als referentielijn: zijkant Middellijn tussen twee zijkanten van het werkstuk: middellijn Middelpunt van een boring of een cilinder: cirkelmidden Bij cirkelmidden moet de boring in een hoofdvlak liggen. De drie hoofdvlakken worden door de assen X / Y, Y / Z of Z / X opgespannen. Voorbereiding voor alle tastfuncties Kies het gewenste referentiepunt (zie "referentiepunt kiezen"). Zet het gereedschap in. Druk op de toets MOD en blader naar het softkey-veld met de softkey gereed.tabel. Kies de gebruikerparameter gereed.tabel. Kies het gereedschap, waarmee de referentiepunten bepaald moeten worden. Verlaat de gereedschapstabel: Druk op de softkey gereed.-oproep. Schakel de spil in, b.v. met de additionele functie M3. Afb. 3.7: Geïntegreerde gebruikershandleiding betreffende tastfunctie Tastfunctie verbreken De TNC toont tijdens een tastfunctie de softkey verbreken. Wanneer deze softkey ingedrukt wordt, springt de TNC weer in de basistoestand van de gekozen tastfunctie. Diameters en afstanden meten Bij de tastfunctie middellijn bepaalt de TNC de afstand tussen de beide aangeraakte zijkanten; bij cirkelmidden bepaalt zij de diameter van de cirkel. De TNC toont afstand en diameter tussen de beide afleeswaarden op het beeldscherm. Wanneer er een zijkantenafstand of diameter gemeten moet worden, zonder een referentiepunt te bepalen: Voer de tastfunctie uit, zoals op blz. 35 ( middellijn ) en blz. 36 ( cirkelmidden ) wordt omschreven. Wanneer de TNC de zijkantenafstand of diameter toont: Geef geen referentiepunt-coördinaten in, maar druk op de softkey verbreken. TNC
34 3 Handbedrijf en stellen Functies voor het bepalen van het referentiepunt B.v.: Zijkant werkstuk aanraken, positie van de zijkant van het werkstuk tonen en de zijkant als referentielijn bepalen De getaste zijkant ligt parallel aan de Y-as. Voor alle coördinaten van een referentiepunt kunnen zijkanten en vlakken aangeraakt worden zoals op deze blz. staat omschreven en als referentielijnen bepaald worden. Y Z X? X Werkstand: HANDBEDRIJF/ELEKTRONISCH HANDWIEL/ STAPMAAT / Naar het tweede softkey-veld bladeren. Zijkant kiezen. As kiezen, waarvoor de coördinaat bepaald wordt: X-as. Tasten in X-as Gereedschap verplaatsen totdat de zijkant van het werkstuk aangeraakt wordt. opmerking Positie van de zijkant van het werkstuk opslaan. Gereedschap van de zijkant van het werkstuk terugtrekken. 2 ENT Waarde voor X ingeven + De TNC stelt de waarde voor de coördinaat voor. Gewenste coördinaat van de zijkant van het werkstuk ingeven, b.v. X = 2 mm en coördinaat als referentiewaarde voor deze zijkant van het werkstuk bepalen. 34 TNC 124
35 3 Handbedrijf en stellen Functies voor het bepalen van het referentiepunt Voorbeeld: Middellijn tussen twee zijkanten van het werkstuk als referentielijn bepalen Z De positie van de middellijn M zijkanten 1 en 2 bepaald. wordt door het tasten van de De middellijn ligt parallel aan de Y-as. Gewenste coördinaat van de middellijn: X = 5 mm Y 1 M X? 2 X Werkstand: HANDBEDRIJF/ELEKTRONISCH HANDWIEL/ STAPMAAT / Naar het tweede softkey-veld bladeren. Middellijn kiezen. As kiezen, waarvoor de coördinaat bepaald wordt: X-as. 1 e zijkant in X tasten Gereedschap verplaatsen totdat zijkant 1 van het werkstuk aangeraakt wordt. opmerking Positie van de zijkant van het werkstuk opslaan. 2 e zijkant in X tasten Gereedschap verplaatsen totdat zijkant wordt. 2 van het werkstuk aangeraakt opmerking Positie van de zijkant van het werkstuk opslaan. De weergave wordt gefixeerd; onder de gekozen as verschijnt de afstand tussen de beide zijkanten. Gereedschap van de zijkant van het werkstuk terugtrekken. Waarde voor X ingeven + 5 Coördinaat ingeven ( X = 5 mm ) en ENT coördinaat als referentielijn voor de middellijn overnemen. TNC
36 3 Handbedrijf en stellen Functies voor het bepalen van het referentiepunt Voorbeeld: binnenkant van de boring aanraken en middelpunt van de boring als referentiepunt bepalen Y hoofdvlak: X / Y - vlak gereedschapsas: Z X - coördinaat v.h. cirkelmidden: X = 5 mm Y - coördinaat v.h. cirkelmidden: Y = mm X? 1 X Werkstand: HANDBEDRIJF/ELEKTRONISCH HANDWIEL/ STAPMAAT / Naar het tweede softkey-veld bladeren. Cirkelmidden kiezen. Vlak kiezen, dat de cirkel bevat (hoofdvlak): X / Y - vlak. 1 e punt in X/Y tasten Gereedschap naar het eerste punt verplaatsen. 1 op de binnenkant van de boring opmerking Positie op de binnenkant van de boring opslaan. Gereedschap van binnenkant boring af verplaatsen. Drie volgende punten van de boring aanraken, volgens de handelingsaanwijzingen op het beeldscherm. Posities met merkteken opslaan. Middelpunt X = X ingeven 5 ENT Eerste coördinaat ( X = 5 mm ) ingeven en coördinaat als referentiepunt voor het cirkelmiddelpunt overnemen. Middelpunt Y ingeven Y = ENT TNC-voorstel Y = mm direct overnemen. 36 TNC 124
37 3 Handbedrijf en stellen NOTITIES TNC
38 4 Positioneren met handingave 4 Positioneren met handingave Bij vele bewerkingen is het niet lonend, de bewerkingsstappen in een NC-programma op te slaan, b.v. voor éénmalige bewerkingen of eenvoudige werkstukgeometrieën. In de werkstand POSITIONEREN MET HANDINGAVE worden alle gegevens direct in de TNC ingegeven, die anders in een bewerkingsprogramma opgeslagen zouden worden. Eenvoudige frees- en boorbewerkingen In de werkstand POSITIONEREN MET HANDINGAVE worden onderstaande gegevens betreffende de nominale positie met de hand ingegeven: coördinatenas coördinatenwaarde radiuscorrectie De TNC verplaatst dan het gereedschap naar de gewenste positie. Boren en schroefdraadtappen, boorpatronen, Kamerfrezen In de werkstand POSITIONEREN MET HANDINGAVE kunnen ook de TNC-"cycli" (zie hoofdstuk 7) gebruikt worden: boren schroefdraadtappen gatencirkel gatenreeksen kamer Voordat het werkstuk bewerkt wordt Kies het gewenste referentiepunt (zie "referentiepunt kiezen"). Zet het gereedschap in. Positioneer het gereedschap zo voor, dat werkstuk en gereedschap bij het benaderen niet beschadigd kunnen worden. Kies een geschikte aanzet F. Kies een geschikt spiltoerental S. Rekening houden met de gereedschapsradius De TNC kan de gereedschapsradius corrigeren (zie afb. 4.1). De maatvoering van de tekening kan dan direct ingegeven worden: de TNC verlengt (R+) of verkort (R ) de verplaatsing automatisch met de gereedschapsradius. Y R R+ R Gereedschapsgegevens ingeven Druk op de toets MOD. Druk op de softkey gereed.tabel. Geef het gereedschapsnummer in. Geef de gereedschapslengte in. Geef de gereedschapsradius in. Kies de gereedschapsas met de softkey. Druk op de softkey gereed.oproep. Afb. 4.1: Gereedschapsradiuscorrectie X 38 TNC 124
39 4 Positioneren met handingave Aanzet F, spiltoerental S en additionele functie M In de werkstand POSITIONEREN MET HANDINGAVE kunnen onderstaande grootten ingegeven en veranderd worden: aanzet F spiltoerental S additionele functie M Aanzet F nadat de netspanning uitgeschakeld is geweest Wanneer in de werkstand POSITIONEREN MET HANDINGAVE een aanzet F ingegeven wordt, verplaatst de TNC ook nadat de netspanning uitgeschakeld is geweest en aansluitend opnieuw ingeschakeld is, de assen met deze aanzet. Aanzet F ingeven en veranderen Voorbeeld: aanzet F ingeven Functie "aanzet" F kiezen. Aanzet? 5 Aanzet F ingeven, b.v. 5 mm/min. ENT Aanzet F voor volgende positionering bevestigen. Aanzet F veranderen Met de override-draaiknop op het TNC-bedieningspaneel kan de aanzet F traploos veranderd worden. Aanzet-override Aanzet F op t/m 15 % van de vastgelegde waarde instellen F % 1 X+«YÐ ZЫZ+«Y+ XЫ5 15 F % Afb. 4.2: Aanzet-override op het TNCbedieningspaneel TNC
40 4 Positioneren met handingave Aanzet F, spiltoerental S en additionele functie M Spiltoerental S ingeven en veranderen De machinefabrikant legt vast, welke spiltoerentallen S op de TNC toegestaan zijn. Voorbeeld: spiltoerental S ingeven Functie "spiltoerental" S kiezen. Spiltoerental? 9 5 Spiltoerental S ingeven, b.v. 95 omw./min. NC Spiltoerental S veranderen. Spiltoerental S veranderen Met de override-draaiknop - indien voorhanden - op het TNCbedieningspaneel kan spiltoerental S traploos veranderd worden. Spiltoerental-override: Spiltoerental S op t/m 15% van de vastgelegde waarde instellen S % Additionele functie M ingeven De machinefabrikant legt vast, welke additionele functies M op de TNC gebruikt kunnen worden en welke functie zij hebben. Voorbeeld: additionele functie ingeven Functie "additionele functie" M kiezen. Additionele functie M? 3 Additionele functie M ingeven, b.v.m 3: spil AAN, rechtsom. NC Additionele functie M uitvoeren. 4 TNC 124
41 4 Positioneren met handingave Posities ingeven en benaderen Voor een eenvoudige bewerking worden in de werkstand POSITIONEREN MET HANDINGAVE de coördinaten direct ingegeven. Voorbeeld: trapsgewijs frezen De coördinaten worden als absolute maten ingegeven, referentiepunt is het werkstuknulpunt. hoekpunt ➀ : X = mm Y = 2 mm hoekpunt ➁ : X = 3 mm Y = 2 mm hoekpunt ➂ : X = 3 mm Y = 5 mm hoekpunt ➃ : X = 6 mm Y = 5 mm Voorbereiding: Kies het gewenste referentiepunt (zie "referentiepunt kiezen"). Geef de gereedschapsgegevens in. Positioneer het gereedschap zinvol voor (b.v. X = Y = 2 mm). Verplaats het gereedschap naar de freesdiepte. 2 5 Y X Werkstand: POSITIONEREN MET HANDINGAVE Y-as kiezen. Nominale positiewaarde? 2 Nominale positiewaarde voor hoekpunt ➀ ingeven: Y = + 2 mm en gereedschapsradiuscorrectie kiezen: R +. NC Gereedschap naar ingegeven coördinaat verplaatsen. X-as kiezen. Nominale positiewaarde? 3 Nominale positiewaarde voor hoekpunt ➁ ingeven: X = + 3 mm en gereedschapsradiuscorrectie kiezen: R. NC Gereedschap naar ingegeven coördinaat verplaatsen. TNC
42 4 Positioneren met handingave Posities ingeven en benaderen Y-as kiezen. Nominale positiewaarde? 5 Nominale positiewaarde voor hoekpunt ➂ ingeven: Y = + 5 mm en gereedschapsradiuscorrectie kiezen: R +. NC Gereedschap naar ingegeven coördinaat verplaatsen. X-as kiezen. 6 Nominale positiewaarde? Nominale positiewaarde voor hoekpunt ➃ ingeven: X = + 6 mm, gereedschapsradiuscorrectie is reeds R +. NC Gereedschap naar ingegeven coördinaat verplaatsen. 42 TNC 124
43 4 Positioneren met handingave Boren en schroefdraadtappen In de werkstand POSITIONEREN MET HANDINGAVE kunnen TNC-cycli (zie hoofdstuk 7) voor boren en schroefdraadtappen toegepast worden. U kiest de gewenste boring in het tweede softkey-veld via de softkey en geeft enkele gegevens in. Deze gegevens kunnen over het algemeen probleemloos vanuit de produktietekening afgelezen worden (b.v. de boordiepte en de diepteverplaatsing). De TNC stuurt de machine en berekent b.v. bij het boren de voorstopafstand, wanneer met meerdere verplaatsingen geboord wordt. Boren en schroefdraadtappen in het boorpatroon De functies voor het boren en schroefdraadtappen kunnen samen met de boorpatronen gatencirkel en gatenreeksen gebruikt worden. Verloop van boren en schroefdraadtappen De gegevens voor het boren en schroefdraadtappen kunnen ook als "cycli" in een bewerkingsprogramma geschreven worden. Hoe de TNC boren en schroefdraadtappen stuurt, wordt in hoofdstuk 7 uitgebreid omschreven (boren: blz. 79, schroefdraadtappen: blz. 82). Voorpositie van de boor bij het boren en schroefdraadtappen In de Z-as wordt de boor boven het werkstuk voorgepositioneerd. In de X-as en in de Y-as (bewerkingsvlak) wordt de boor op de boorpositie gepositioneerd. De boorpositie wordt zonder radiuscorrectie benaderd (ingave: R). Ingaven voor het boren Veilige hoogte, waarnaar de TNC de boor in het bewerkingsvlak zonder botsingsgevaar kan verplaatsen; ingave als absolute waarde met voorteken Veiligheidsafstand van de boor boven het werkstuk Coördinaat van het werkstukoppervlak; ingave als absolute waarde met voorteken Boordiepte; voorteken legt de boorrichting vast Diepteverplaatsing Stilstandtijd van de boor op de bodem van de boring Bewerkingsaanzet Ingaven voor het schroefdraadtappen Veilige hoogte, waarnaar de TNC de boor in het bewerkingsvlak zonder botsingsgevaar verplaatsen kan; ingave als absolute waarde met voorteken Veiligheidsafstand van de boor boven het werkstuk Coördinaat van het werkstukoppervlak; ingave als absolute waarde met voorteken Boordiepte; voorteken legt de boorrichting vast Stilstandtijd van de boor aan het einde van de schroefdraad Bewerkingsaanzet TNC
44 4 Positioneren met handingave Voorbeeld: BOREN X-coördinaat van de boring: 3 mm Y-coördinaat van de boring: 2 mm Veilige hoogte: + 5 mm Veiligheidsafstand A : 2 mm Werkstukoppervlak: + mm Boordiepte B : 15 mm Diepteverplaatsing C : 5 mm Stilstandtijd:.5 s Bewerkingsaanzet: 8 mm/min Boringsdiameter: b.v. 6 mm 2 Y B A C Voorbereiding Gereedschap boven het werkstuk voorpositioneren. Werkstand: POSITIONEREN MET HANDINGAVE 3 X X-as kiezen. Nominale positiewaarde? 3 Nominale positiewaarde ingeven voor het voorpositioneren in de X-as: X = + 3 mm. en gereedschapsradiuscorrectie kiezen: R. NC Gereedschap in de X-as voorpositioneren. Y-as kiezen. 2 Nominale positiewaarde? Nominale positiewaarde ingeven voor het voorpositioneren in de Y-as: Y = + 2 mm. Gereedschapsradiuscorrectie is reeds R. NC Gereedschap in de Y-as voorpositioneren. 44 TNC 124
45 4 Positioneren met handingave Boren / Naar het tweede softkey-veld bladeren. Boren kiezen. Veilige hoogte? Veilige hoogte boven het werkstuk ingeven (+ 5 mm). 5 ENT Ingave bevestigen. 2 Veiligheidsafstand? ENT Veiligheidsafstand A ingeven (2 mm). Ingave bevestigen. ENT Boordiepte? 1 5 ENT 5 ENT Oppervlak? Coördinaat van het werkstukoppervlak ingeven ( mm). Ingave bevestigen. Boordiepte B ingeven (- 15 mm). Ingave bevestigen. Diepteverplaatsing? Diepteverplaatsing Ingave bevestigen. C ingeven (5 mm). Stilstandtijd? Stilstandtijd voor het spaanbreken ingeven (.5 s). 5 ENT Ingave bevestigen. Aanzet? 8 ENT Aanzet bij het boren ingeven (F = 8 mm/min). Ingave bevestigen. NC Boren. TNC
46 4 Positioneren met handingave Voorbeeld: SCHROEFDRAADTAPPEN X-coördinaat van de boring: 3 mm Y-coördinaat van de boring: 2 mm Spoed p:.8 mm Spiltoerental S: 1 omw./min Veilige hoogte: + 5 mm Veiligheidsafstand A : 3 mm Werkstukoppervlak: mm Draaddiepte B : 2 mm Stilstandtijd:.4 s Aanzet F = S p: 8 mm/min 2 Y A B Voorbereiding Gereedschap boven het werkstuk voorpositioneren. Voor een rechtse draad de spil met M 3 activeren. 3 X Werkstand: POSITIONEREN MET HANDINGAVE X-as kiezen. 3 Nominale positiewaarde? Nominale positiewaarde ingeven voor het voorpositioneren in de X-as: X = + 3 mm en gereedschapsradiuscorrectie kiezen: R. NC Gereedschap in de X-as voorpositioneren. Y-as kiezen. 2 Nominale positiewaarde? Nominale positiewaarde ingeven voor het voorpositioneren in de Y-as: Y = + 2 mm. Gereedschapsradiuscorrectie is reeds R. NC Gereedschap in de Y-as voorpositioneren. 46 TNC 124
47 4 Positioneren met handingave Schroefdraadtappen / Naar het tweede softkey-veld bladeren. Schroefdraadtappen kiezen. Veilige hoogte? Veilige hoogte boven het werkstuk ingeven (+ 5 mm). 5 ENT Ingave bevestigen. Veiligheidsafstand? 3 ENT Veiligheidsafstand A ingeven (3 mm). Ingave bevestigen. Oppervlak? ENT Coördinaat van het werkstukoppervlak ingeven ( mm). Ingave bevestigen. Boordiepte? 2 ENT Boordiepte B ingeven (- 2 mm). Ingave bevestigen. Stilstandtijd? 4 ENT Stilstandtijd ingeven (.4 s). Ingave bevestigen. Aanzet? Aanzet bij het schroefdraadtappen ingeven (8 mm/min). 8 ENT Ingave bevestigen. NC Boren. TNC
48 4 Positioneren met handingave Boorpatronen In de werkstand POSITIONEREN MET HANDINGAVE kunnen de boorpatroonfuncties gatencirkel en gatenreeksen gebruikt worden. U kiest de boorpatroonfunctie met de softkey en geeft enkele gegevens in. Deze gegevens kunnen over het algemeen probleemloos uit de produktietekening afgelezen worden (b.v. het aantal boringen en de coördinaten van de eerste boring). De TNC berekent de posities van alle boringen, die bij het boorpatroon horen. Elk boorpatroon wordt grafisch weergegeven. Boringstype Op de boorposities, die de TNC voor het boorpatroon berekent, kan men of boren of schroefdraadtappen Daartoe heeft de TNC opnieuw de gegevens betreffende boren of schroefdraadtappen nodig (zie blz. 43 t/m blz. 47). Wanneer de boorpatroonposities niet of met de hand geboord moeten worden: Beantwoord de dialoogvraag boringstype? met de softkey geen ingave. Afb. 4.3: Geïntegreerde handleiding: gatencirkel (volledig) grafisch weergegeven Voorpositie van de boor In de Z-as wordt de boor boven het werkstukoppervlak voorgepositioneerd. In de X-as en Y-as (bewerkingsvlak) positioneert de TNC de boor boven elke boorpositie. Gatencirkel Wanneer in de werkstand POSITIONEREN MET HANDINGAVE een gatencirkel geboord moet worden, moeten onderstaande gegevens in de TNC ingegeven worden: Volledige cirkel of cirkelsegment Aantal boringen Middelpuntscoördinaten en cirkelradius Starthoek: hoekpositie van de eerste boring Alleen bij cirkelsegment: hoekstap tussen de boringen Boring of schroefdraadtappen Afb. 4.4: Geïntegreerde handleiding:gatencirkel (segment) grafisch weergegeven Gatenreeksen Wanneer in de werkstand POSITIONEREN MET HANDINGAVE gatenreeksen geboord moeten worden, moeten onderstaande gegevens in de TNC ingegeven worden: Coördinaten van de eerste boring Aantal boringen per regel Afstand tussen de boringen op de reeks Hoek tussen de eerste gatenreeks en de X-as Aantal gatenreeksen Afstand tussen de gatenreeksen Boring of schroefdraadtappen 48 TNC 124
Gebruikershandboek POSITIP 855. Frezen. Juni 1997
 Gebruikershandboek POSITIP 855 Juni 1997 Frezen Het beeldscherm Klaartekstmeldingen Ingaveregel Grafische positioneerhulp Werkstand of functie Referentiemerken werden gepasseerd Werkstandsymbolen, actuele
Gebruikershandboek POSITIP 855 Juni 1997 Frezen Het beeldscherm Klaartekstmeldingen Ingaveregel Grafische positioneerhulp Werkstand of functie Referentiemerken werden gepasseerd Werkstandsymbolen, actuele
Tastcycli itnc 530. NC-software 340 422-xx 340 423-xx 340 480-xx 340 481-xx. Bedieningshandboek
 Tastcycli itnc 530 NC-software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Bedieningshandboek Nederlands (nl) 6/2003 TNC-type, software en functies Dit handboek beschrijft functies die in de TNC's vanaf
Tastcycli itnc 530 NC-software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Bedieningshandboek Nederlands (nl) 6/2003 TNC-type, software en functies Dit handboek beschrijft functies die in de TNC's vanaf
Gebruiksaanwijzing POSITIP 880
 Gebruiksaanwijzing POSITIP 880 Nederlands (nl) 12/2008 POSITIP 880, achteraanzicht Aspoorten Kantentaster Parallelle poort Randapparatuur Interface connector Massa Aan/uit-knop Serieel poort Netvoedingsingang
Gebruiksaanwijzing POSITIP 880 Nederlands (nl) 12/2008 POSITIP 880, achteraanzicht Aspoorten Kantentaster Parallelle poort Randapparatuur Interface connector Massa Aan/uit-knop Serieel poort Netvoedingsingang
ND 510 ND 550 SPEC FCT MOD
 HEIDENHAIN Werken met de tellers ND 510 ND 550 Weergave act. waarde en ingave (7-segment-LED, 8 cijfers met voorteken) van boven naar beneden: X-as, Y-as, alleen ND 550: Z-as X Y Coördinatenas kiezen (Z-as
HEIDENHAIN Werken met de tellers ND 510 ND 550 Weergave act. waarde en ingave (7-segment-LED, 8 cijfers met voorteken) van boven naar beneden: X-as, Y-as, alleen ND 550: Z-as X Y Coördinatenas kiezen (Z-as
Ref.punt kiezen in parameterlijst terugbladeren
 HEIDENHAIN Werken met de teller ND 220 Weergave act. waarde en ingave (7-segment-LED, 9 cijfers met voorteken) Ref.punt kiezen in parameterlijst terugbladeren Ingavewaarde overnemen teller vastleggen op
HEIDENHAIN Werken met de teller ND 220 Weergave act. waarde en ingave (7-segment-LED, 9 cijfers met voorteken) Ref.punt kiezen in parameterlijst terugbladeren Ingavewaarde overnemen teller vastleggen op
JFZINTERTOOLS INFO CNC BESTURING 1
 JFZINTERTOOLS INFO CNC BESTURING 1 Korte samenvatting voor het instellen en beginnen van CNC freeswerk. Naar aanleiding van de voorafgaande instructie uren aan de CNC freesmachine. Deze handleiding is
JFZINTERTOOLS INFO CNC BESTURING 1 Korte samenvatting voor het instellen en beginnen van CNC freeswerk. Naar aanleiding van de voorafgaande instructie uren aan de CNC freesmachine. Deze handleiding is
Gebruikershandboek ND 730 ND 770. Digitale uitlezingen voor draaimachines
 Gebruikershandboek ND 730 ND 770 Digitale uitlezingen voor draaimachines Nederlands (nl) 2/200 Digitale uitlezing (ND 730 alleen twee assen) Coördinatenas kiezen (ND 730 alleen X en Z) Asgerelateerde bedrijfsparameter
Gebruikershandboek ND 730 ND 770 Digitale uitlezingen voor draaimachines Nederlands (nl) 2/200 Digitale uitlezing (ND 730 alleen twee assen) Coördinatenas kiezen (ND 730 alleen X en Z) Asgerelateerde bedrijfsparameter
TNC 426. Bedieningshandboek HEIDENHAIN-klaartekstdialoog. NC-Software 280 462 xx 280 463 xx 11/96
 TNC 426 NC-Software 280 462 xx 280 463 xx Bedieningshandboek HEIDENHAIN-klaartekstdialoog 11/96 Bedieningselementen van de TNC Bedieningselementen van het beeldscherm Beeldscherm tussen machine- en programmeerwerkstanden
TNC 426 NC-Software 280 462 xx 280 463 xx Bedieningshandboek HEIDENHAIN-klaartekstdialoog 11/96 Bedieningselementen van de TNC Bedieningselementen van het beeldscherm Beeldscherm tussen machine- en programmeerwerkstanden
ND 530 HEIDENHAIN. Werken met de teller
 HEIDENHAIN Werken met de teller ND 530 Weergave act. waarde en ingave (7-segment-LED, 8 cijfers met voorteken); boven: X-as, onder: Z-as Coördinatenas kiezen asgerelateerde bedrijfsparameter kiezen X Z
HEIDENHAIN Werken met de teller ND 530 Weergave act. waarde en ingave (7-segment-LED, 8 cijfers met voorteken); boven: X-as, onder: Z-as Coördinatenas kiezen asgerelateerde bedrijfsparameter kiezen X Z
CNC-PILOT 4290 met Y-as
 CNC-PILOT 4290 met Y-as NC-software 340460-xx release 6.1 Bedieningshandboek 1/ 2001 CNC-PILOT 4290 met Y-as In dit handboek wordt beschreven over welke functies u bij gebruik van de CNC PILOT 4290 met
CNC-PILOT 4290 met Y-as NC-software 340460-xx release 6.1 Bedieningshandboek 1/ 2001 CNC-PILOT 4290 met Y-as In dit handboek wordt beschreven over welke functies u bij gebruik van de CNC PILOT 4290 met
Vertaling DRO handleiding D60 series
 2. Systeem parameters De aan/uit knop van de uitlezing zit aan de achterkant. De uitlezing start in een zelf-check modus wanneer u hem aanzet. De zelf-check modus controleert de LED s werking en of de
2. Systeem parameters De aan/uit knop van de uitlezing zit aan de achterkant. De uitlezing start in een zelf-check modus wanneer u hem aanzet. De zelf-check modus controleert de LED s werking en of de
13. Symbool-, Lijnstijlbibliotheek (Resource Editor)... 1
... 1") 13. Symbool-, Lijnstijlbibliotheek 13. Symbool-, Lijnstijlbibliotheek (Resource Editor)... 1 13.1. Inleiding...1 13.2. Icoonomschrijving...2 13.3. Menu Bestand...3 13.3.1. Nieuwe Bibliotheek maken... 3
13. Symbool-, Lijnstijlbibliotheek 13. Symbool-, Lijnstijlbibliotheek (Resource Editor)... 1 13.1. Inleiding...1 13.2. Icoonomschrijving...2 13.3. Menu Bestand...3 13.3.1. Nieuwe Bibliotheek maken... 3
NC TECHNIEK INFO CNC BESTURING 1
 NC TECHNIEK INFO CNC BESTURING 1 Korte samenvatting voor het instellen en beginnen van CNC freeswerk. Naar aanleiding van de voorafgaande instructie uren aan de CNC freesmachine. Deze handleiding is een
NC TECHNIEK INFO CNC BESTURING 1 Korte samenvatting voor het instellen en beginnen van CNC freeswerk. Naar aanleiding van de voorafgaande instructie uren aan de CNC freesmachine. Deze handleiding is een
Positie-aflezing. - LED of LCD-aflezing - met geïntegreerde microprocessor. Walda Impuls b.v. Delta 60 6825 MS Arnhem Tel 026-3638302 Fax 026-3638304
 SERIE Z-54 Positie-aflezing - LED of LCD-aflezing - met geïntegreerde microprocessor Walda Impuls b.v. Delta 60 6825 MS Arnhem Tel 026-3638302 Fax 026-3638304 ELGO - ELECTRIC GmbH D - 78239 Rielasingen,
SERIE Z-54 Positie-aflezing - LED of LCD-aflezing - met geïntegreerde microprocessor Walda Impuls b.v. Delta 60 6825 MS Arnhem Tel 026-3638302 Fax 026-3638304 ELGO - ELECTRIC GmbH D - 78239 Rielasingen,
Gebruikershandboek DIN/ISO-programmering TNC 620. NC-software 340 560-03 340 561-03 340 564-03
 Gebruikershandboek DIN/ISO-programmering TNC 620 NC-software 340 560-03 340 561-03 340 564-03 Nederlands (nl) 2/2012 Bedieningselementen van de TNC Bedieningselementen op het beeldscherm Toets Functie
Gebruikershandboek DIN/ISO-programmering TNC 620 NC-software 340 560-03 340 561-03 340 564-03 Nederlands (nl) 2/2012 Bedieningselementen van de TNC Bedieningselementen op het beeldscherm Toets Functie
Referentiepunt kiezen in parameterlijst terug bladeren MIN ACTL MAX DIFF
 HEIDENHAIN Werken met de teller ND 286 Weergave act. waarde en ingave (7-segment-LED, 8 cijfers met voorteken) Referentiepunt kiezen in parameterlijst terug bladeren Ingavewaarde overnemen teller vastleggen
HEIDENHAIN Werken met de teller ND 286 Weergave act. waarde en ingave (7-segment-LED, 8 cijfers met voorteken) Referentiepunt kiezen in parameterlijst terug bladeren Ingavewaarde overnemen teller vastleggen
CNC PILOT 4290 B- en Y-as
 Gebruikershandboek CNC PILOT 4290 B- en Y-as NC-software 625 952-xx Nederlands (nl) 3/2010 CNC PILOT 4290 B- en Y-as CNC PILOT 4290 B- en Y-as In dit handboek wordt beschreven over welke functies u bij
Gebruikershandboek CNC PILOT 4290 B- en Y-as NC-software 625 952-xx Nederlands (nl) 3/2010 CNC PILOT 4290 B- en Y-as CNC PILOT 4290 B- en Y-as In dit handboek wordt beschreven over welke functies u bij
InteGra Gebruikershandleiding 1
 InteGra Gebruikershandleiding 1 Algemeen Met dank voor de keuze van dit product aangeboden door SATEL. Hoge kwaliteit en vele functies met een simpele bediening zijn de voordelen van deze inbraak alarmcentrale.
InteGra Gebruikershandleiding 1 Algemeen Met dank voor de keuze van dit product aangeboden door SATEL. Hoge kwaliteit en vele functies met een simpele bediening zijn de voordelen van deze inbraak alarmcentrale.
NC Features biedt een unieke en uiterst snelle manier om korte NC programma s te maken. De mens is altijd slimmer dan een computer.
 Reduceer uw programmeertijd om 90% Vector NC-Features! Bijna alle produkten worden tegenwoordig met 3D CAD systemen ontwikkeld. Als produktiebedrijf krijgt u de bestanden 3D aangeleverd, maar vaak zijn
Reduceer uw programmeertijd om 90% Vector NC-Features! Bijna alle produkten worden tegenwoordig met 3D CAD systemen ontwikkeld. Als produktiebedrijf krijgt u de bestanden 3D aangeleverd, maar vaak zijn
TC 60/8. Handleiding
 TC 60/8 ovenbesturing Handleiding Ve-Ka Ovenbouw b.v. Industrieweg 7 6621 BD Dreumel, Nederland Telefoon (0487) 57 17 03 Fax (0487) 57 17 03 info@ve-ka.nl www.ve-ka.nl 1 2 3 4 5 6 7 8 1 Algemeen Met behulp
TC 60/8 ovenbesturing Handleiding Ve-Ka Ovenbouw b.v. Industrieweg 7 6621 BD Dreumel, Nederland Telefoon (0487) 57 17 03 Fax (0487) 57 17 03 info@ve-ka.nl www.ve-ka.nl 1 2 3 4 5 6 7 8 1 Algemeen Met behulp
Ref.punt kiezen in parameterlijst terugbladeren
 HEIDENHAIN Werken met de teller ND 221 Weergave act. waarde en ingave(7-segment-led, 9 cijfers met voorteken) Ref.punt kiezen in parameterlijst terugbladeren Ingavewaarde overnemen teller vastleggen op
HEIDENHAIN Werken met de teller ND 221 Weergave act. waarde en ingave(7-segment-led, 9 cijfers met voorteken) Ref.punt kiezen in parameterlijst terugbladeren Ingavewaarde overnemen teller vastleggen op
COPYRIGHT GARANTIEBEPERKINGEN
 COPYRIGHT SLC BV 1996. All rechten voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd, overgebracht, opgeslagen in een opslagsysteem of doorgegeven in welke vorm of op welke manier ook - elektronisch,
COPYRIGHT SLC BV 1996. All rechten voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd, overgebracht, opgeslagen in een opslagsysteem of doorgegeven in welke vorm of op welke manier ook - elektronisch,
Snelstartgids FiloCAD2
 Snelstartgids FiloCAD2 Inleiding FiloCAD 2 Met deze korte inleiding leert u de belangrijkste functionaliteiten van het programma FiloCAD2 kennen. Als u een FiloCUT3 machine bezit en de licentie heeft ontvangen,
Snelstartgids FiloCAD2 Inleiding FiloCAD 2 Met deze korte inleiding leert u de belangrijkste functionaliteiten van het programma FiloCAD2 kennen. Als u een FiloCUT3 machine bezit en de licentie heeft ontvangen,
RFI 1000 / RFI 1000-2. Magnetische sleutellezer INSTRUCTIEHANDLEIDING 01.09.96
 RFI 1000 / RFI 1000-2 Magnetische sleutellezer INSTRUCTIEHANDLEIDING 01.09.96 Instructiehandleiding RFI 1000 / RFI 1000-2 Eerst de handleiding lezen alvorens het systeem in werking te stellen Het systeem
RFI 1000 / RFI 1000-2 Magnetische sleutellezer INSTRUCTIEHANDLEIDING 01.09.96 Instructiehandleiding RFI 1000 / RFI 1000-2 Eerst de handleiding lezen alvorens het systeem in werking te stellen Het systeem
Inleiding. Inhoudsopgave: Omschrijving. 1.1 Het toetsenbord 1. 1.2 De displays 1. 1.3 Lampjes 1. 2.0 Vaste programma's 2. 3.0 Vrije programma's 3.
 Inleiding. Deze regelaar is in samenwerking met een Nederlands elektronica bedrijf door TOMA ontwikkeld. Daarbij is gebruik gemaakt van de nieuwste technieken, en gedacht aan bedieningsgemak en mogelijkheden.
Inleiding. Deze regelaar is in samenwerking met een Nederlands elektronica bedrijf door TOMA ontwikkeld. Daarbij is gebruik gemaakt van de nieuwste technieken, en gedacht aan bedieningsgemak en mogelijkheden.
Tastcycli itnc 530. NC-software xx xx. Gebruikershandboek
 Tastcycli itnc 530 NC-software 340 420-xx 340 421-xx Gebruikershandboek Nederlands (nl) 4/2002 TNC-type, software en functies In dit handboek worden de functies beschreven, die in de TNC's vanaf de volgende
Tastcycli itnc 530 NC-software 340 420-xx 340 421-xx Gebruikershandboek Nederlands (nl) 4/2002 TNC-type, software en functies In dit handboek worden de functies beschreven, die in de TNC's vanaf de volgende
Handleiding decoder RFI 1000
 Handleiding decoder RFI 1000 Gelieve deze handleiding grondig door te nemen alvorens het apparaat in gebruik te nemen!! Het apparaat kan maximaal 99 RFI kaarten inlezen als toegangskaart en 1 als programmeerkaart.
Handleiding decoder RFI 1000 Gelieve deze handleiding grondig door te nemen alvorens het apparaat in gebruik te nemen!! Het apparaat kan maximaal 99 RFI kaarten inlezen als toegangskaart en 1 als programmeerkaart.
TOMA. De TOMA regelaar is gebouwd volgens de strenge Europese veiligheidseisen en voorzien van een CE keurmerk.
 Inleiding. Deze regelaar is in samenwerking met een Nederlands elektronica bedrijf door TOMA ontwikkeld. Daarbij is gebruik gemaakt van de nieuwste technieken, en gedacht aan bedieningsgemak en mogelijkheden.
Inleiding. Deze regelaar is in samenwerking met een Nederlands elektronica bedrijf door TOMA ontwikkeld. Daarbij is gebruik gemaakt van de nieuwste technieken, en gedacht aan bedieningsgemak en mogelijkheden.
Specificatie CMA CNC-gestuurd boorcentrum Type TRD-CNC
 Specificatie CMA CNC-gestuurd boorcentrum Type TRD-CNC De CMA TRD-CNC is het resultaat van doorontwikkeling van de reeds veelgeleverde NC-gestuurde coördinatenboormachine. De machine is uitgerust met de
Specificatie CMA CNC-gestuurd boorcentrum Type TRD-CNC De CMA TRD-CNC is het resultaat van doorontwikkeling van de reeds veelgeleverde NC-gestuurde coördinatenboormachine. De machine is uitgerust met de
G E V A A R. Opstarten. U kunt nu de TigerStop bewegen en gebruik maken van zijn vele functies! Bij het startscherm druk op [D] om \H Klaar
![G E V A A R. Opstarten. U kunt nu de TigerStop bewegen en gebruik maken van zijn vele functies! Bij het startscherm druk op [D] om \H Klaar](/thumbs/39/18158909.jpg "G E V A A R. Opstarten. U kunt nu de TigerStop bewegen en gebruik maken van zijn vele functies! Bij het startscherm druk op [D] om \H Klaar") G E V A A R Deze machine kan opstarten, zich verplaatsen, en automatisch stoppen. Houd uw handen en breed zittende kleeding buiten het bereik van de bewegende onderdelen van de machine als hij ingeschakeld
G E V A A R Deze machine kan opstarten, zich verplaatsen, en automatisch stoppen. Houd uw handen en breed zittende kleeding buiten het bereik van de bewegende onderdelen van de machine als hij ingeschakeld
HU 18 VS Freesbank - 400V
 INDUSTRIËEL FREZEN HU 18 VS Freesbank - 400V K11.2 HU 24 EVS Freesbank - 400V K11.3 FB 50 Industriële freesmachine - 400V K11.4 FBB 40 Industriële freesmachine - 400V K11.5 FBB 50 Industriële freesmachine
INDUSTRIËEL FREZEN HU 18 VS Freesbank - 400V K11.2 HU 24 EVS Freesbank - 400V K11.3 FB 50 Industriële freesmachine - 400V K11.4 FBB 40 Industriële freesmachine - 400V K11.5 FBB 50 Industriële freesmachine
Personal tag. Personal tag. Drukknop of bewegingsdetector. TABEL 2 Samenvatting van de Programmeerfuncties
 TAG-IN-A-BAG Stand alone proximity toegangscontrolesysteem Gebruikershandleiding 1. Introductie De TIAB is ontworpen om de toegang voor onbevoegden tot beschermde gebieden te beperken. De unit maakt gebruik
TAG-IN-A-BAG Stand alone proximity toegangscontrolesysteem Gebruikershandleiding 1. Introductie De TIAB is ontworpen om de toegang voor onbevoegden tot beschermde gebieden te beperken. De unit maakt gebruik
Handleiding. Bijlage LCD Display. +32 (0)
") Handleiding Bijlage LCD Display +32 (0) 485 68 25 62 info@turbobike.be www.turbobike.be LCD-Display handleiding Functies 01 Omhoog knop 06 Tijd indicator 02 Aan/uit knop 07 Wandel-assistentie 03 Omlaag
Handleiding Bijlage LCD Display +32 (0) 485 68 25 62 info@turbobike.be www.turbobike.be LCD-Display handleiding Functies 01 Omhoog knop 06 Tijd indicator 02 Aan/uit knop 07 Wandel-assistentie 03 Omlaag
HANDLEIDING DITRON DIGITALE UITLEZING
 HANDLEIDING DITRON DIGITALE UITLEZING D60(S) en D70 series Trabiss International, 2016 copyright Nederlandse vertaling Beste klant: Bedankt voor het aanschaffen van deze 2M/2L/2V/3M/3L/3V/4V Multifunctionele
HANDLEIDING DITRON DIGITALE UITLEZING D60(S) en D70 series Trabiss International, 2016 copyright Nederlandse vertaling Beste klant: Bedankt voor het aanschaffen van deze 2M/2L/2V/3M/3L/3V/4V Multifunctionele
All-in-one warmtepomp water verwarming BOI-200/260
 All-in-one warmtepomp water verwarming BOI-200/260 Installatie & Instructie Handleiding Editie 2008 15.07.2008 Rev. 1.0 Inhoudstafel 1. Handleiding voor de installatie...3 1.1 Aansluiting...3 1.2 Installatie
All-in-one warmtepomp water verwarming BOI-200/260 Installatie & Instructie Handleiding Editie 2008 15.07.2008 Rev. 1.0 Inhoudstafel 1. Handleiding voor de installatie...3 1.1 Aansluiting...3 1.2 Installatie
MILTON KLOKTHERMOSTAAT
 MILTON KLOKTHERMOSTAAT Gebruiksaanwijzing Installatie: Waarschuwing: schakel de Milton en de elektronische apparaten (CV-Ketel) die erop worden aangesloten uit voor installatie. 1. Installatieplaats: Plaats
MILTON KLOKTHERMOSTAAT Gebruiksaanwijzing Installatie: Waarschuwing: schakel de Milton en de elektronische apparaten (CV-Ketel) die erop worden aangesloten uit voor installatie. 1. Installatieplaats: Plaats
4.- REGELEN VAN DE WEERSTAND TIJDENS HET ROEIEN (Mod. R-56, R-57)
") Europe (pro) R55 Neem het apparaat uit de doos en Plaats het op de vloer. l.- (Mod. R-56, R-57) Draai de rechterarm (E) (een kwartdraai) naar rechts in de positie zoals aangetoond op de figuur. Breng de
Europe (pro) R55 Neem het apparaat uit de doos en Plaats het op de vloer. l.- (Mod. R-56, R-57) Draai de rechterarm (E) (een kwartdraai) naar rechts in de positie zoals aangetoond op de figuur. Breng de
Tastcycli TNC 426 TNC 430
 Tastcycli TNC 426 TNC 430 NC-software 280 472-xx 280 473-xx 280 474-xx 280 475-xx 280 476-xx 280 477-xx Bedieningshandboek Nederlands (nl) 6/2003 TNC-type, software en functies Dit handboek beschrijft
Tastcycli TNC 426 TNC 430 NC-software 280 472-xx 280 473-xx 280 474-xx 280 475-xx 280 476-xx 280 477-xx Bedieningshandboek Nederlands (nl) 6/2003 TNC-type, software en functies Dit handboek beschrijft
Gebruikershandleiding vochtmeter FMW * * FMW Vochtmeter. Gebruiksaanwijzing Versie 3.13 VOCHTMETERS
 28.07.999 Gebruikershandleiding vochtmeter FMW *28.07.999* FMW Vochtmeter Gebruiksaanwijzing Versie 3.13 VOCHTMETERS Voorwoord Gefeliciteerd met de aankoop van de FMW microprocessor gestuurde vochtmeter.
28.07.999 Gebruikershandleiding vochtmeter FMW *28.07.999* FMW Vochtmeter Gebruiksaanwijzing Versie 3.13 VOCHTMETERS Voorwoord Gefeliciteerd met de aankoop van de FMW microprocessor gestuurde vochtmeter.
GEBRUIKERSHANDLEIDING EN MONTAGE-INSTRUCTIE
 GEBRUIKERSHANDLEIDING EN MONTAGE-INSTRUCTIE 1 Introductie 2 Het display De Thallo is een mechanische wandventilator verkrijgbaar in twee uitvoeringen: Thallo Basic en Thallo Plus. De Thallo Basic werkt
GEBRUIKERSHANDLEIDING EN MONTAGE-INSTRUCTIE 1 Introductie 2 Het display De Thallo is een mechanische wandventilator verkrijgbaar in twee uitvoeringen: Thallo Basic en Thallo Plus. De Thallo Basic werkt
Installation Manual Mobile Dispencer Point ~ PayCon II
 Mobile Dispencer Point ~ PayCon II Installation Manual Mobile Dispencer Point ~ PayCon II Product Version: 4.12 Version of this manual: 1.1.0 2014 Inepro B.V. All rights reserved Table of Contents Introductie
Mobile Dispencer Point ~ PayCon II Installation Manual Mobile Dispencer Point ~ PayCon II Product Version: 4.12 Version of this manual: 1.1.0 2014 Inepro B.V. All rights reserved Table of Contents Introductie
Module 4. Keller SYMplus. Bediening draaimachine machineinrichting
 Module 4 Keller SYMplus Bediening draaimachine machineinrichting Colofon Bediening draaimachine machine-inrichting Auteurs Werkgroep CNC programmeertechnieken: S.G. Were Di, Valkenswaard Kempenhorst College,
Module 4 Keller SYMplus Bediening draaimachine machineinrichting Colofon Bediening draaimachine machine-inrichting Auteurs Werkgroep CNC programmeertechnieken: S.G. Were Di, Valkenswaard Kempenhorst College,
Gebruikershandleiding
 Gebruikershandleiding Brandcentrale XF-C 2 XF-C 4 XF-C 6 XFC2 XFC4 XFC6 XF-C2/4/6 ARITECH INTERLOGIX UTC Fire & Security GE Security ELVA Security ELVA Security Puurs Brandcentrale model XF-C Gebruikershandleiding
Gebruikershandleiding Brandcentrale XF-C 2 XF-C 4 XF-C 6 XFC2 XFC4 XFC6 XF-C2/4/6 ARITECH INTERLOGIX UTC Fire & Security GE Security ELVA Security ELVA Security Puurs Brandcentrale model XF-C Gebruikershandleiding
Keller SYMplus. Bediening freesmachine machine-inrichting. Module 5
 Keller SYMplus Bediening freesmachine machine-inrichting Module 5 Colofon Bediening Freesmachine machine-inrichting Auteurs Werkgroep CNC programmeertechnieken: S.G. Were Di, Valkenswaard Kempenhorst College,
Keller SYMplus Bediening freesmachine machine-inrichting Module 5 Colofon Bediening Freesmachine machine-inrichting Auteurs Werkgroep CNC programmeertechnieken: S.G. Were Di, Valkenswaard Kempenhorst College,
MAX display handleiding
 Gebruikershandleiding voor MAX zit/sta bureau s 65-128 cm Voor ingebruikname van het systeem lees aandachtig deze handleiding en bewaar het voor naslag Inhoud Handset 3 Omhoog en naar beneden 3 Geheugeninstelling
Gebruikershandleiding voor MAX zit/sta bureau s 65-128 cm Voor ingebruikname van het systeem lees aandachtig deze handleiding en bewaar het voor naslag Inhoud Handset 3 Omhoog en naar beneden 3 Geheugeninstelling
Inhoud van de handleiding
 BeoSound 3000 Guide BeoSound 3000 Reference book Inhoud van de handleiding 3 U hebt de beschikking over twee boekjes die u helpen zich vertrouwd te maken met uw Bang & Olufsen-product. De Het bedie- referentiehandboeningshandleiding
BeoSound 3000 Guide BeoSound 3000 Reference book Inhoud van de handleiding 3 U hebt de beschikking over twee boekjes die u helpen zich vertrouwd te maken met uw Bang & Olufsen-product. De Het bedie- referentiehandboeningshandleiding
SCM CNC gestuurde pennenbank WINTEN 60 t.b.v. kozijnproductie. Bouwjaar 2003
 SCM CNC gestuurde pennenbank WINTEN 60 t.b.v. kozijnproductie Bouwjaar 2003 De Winten 60 is een pennenbank voor het flexibel verwerken van ramen, deuren en kozijnen. Op de Winten 60 kunnen de volgende
SCM CNC gestuurde pennenbank WINTEN 60 t.b.v. kozijnproductie Bouwjaar 2003 De Winten 60 is een pennenbank voor het flexibel verwerken van ramen, deuren en kozijnen. Op de Winten 60 kunnen de volgende
Bestnr. 198322 Micro + 198335 Micro 2+ suevia Digitale schakelklok Data Micro +/2+
 Bestnr. 198322 Micro + 198335 Micro 2+ suevia Digitale schakelklok Data Micro +/2+ Alle rechten, ook vertalingen, voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd, opgeslagen in een automatische
Bestnr. 198322 Micro + 198335 Micro 2+ suevia Digitale schakelklok Data Micro +/2+ Alle rechten, ook vertalingen, voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd, opgeslagen in een automatische
LEEUWINGA Mechanica, Electronica CNC-Cadcam systemen
 DESKCNC Hoe nu te beginnen? Dit is een toelichting voor gebruikers welke een demo versie hebben gekregen van DESKCNC van CARKEN & Co. Deskcnc bestaat eigenlijk uit drie delen a- CAM module, b-cnc Editor,
DESKCNC Hoe nu te beginnen? Dit is een toelichting voor gebruikers welke een demo versie hebben gekregen van DESKCNC van CARKEN & Co. Deskcnc bestaat eigenlijk uit drie delen a- CAM module, b-cnc Editor,
PALplus Draaien. NC Basisbegrippen. Module 8
 PALplus Draaien NC Basisbegrippen Module 8 Colofon Verkenning CNC-Freesmachine Auteurs Werkgroep CNC programmeertechnieken: S.G. Were Di, Valkenswaard Kempenhorst College, Oirschot S. G. Kwadrant, locatie
PALplus Draaien NC Basisbegrippen Module 8 Colofon Verkenning CNC-Freesmachine Auteurs Werkgroep CNC programmeertechnieken: S.G. Were Di, Valkenswaard Kempenhorst College, Oirschot S. G. Kwadrant, locatie
b. verbind je laptop ook met het smartboard via de usb kabel. Deze kabel sluit je aan op het usb kabel aan de rechterkant van het bord.
 Workshop 1 Smartboard training Het SMART Board starten 1 Zorg ervoor dat het Smartboard en de projector zijn aangesloten op de computer: a. verbind je laptop met de beamerkabel of VGA kabel met het smartboard.
Workshop 1 Smartboard training Het SMART Board starten 1 Zorg ervoor dat het Smartboard en de projector zijn aangesloten op de computer: a. verbind je laptop met de beamerkabel of VGA kabel met het smartboard.
Lagarde BV - Voorthuizerstraat 69c - 3881 SC Putten - Tel : 0341-375757 www.lagarde.nl - info@lagarde.nl
 Lagarde BV - Voorthuizerstraat 69c - 3881 SC Putten - Tel : 0341-375757 www.lagarde.nl - info@lagarde.nl Inhoudsopgave Inhoudsopgave 2 Het Bedieningspaneel 3 PIN-code voor toegang tot het systeem 4 Het
Lagarde BV - Voorthuizerstraat 69c - 3881 SC Putten - Tel : 0341-375757 www.lagarde.nl - info@lagarde.nl Inhoudsopgave Inhoudsopgave 2 Het Bedieningspaneel 3 PIN-code voor toegang tot het systeem 4 Het
Innovative Growing Solutions. Datalogger DL-1. software-versie: 1.xx. Uitgifte datum: 01-09-2015 HANDLEIDING WWW.TECHGROW.NL
 Innovative Growing Solutions Datalogger DL-1 software-versie: 1.xx Uitgifte datum: 01-09-2015 HANDLEIDING WWW.TECHGROW.NL DL-1 Datalogger gebruikershandleiding Bedankt voor het aanschaffen van de TechGrow
Innovative Growing Solutions Datalogger DL-1 software-versie: 1.xx Uitgifte datum: 01-09-2015 HANDLEIDING WWW.TECHGROW.NL DL-1 Datalogger gebruikershandleiding Bedankt voor het aanschaffen van de TechGrow
G. Schottert Handleiding Freekie 1. Nederlandse handleiding. Freekie DMX ADRES INSTELLINGEN 1
 DMX ADRES INSTELLINGEN 1 Freekie Nederlandse handleiding Iedere fixture dat verbonden is met serial link moet voorzien worden van een DMX startadres, welke het eerste kanaal is dat de controller gebruikt
DMX ADRES INSTELLINGEN 1 Freekie Nederlandse handleiding Iedere fixture dat verbonden is met serial link moet voorzien worden van een DMX startadres, welke het eerste kanaal is dat de controller gebruikt
Gebruik van constructievlakken.
 Gebruik van constructievlakken. 1- Standaard constructievlakken. Bij normaal gebruik heeft KeyCreator 8 verschillende constructievlakken die overeenkomen met de aanzichtvlakken. 1- Boven aanzicht = boven
Gebruik van constructievlakken. 1- Standaard constructievlakken. Bij normaal gebruik heeft KeyCreator 8 verschillende constructievlakken die overeenkomen met de aanzichtvlakken. 1- Boven aanzicht = boven
Frezen met Tensor. We zullen een aantal functies in het menu eens nader bekijken.
 Frezen met Tensor In Tensor bevindt zich het menu NC-Bewerkingen. Hierin bevinden zich alle functies om een CNC-freesprogramma te maken van een draaiproduct. Zo zijn er bv. bewerkingen als contouren, kamerfrezen,
Frezen met Tensor In Tensor bevindt zich het menu NC-Bewerkingen. Hierin bevinden zich alle functies om een CNC-freesprogramma te maken van een draaiproduct. Zo zijn er bv. bewerkingen als contouren, kamerfrezen,
Gebruikershandleiding Draadloze Telefoon (SIP) Model KX-TGP500 B01
 Model KX-TGP500 B01") Gebruikershandleiding Draadloze Telefoon (SIP) Model KX-TGP500 B01 Inhoudsopgave Nummers kiezen... 3 De luidspreker gebruiken... 3 Telefoneren met behulp van de herhaallijst... 3 Nummers in de herhaallijst
Gebruikershandleiding Draadloze Telefoon (SIP) Model KX-TGP500 B01 Inhoudsopgave Nummers kiezen... 3 De luidspreker gebruiken... 3 Telefoneren met behulp van de herhaallijst... 3 Nummers in de herhaallijst
Gebruiksaanwijzing Black Box
 Gebruiksaanwijzing Black Box Inleiding. Deze computer is in samenwerking met een Nederlands elektronica bedrijf door TOMA ontwikkeld. Daarbij is gebruik gemaakt van de nieuwste technieken, en gedacht aan
Gebruiksaanwijzing Black Box Inleiding. Deze computer is in samenwerking met een Nederlands elektronica bedrijf door TOMA ontwikkeld. Daarbij is gebruik gemaakt van de nieuwste technieken, en gedacht aan
MACHINELIJST VERSPANING
 MACHINELIJST VERSPANING Kaltenbach KKS400 Maximale hoogte is 110 mm. (wel met een daarvoor bestemde zaag) Lengte tot 6000 mm. Rvs. Aluminium en ijzer Hiermee is moeizaam verstek te zagen Niet bestemd voor
MACHINELIJST VERSPANING Kaltenbach KKS400 Maximale hoogte is 110 mm. (wel met een daarvoor bestemde zaag) Lengte tot 6000 mm. Rvs. Aluminium en ijzer Hiermee is moeizaam verstek te zagen Niet bestemd voor
Elektronisch werkbriefje
 Webservice - werkbriefjes invullen. - rapportages. Persoonlijk. - loonstroken. 1 16-1-2012 12:24:54 - inhoudsopgave 1 Inleiding 3 2 Aanmelden 4 3 Werkbriefje invullen 5 4 Werkbriefje aanbieden 7 5 Rapportage
Webservice - werkbriefjes invullen. - rapportages. Persoonlijk. - loonstroken. 1 16-1-2012 12:24:54 - inhoudsopgave 1 Inleiding 3 2 Aanmelden 4 3 Werkbriefje invullen 5 4 Werkbriefje aanbieden 7 5 Rapportage
HANDLEIDING SCOREBORDEN OPTIE 7 Versie 2.0 / augustus 2011
 HANDLEIDING SCOREBORDEN OPTIE 7 Versie 2.0 / augustus 2011 1.0 Inleiding Hartelijk gefeliciteerd met de aanschaf van een scorebord optie 7 van Data Display. We hopen dat er veel plezier aan beleefd zal
HANDLEIDING SCOREBORDEN OPTIE 7 Versie 2.0 / augustus 2011 1.0 Inleiding Hartelijk gefeliciteerd met de aanschaf van een scorebord optie 7 van Data Display. We hopen dat er veel plezier aan beleefd zal
Märklin draaischijf 7286 met draaischijf decoder TT-DEC aansturen via het draaischijf symbool in het beeldscherm van de Central Station 3 (plus)
") Märklin draaischijf 7286 met draaischijf decoder TT-DEC aansturen via het draaischijf symbool in het beeldscherm van de Central Station 3 (plus) Deze beschrijving vervangt niet de handleiding van de draaischijf
Märklin draaischijf 7286 met draaischijf decoder TT-DEC aansturen via het draaischijf symbool in het beeldscherm van de Central Station 3 (plus) Deze beschrijving vervangt niet de handleiding van de draaischijf
BASIC 200 / 250 HET DISPLAY VAN DIT BEDIENINGSPANEEL IS GEEN AANRAAKSCHERM/TOUCHSCREEN!!! INGAVE ENKEL VIA DE BLAUW OMCIRKELDE TOETSEN!!
 Bladzijden: 1 van 7 Handleiding BASKETBAL HET DISPLAY VAN DIT BEDIENINGSPANEEL IS GEEN AANRAAKSCHERM/TOUCHSCREEN!!! INGAVE ENKEL VIA DE BLAUW OMCIRKELDE TOETSEN!! Opstarten 1. Schakel de netspanning 230
Bladzijden: 1 van 7 Handleiding BASKETBAL HET DISPLAY VAN DIT BEDIENINGSPANEEL IS GEEN AANRAAKSCHERM/TOUCHSCREEN!!! INGAVE ENKEL VIA DE BLAUW OMCIRKELDE TOETSEN!! Opstarten 1. Schakel de netspanning 230
specificatie CMA CN-gestuurde coördinatenboormachine type RAPID-DRILL BRD 25, 28, 32, 38 en 42 CN
 specificatie CMA CN-gestuurde coördinatenboormachine type RAPID-DRILL BRD 25, 28, 32, 38 en 42 CN Boren is een simpele bewerking, dat lukt zelfs op de meest eenvoudige boormachine. Wij hebben ons bij de
specificatie CMA CN-gestuurde coördinatenboormachine type RAPID-DRILL BRD 25, 28, 32, 38 en 42 CN Boren is een simpele bewerking, dat lukt zelfs op de meest eenvoudige boormachine. Wij hebben ons bij de
Programmeerhandleiding Nelson Turf EZ Pro Jr. voor de types 8304, 8306, 8309, 8312, 8374, 8376, 8379, 8382
 Programmeerhandleiding Nelson Turf EZ Pro Jr. voor de types 8304, 8306, 8309, 8312, 8374, 8376, 8379, 8382 Overzicht U kunt een onderdeel slechts wijzigen wanneer het knippert in het display. Duw de knoppen
Programmeerhandleiding Nelson Turf EZ Pro Jr. voor de types 8304, 8306, 8309, 8312, 8374, 8376, 8379, 8382 Overzicht U kunt een onderdeel slechts wijzigen wanneer het knippert in het display. Duw de knoppen
TC 405/30 ovenbesturing. Handleiding
 TC 405/30 ovenbesturing Handleiding Ve-Ka Ovenbouw b.v. Industrieweg 7 6621 BD Dreumel, Nederland Telefoon (0487) 57 17 03 Fax (0487) 57 17 03 info@ve-ka.nl www.ve-ka.nl 1 2 3 4 5 6 7 8 1 Controlelamp
TC 405/30 ovenbesturing Handleiding Ve-Ka Ovenbouw b.v. Industrieweg 7 6621 BD Dreumel, Nederland Telefoon (0487) 57 17 03 Fax (0487) 57 17 03 info@ve-ka.nl www.ve-ka.nl 1 2 3 4 5 6 7 8 1 Controlelamp
PAL Programmeersysteem Frezen Uitleg G-Codes met betrekking tot PAL programmering
 KELLER CNC Kwalificatie PAL Programmeersysteem rezen Uitleg G-Codes met betrekking tot PAL programmering 20-01-15 TG David van der Heijden BBL Opleidingen Tekeninglezen eettechnieken pantechnieken CNC
KELLER CNC Kwalificatie PAL Programmeersysteem rezen Uitleg G-Codes met betrekking tot PAL programmering 20-01-15 TG David van der Heijden BBL Opleidingen Tekeninglezen eettechnieken pantechnieken CNC
Beschrijving voor Bedienapparaat PG-1
 Beschrijving voor Bedienapparaat PG-1 Met bedienapparaat PG-1 kan men parametersets van een frequentieregelaar serie FCM aanpassen en opslaan. Tevens is hiermee het actuele toerental van de motor zichtbaar,
Beschrijving voor Bedienapparaat PG-1 Met bedienapparaat PG-1 kan men parametersets van een frequentieregelaar serie FCM aanpassen en opslaan. Tevens is hiermee het actuele toerental van de motor zichtbaar,
Gebruikershandleiding. DEVIreg 550. Intelligente elektronische thermostaat. www.devi.com
 Gebruikershandleiding DEVIreg 550 Intelligente elektronische thermostaat www.devi.com Inhoudsopgave 1 Inleiding................. 4 1.1 Veiligheidsinstructies...... 6 2 Instellingen............... 7 2.1
Gebruikershandleiding DEVIreg 550 Intelligente elektronische thermostaat www.devi.com Inhoudsopgave 1 Inleiding................. 4 1.1 Veiligheidsinstructies...... 6 2 Instellingen............... 7 2.1
Gebruikhandleiding TC-500
 Gebruikhandleiding TC-500 1:001 Steek de oven in. 1.002 Schakel de TC-500 in (schakelaar 1/0) aan de bovenzijde van het kastje display 1 (groen) geeft de actuele temperatuur aan. 2:001 Programmering. Een
Gebruikhandleiding TC-500 1:001 Steek de oven in. 1.002 Schakel de TC-500 in (schakelaar 1/0) aan de bovenzijde van het kastje display 1 (groen) geeft de actuele temperatuur aan. 2:001 Programmering. Een
De Deskline configurator Advanced handleiding
 De Deskline configurator Advanced handleiding Deze handleiding is voor versie 1.2.3 en hoger Zorg dat er een USB2LIN is aangesloten op de computer ( Gebruik versie 1.66 en hoger ) Zorg dat er geen andere
De Deskline configurator Advanced handleiding Deze handleiding is voor versie 1.2.3 en hoger Zorg dat er een USB2LIN is aangesloten op de computer ( Gebruik versie 1.66 en hoger ) Zorg dat er geen andere
XTC (Mk3) PROPORTIONELE SWITCHBOX CONTROLS (7 Service)
 PROPORTIONELE SWITCHBOX CONTROLS (7 Service)") XTC (Mk3) PROPORTIONELE SWITCHBOX CONTROLS (7 Service) Machines met XTC Mk3 Proportioneel Controls (7 service) wordt geleverd met de hieronder getoonde besturing. De eenheden voor zowel elektrische en
XTC (Mk3) PROPORTIONELE SWITCHBOX CONTROLS (7 Service) Machines met XTC Mk3 Proportioneel Controls (7 service) wordt geleverd met de hieronder getoonde besturing. De eenheden voor zowel elektrische en
Corrigeren, Wissen, Wijzigen en Controle Later starten, Stoppen en stookkosten
 Inleiding. TOMA Deze computer is in samenwerking met een Nederlands elektronica bedrijf door TOMA ontwikkeld. Daarbij is gebruik gemaakt van de nieuwste technieken, en gedacht aan bedieningsgemak en mogelijkheden.
Inleiding. TOMA Deze computer is in samenwerking met een Nederlands elektronica bedrijf door TOMA ontwikkeld. Daarbij is gebruik gemaakt van de nieuwste technieken, en gedacht aan bedieningsgemak en mogelijkheden.
1 Frezen. Pagina Boorfreesmachines 1.2 Freesmachines industrie 1.5 Frezen CNC industrie 1.16 1.1. Art.nr... Pagina. Model...
 1 Frezen Pagina Boorfreesmachines 1.2 Freesmachines industrie 1.5 Frezen CNC industrie 1.16 Art.nr.......... Pagina 12001............. 1.2 12008............. 1.2 12075............. 1.3 12077.............
1 Frezen Pagina Boorfreesmachines 1.2 Freesmachines industrie 1.5 Frezen CNC industrie 1.16 Art.nr.......... Pagina 12001............. 1.2 12008............. 1.2 12075............. 1.3 12077.............
TREX 2G Handleiding Pagina 2
 Informatie in deze handleiding is onderhevig aan verandering zonder voorafgaande kennisgeving. NEAT Electronics AB behoudt zich het recht hun producten te wijzigen of te verbeteren en wijzigingen aan te
Informatie in deze handleiding is onderhevig aan verandering zonder voorafgaande kennisgeving. NEAT Electronics AB behoudt zich het recht hun producten te wijzigen of te verbeteren en wijzigingen aan te
Gebruiksaanwijzing NL Unox Line Miss Elena & Rosella ELENA ROSELLA
 Gebruiksaanwijzing NL Unox Line Miss Elena & Rosella ELENA ROSELLA AAN EN UITSCHAKELEN Het bedieningspaneel van de oven kan in twee standen werken, de handmatige stand, en de geprogrammeerde stand. In
Gebruiksaanwijzing NL Unox Line Miss Elena & Rosella ELENA ROSELLA AAN EN UITSCHAKELEN Het bedieningspaneel van de oven kan in twee standen werken, de handmatige stand, en de geprogrammeerde stand. In
Inhoudsopgave. Handleiding: MC5508.20070830 v2.0a. Pagina - 1 -
 Inhoudsopgave INHOUDSOPGAVE...1 INLEIDING...2 UITVOERING...2 MC55081...2 MC55082...2 AANSPRAKELIJKHEID EN GARANTIE...2 ALGEMENE WERKING...3 Maximale stuurtijd beveiliging...3 Omschakel beveiliging...3
Inhoudsopgave INHOUDSOPGAVE...1 INLEIDING...2 UITVOERING...2 MC55081...2 MC55082...2 AANSPRAKELIJKHEID EN GARANTIE...2 ALGEMENE WERKING...3 Maximale stuurtijd beveiliging...3 Omschakel beveiliging...3
TEXECOM Vocale Telefoonkiezer Installatie- & programmatiehandleiding 20-04-2012
 HI0990N02A Pag. 1/14 TEXECOM Vocale Telefoonkiezer Installatie- & programmatiehandleiding 20-04-2012 LIMOTEC Bosstraat 21 B- 8570 VICHTE Tel +32 (0) 56 650 660 www.limotec.be HI0990N02A Pag. 2/14 Inhoudsopgave
HI0990N02A Pag. 1/14 TEXECOM Vocale Telefoonkiezer Installatie- & programmatiehandleiding 20-04-2012 LIMOTEC Bosstraat 21 B- 8570 VICHTE Tel +32 (0) 56 650 660 www.limotec.be HI0990N02A Pag. 2/14 Inhoudsopgave
Gebruiksaanwijzing. SBP 2300 Babyschaal
 Gebruiksaanwijzing SBP 2300 Babyschaal Omschrijving toetsen scherm Weight Zero/Clock Enter weeg mode Terug naar klok mode CE Wis invoer vergissing Veranderen datum format in maand/dag of dag /maand Tare
Gebruiksaanwijzing SBP 2300 Babyschaal Omschrijving toetsen scherm Weight Zero/Clock Enter weeg mode Terug naar klok mode CE Wis invoer vergissing Veranderen datum format in maand/dag of dag /maand Tare
1103/2 Sinthesi lezermodule Proximity
 1103/2 Sinthesi lezermodule Proximity Installatiehandleiding Versie 1.2 - januari 2007 Aan deze uitgave kunnen geen rechten worden ontleend. Wijzigingen voorbehouden. Inhoudsopgave 1. Inleiding 3 2. Technische
1103/2 Sinthesi lezermodule Proximity Installatiehandleiding Versie 1.2 - januari 2007 Aan deze uitgave kunnen geen rechten worden ontleend. Wijzigingen voorbehouden. Inhoudsopgave 1. Inleiding 3 2. Technische
Uitsluitend aansluiten op de spanning en frequentie zoals aangegeven op het typeplaatje.
 MODELLEN 1221 AANSLUITINGEN 1 kanaal 2 kanalen VEILIGHEIDSINSTRUCTIES In verband met brandgevaar of het risico op een elektrische schok dient inbouw en montage uitsluitend door een elektro vakman te geschieden.
MODELLEN 1221 AANSLUITINGEN 1 kanaal 2 kanalen VEILIGHEIDSINSTRUCTIES In verband met brandgevaar of het risico op een elektrische schok dient inbouw en montage uitsluitend door een elektro vakman te geschieden.
Weergave met punten van 4 posities, waarbij het eerste getal van de adres (altijd de 1) ontbreekt bv. voor het wagonadres 10074:
 ontbreekt bv. voor het wagonadres 10074:") 1. Functies : Het LocoNet-Inbouwdisplay wordt bij de Modelbaan voor het weergeven van de Loc adres, de Treincategorie de Rijrichting en de Snelheid die de Lissy-ontvanger berekend, gebruikt. Het is mogelijk
1. Functies : Het LocoNet-Inbouwdisplay wordt bij de Modelbaan voor het weergeven van de Loc adres, de Treincategorie de Rijrichting en de Snelheid die de Lissy-ontvanger berekend, gebruikt. Het is mogelijk
Werkblad Cabri Jr. Rotaties
 Werkblad Cabri Jr. Rotaties Doel Het onderzoeken van de eigenschappen van een rotatie in het platte vlak, in het bijzonder de relatie tussen origineel en beeld. Inleiding Een rotatie is één van de vier
Werkblad Cabri Jr. Rotaties Doel Het onderzoeken van de eigenschappen van een rotatie in het platte vlak, in het bijzonder de relatie tussen origineel en beeld. Inleiding Een rotatie is één van de vier
Versie 4.4.3 RTD Het Dorp B.V. Juni 2009. Handleiding SeeTech Oogbesturing
 Versie 4.4.3 RTD Het Dorp B.V. Juni 2009 Handleiding SeeTech Oogbesturing Technische gegevens Specificaties Processor Pentium processor met 1,5 GHz Geheugen 1 GB RAM Besturingssysteem Windows XP Aansluitingen
Versie 4.4.3 RTD Het Dorp B.V. Juni 2009 Handleiding SeeTech Oogbesturing Technische gegevens Specificaties Processor Pentium processor met 1,5 GHz Geheugen 1 GB RAM Besturingssysteem Windows XP Aansluitingen
RCW Afstandsbediening
 RCW Afstandsbediening Gebruikershandleiding - Nederlands MURCW 747 399569 Afstandsbediening. 1. Aan uit toets. 2. Selectie toets (koelen, verwarmen, automatisch koelen/verwarmen, ontvochtigen, ventileren).
RCW Afstandsbediening Gebruikershandleiding - Nederlands MURCW 747 399569 Afstandsbediening. 1. Aan uit toets. 2. Selectie toets (koelen, verwarmen, automatisch koelen/verwarmen, ontvochtigen, ventileren).
K-Steel deuropenermodule 1156/10 met numeriek toetsenbord
 K-Steel deuropenermodule 1156/10 met numeriek toetsenbord Versie 2.0 - februari 2007 Aan deze uitgave kunnen geen rechten worden ontleend. Wijzigingen voorbehouden. Mogelijkheden De deuropenermodule kan
K-Steel deuropenermodule 1156/10 met numeriek toetsenbord Versie 2.0 - februari 2007 Aan deze uitgave kunnen geen rechten worden ontleend. Wijzigingen voorbehouden. Mogelijkheden De deuropenermodule kan
www.digitalecomputercursus.nl 6. Reeksen
 6. Reeksen Excel kan datums automatisch uitbreiden tot een reeks. Dit betekent dat u na het typen van een maand Excel de opdracht kan geven om de volgende maanden aan te vullen. Deze voorziening bespaart
6. Reeksen Excel kan datums automatisch uitbreiden tot een reeks. Dit betekent dat u na het typen van een maand Excel de opdracht kan geven om de volgende maanden aan te vullen. Deze voorziening bespaart
WWW.TECHGROW.NL. TechGrow HS-1 PORTABLE CO 2 METER HANDLEIDING. software versie: 1.00
 WWW.TECHGROW.NL TechGrow HS-1 PORTABLE CO 2 METER software versie: 1.00 HANDLEIDING TechGrow HS-1 handleiding GEFELICITEERD! U heeft de TechGrow HS-1 Portable CO 2 Meter aangeschaft. De HS-1 CO 2 Meter
WWW.TECHGROW.NL TechGrow HS-1 PORTABLE CO 2 METER software versie: 1.00 HANDLEIDING TechGrow HS-1 handleiding GEFELICITEERD! U heeft de TechGrow HS-1 Portable CO 2 Meter aangeschaft. De HS-1 CO 2 Meter
ENA 50-60 Bijlage. Installatie- en bedieningsinstructies. Flamco www.flamcogroup.com
 ENA 50-60 Bijlage Installatie- en bedieningsinstructies Flamco www.flamcogroup.com Editie 2010 / NL Inhoud Pagina 1. Inbedrijfstelling 3 1.1. Inbedrijfstelling ENA 50/60 3 1.2. Parameters instellen voor
ENA 50-60 Bijlage Installatie- en bedieningsinstructies Flamco www.flamcogroup.com Editie 2010 / NL Inhoud Pagina 1. Inbedrijfstelling 3 1.1. Inbedrijfstelling ENA 50/60 3 1.2. Parameters instellen voor
ADVISOR CD3401. Manager Handleiding. Software versie: vanaf V6.0 142705999-1
 ADVISOR CD341 Manager Handleiding Software versie: vanaf V6. 14275999-1 COPYRIGHT SLC BV 1996. All rechten voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd, overgebracht, opgeslagen in een
ADVISOR CD341 Manager Handleiding Software versie: vanaf V6. 14275999-1 COPYRIGHT SLC BV 1996. All rechten voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd, overgebracht, opgeslagen in een
Uiteenzetting Wiskunde Grafische rekenmachine (ti 83) uitleg
 uitleg") Uiteenzetting Wiskunde Grafische rekenmachine (ti 83) uitleg Uiteenzetting door een scholier 2691 woorden 4 juni 2005 5,9 118 keer beoordeeld Vak Wiskunde Basisbewerkingen 1. Inleiding De onderste zes
Uiteenzetting Wiskunde Grafische rekenmachine (ti 83) uitleg Uiteenzetting door een scholier 2691 woorden 4 juni 2005 5,9 118 keer beoordeeld Vak Wiskunde Basisbewerkingen 1. Inleiding De onderste zes
HANDLEIDING VASCO TIMER MODULE TIMER MODULE
 HANDLEIDING VASCO TIMER MODULE TIMER MODULE INHOUDSTABEL 1. INLEIDING 01 2. VEILIGHEID 01 3. WERKING 01 4. OBOUW 02 ALGEMEEN 02 MAATTEKENING 02 MONTAGE 02 ELEKTRISCH SCHEMA 04 4.1 AANSLUITING D300E II
HANDLEIDING VASCO TIMER MODULE TIMER MODULE INHOUDSTABEL 1. INLEIDING 01 2. VEILIGHEID 01 3. WERKING 01 4. OBOUW 02 ALGEMEEN 02 MAATTEKENING 02 MONTAGE 02 ELEKTRISCH SCHEMA 04 4.1 AANSLUITING D300E II
Waarschuwingen. Het onderstaande symbool geeft belangrijke of nuttige informatie aan die u in gedachte dient te houden.
 De onderstaande symbolen worden in de handleiding en op het apparaat zelf gebruikt als waarschuwing. Hiermee wordt getoond hoe het product veilig en correct wordt gebruikt om persoonlijk letsel aan u en
De onderstaande symbolen worden in de handleiding en op het apparaat zelf gebruikt als waarschuwing. Hiermee wordt getoond hoe het product veilig en correct wordt gebruikt om persoonlijk letsel aan u en
Handleiding Alma Rally & Alma Rally Off-road
 Handleiding Alma Rally & Alma Rally Off-road Versie 1.2.1 Korsmit Rally Elektronics 16-7-2017 Inhoud Inhoud... 2 Samenvatting... 3 1. informatie... 4 Achtergrond... 4 Weergaven:... 4 2. Werking... 5 3.1:
Handleiding Alma Rally & Alma Rally Off-road Versie 1.2.1 Korsmit Rally Elektronics 16-7-2017 Inhoud Inhoud... 2 Samenvatting... 3 1. informatie... 4 Achtergrond... 4 Weergaven:... 4 2. Werking... 5 3.1:
Wegwijs met uw nieuw telefoontoestel.
 Wegwijs met uw nieuw telefoontoestel. - 1 - De Toetsen 1: Mute: Met deze toets schakelt u de microfoon van de hoorn uit. De persoon aan de andere kant van de lijn kan u niet meer horen. Om de microfoon
Wegwijs met uw nieuw telefoontoestel. - 1 - De Toetsen 1: Mute: Met deze toets schakelt u de microfoon van de hoorn uit. De persoon aan de andere kant van de lijn kan u niet meer horen. Om de microfoon
Afbeelding 1: Schakelklok met alle segmenten
 Best. nr. : 1175.. Bedieningshandleiding 1 Veiligheidsinstructies De inbouw en montage van elektrische apparaten mag alleen door een elektromonteur worden uitgevoerd. Als de handleiding niet wordt opgevolgd,
Best. nr. : 1175.. Bedieningshandleiding 1 Veiligheidsinstructies De inbouw en montage van elektrische apparaten mag alleen door een elektromonteur worden uitgevoerd. Als de handleiding niet wordt opgevolgd,
Gebruiksaanwijzing SE200/S regelapparaat
 Gebruiksaanwijzing SE200/S regelapparaat Inleiding Het elektronisch regelapparaat SE200/S biedt de mogelijkheid om een keramiekoven op eenvoudige wijze te besturen. Het bedieningspaneel geeft daarbij een
Gebruiksaanwijzing SE200/S regelapparaat Inleiding Het elektronisch regelapparaat SE200/S biedt de mogelijkheid om een keramiekoven op eenvoudige wijze te besturen. Het bedieningspaneel geeft daarbij een
HANDLEIDING Voor Lacron Microcomputer-schakelklok Serie: MLU
 HANDLEIDING Voor Lacron Microcomputer-schakelklok Serie: MLU 1 Betekenis van de toetsen: Toets Functie Controle van de ingevoerde schakeltijden, en weergave van aantallen Het wissen van de met toets opgeroepen
HANDLEIDING Voor Lacron Microcomputer-schakelklok Serie: MLU 1 Betekenis van de toetsen: Toets Functie Controle van de ingevoerde schakeltijden, en weergave van aantallen Het wissen van de met toets opgeroepen
Tips & Trucs ARCHICAD 034: Numeriek werken
 Tips & Trucs ARCHICAD 034: Numeriek werken Door gebruik te maken van de Tracker (Coördinaten invoerbox), kan in ARCHICAD numeriek een lengte ingevoerd of een beginof eindpunt bepaald worden. Met behulp
Tips & Trucs ARCHICAD 034: Numeriek werken Door gebruik te maken van de Tracker (Coördinaten invoerbox), kan in ARCHICAD numeriek een lengte ingevoerd of een beginof eindpunt bepaald worden. Met behulp
BE 1000 Brand BEDIENINGS INSTRUCTIE INHOUDSOPGAVE 30.0221.9535 A3
 BEDIENINGS INSTRUCTIE BE 1000 Brand 30.0221.9535 A3 INHOUDSOPGAVE Inleiding en aanwijzingen voor de veiligheid............. 2 Toelichting weergave en bedieningselementen Display en toetsen.....................................
BEDIENINGS INSTRUCTIE BE 1000 Brand 30.0221.9535 A3 INHOUDSOPGAVE Inleiding en aanwijzingen voor de veiligheid............. 2 Toelichting weergave en bedieningselementen Display en toetsen.....................................